一种水下切粒机的制作方法
本发明涉及塑料造粒,尤其涉及一种一种水下切粒机。
背景技术:
1、在一些塑料的造粒过程中需要利用到水下切粒机,例如一些热塑性弹性体的成型中,需要将初始的原料放入到挤出机中挤出后在水下切粒形成塑料粒子,塑料粒子然后经过过滤风干后形成半成品,然后再将半成品的塑料粒子与一些粉料添加助剂进行混合搅拌,使塑料自理与粉料添加助剂尽可能的混合均匀,然后再添加到挤出机中进行再次挤出切粒造粒。
2、而目前的水下切粒机主要包括所述挤出机的出料端依次安装有过滤网更换装置、废料排空装置、加热装置和口模组件,其中原料通过挤出机加热挤出后,经过过滤网过滤掉杂质后通过口模组件挤出,这些杂质主要是塑料在挤出机中加热时形成的一些黑色碳化层,滤网的作用就是将这些黑色的杂质过滤,最终挤出切粒后的塑料粒子质量更好而口模组件主要包括口模组件安装于挤出机的下游端,所述口模组件包括模腔,所述模腔的上游端设置有口模板,所述模腔的上端和下端分别设置有进水管和出水管,所述口模板上设置有若干个方便塑料熔体挤出的挤出孔,而锯切的刀头组件插入到模腔内形成封闭的水环境,刀头组件与口模板接触后完成水下切粒,切粒后的粒子通过流动的水排出。
3、然后,目前水下切粒机存在以下缺陷:1、目前的口模板上的挤出孔是设置在一个圆周上,因此当刀头组件的刀片与口模板接触时,刀片的刃口不同位置的磨损不同,刀片在口模板的其他部位磨损比较均匀,而在挤出孔所在的环形区域内,由于挤出孔的存在,磨损量就会减少,这样导致刀片的刃口形成凸起状,而该凸起状又会与挤出孔所在的环形区域的板面接触摩擦,从而最终环形区域上形成一个由刃口上的凸起状磨损的环形槽,这样最终影响切粒的效果和质量,尤其是塑料粒子的切口处不够光滑;2、目前的口模的挤出孔就是一个圆形孔,挤出的塑料粒子经过切粒后为实心的圆柱状的粒子,这种粒子在与粉末状的助剂进行混合时,粉末难以粘附在塑料粒子表面,因此当将混合搅拌的助剂和塑料粒子添加到挤出机中进行后续的挤出成型时就容易出现塑料粒子与粉末助剂混合添加不均匀的情况,从而最终成型的塑料粒子的质量波动较大;3、目前挤出机中使用的仅仅是一个过滤网,因此产生的黑色杂质都是同时经过该过滤网过滤,因此过滤网非常容易被堵塞,因此过滤网更换就比较频繁,且繁琐。
技术实现思路
1、本发明所要解决的技术问题是:提供一种水下切粒机,该切粒机能挤出成型具有中心孔的塑料粒子半成品,这样在与粉末助剂进行混合时能混合更均匀,最终得到的质量稳定的成型塑料粒子。
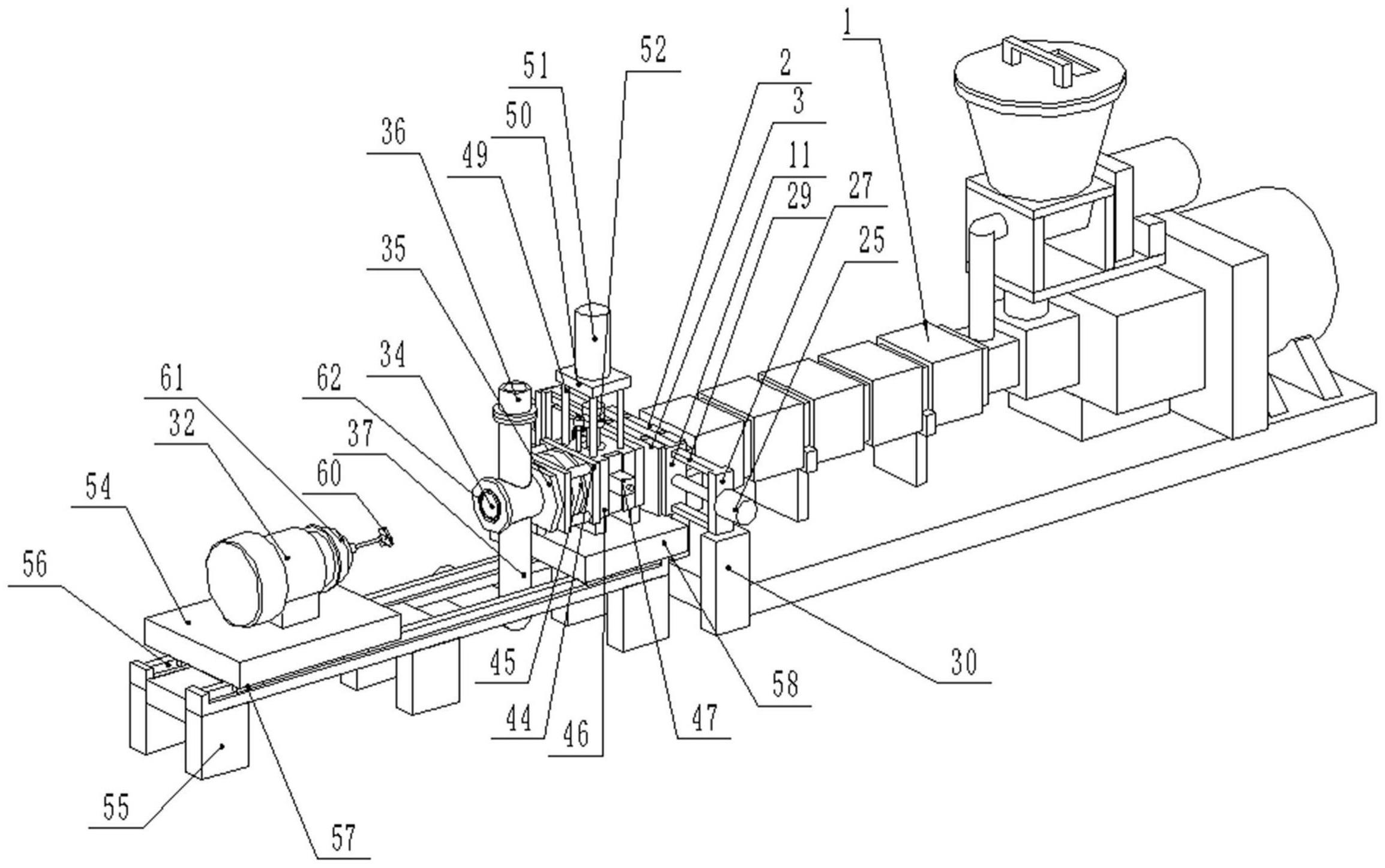
2、为解决上述技术问题,本发明的技术方案是:一种水下切粒机,包括挤出机,所述挤出机的出料端依次安装有过滤网更换装置、废料排空装置、加热装置和口模组件,所述口模组件包括模腔和设置于模腔底部的口模板,所述模腔的上端和下端分别设置有进水管和出水管,所述口模板上设置有若干个方便塑料熔体挤出的挤出孔,所述口模的下游侧轴向滑动安装有锯切装置,所述锯切装置包括锯切头,所述锯切头与所述模腔的端面密封配合,所述锯切头上转动安装有由锯切电机驱动的刀头组件,所述刀头组件与所述口模板的板面接触配合,所述口模板上的挤出孔的轴向截面成锥形,所述挤出孔的上游端的孔径大于挤出孔下游端的直径,所述口模板的上游侧固定安装有安装环板,所述安装环板上固定安装有若干根插入所述挤出孔内的插针,所述插针与所述挤出孔同心设置,所述插针上设置有支撑所述挤出孔内壁的支撑结构。
3、作为一种优选的方案,所述支撑结构包括设置于所述插针上的至少三根支撑杆,该支撑杆的自由端支撑所述挤出孔的内壁。
4、作为一种优选的方案,所述的挤出孔均布在至少两个同心圆上。
5、作为一种优选的方案,所述安装环板包括用于固定在口模组件端部的安装外环板,所述安装外环板的中心孔处设置有两个同心设置的中心环,所述中心环与安装外环板之间、以及中心环之间均通过连接筋连接,所述插针设置于所述中心环上。
6、作为一种优选的方案,所述安装环板的下游板面与所述口模板的板面接触配合。
7、作为一种优选的方案,所述过滤网更换装置包括相互固定的上游限位板和下游限位板,所述上游限位板固定和下游限位板之间水平滑动安装有板框,所述板框上设置有可拆卸安装有第一粗筛网和第一细筛网、第二粗筛网和第二细筛网,所述第一粗筛网和第一细筛网成对设置且处于第一工位上,所述第一粗筛网设置于第一细筛网的上游,所述第二粗筛网和第二细筛网成对设置且处于第二工位上,所述第二粗筛网设置于第二细筛网的上游,所述挤出机的机架上设置有驱动所述板框水平滑动的水平驱动装置,该水平驱动装置驱动板框在第一工位和第二工位之间滑动切换。
8、作为一种优选的方案,所述上游限位板和下游限位板上均安装有调温装置,所述下游限位板上的调温装置包括插入到所述下游限位板内的电加热棒,所述下游限位板上设置有方便所述电加热棒插入安装的安装孔,所述下游限位板上还设置有循环水路,该循环水路与所述安装孔相互独立,该循环水路的循环入口和循环出口分别连接入口接头和出口接头,所述入口接头和出口接头连接在循环水供应系统中。
9、作为一种优选的方案,所述板框的上游板面和下游板面分别设置有第一上游安装槽、第二上游安装槽、第一下游安装槽和第二下游安装槽,所述第一上游安装槽和第一下游安装槽同心设置且位于第一工位上,所述第二上游安装槽和第二下游安装槽同心设置且位于第二工位上,所述第一上游安装槽和第一下游安装槽共用的槽底、第二上游安装槽和第二下游安装槽共用的槽底上设置有方便塑料熔体通过的若干个通孔,所述第一粗筛网和和第一细筛网分别可拆卸安装于所述第一上游安装槽和第一下游安装槽内,所述第二粗筛网和第二细筛网分别可拆卸安装于所述第二上游安装槽和第二下游安装槽内。
10、作为一种优选的方案,所述第一粗筛网、第一细筛网、第二粗筛网和第二细筛网的结构相同,所述第一粗筛网包括边框和设置于边框内的网格,所述边框放置于第一上游安装槽内且通过压块压紧固定。
11、作为一种优选的方案,所述水平驱动装置包括设置于挤出机两侧的第一油缸和第二油缸,所述第一油缸和第二油缸分别固定在第一油缸座和第二油缸座上,所述第一油缸座和第二油缸座之间设置横向导轨,所述板框活动套在所述横向导轨上实现水平滑动,所述第一油缸和第二油缸的活塞杆分别与板框的两端连接。
12、采用了上述技术方案后,本发明的效果是:由于水下切粒机,包括挤出机,所述挤出机的出料端依次安装有过滤网更换装置、废料排空装置、加热装置和口模组件,所述口模组件包括模腔和设置于模腔底部的口模板,所述模腔的上端和下端分别设置有进水管和出水管,所述口模板上设置有若干个方便塑料熔体挤出的挤出孔,所述口模的下游侧轴向滑动安装有锯切装置,所述锯切装置包括锯切头,所述锯切头与所述模腔的端面密封配合,所述锯切头上转动安装有由锯切电机驱动的刀头组件,所述刀头组件与所述口模板的板面接触配合,所述口模板上的挤出孔的轴向截面成锥形,所述挤出孔的上游端的孔径大于挤出孔下游端的直径,所述口模板的上游侧固定安装有安装环板,所述安装环板上固定安装有若干根插入所述挤出孔内的插针,所述插针与所述挤出孔同心设置,所述插针上设置有支撑所述挤出孔内壁的支撑结构;首先挤出机出料端出料经过过滤网更换装置进行过滤杂质,接着经过废料排空装置将废料排出,接着所需要的新料继续挤压输送至加热装置上进行加热保持所需能挤压出料的温度,接着经过安装环板上的插针,顺着插针进入挤出孔的上游端,再从挤出孔的下游端挤出,塑料熔体内部为空心状,接着滑动锯切头伸入模腔内与模腔的端面密封配合,进水管输送水对塑料熔体进行降温,刀头组件与口模板的板面接触配合后由锯切电机驱动旋转,将塑料熔体进行水下切粒,接着打开出水管,这样水流带着切粒后的塑料从吹水管排出;该切粒机能挤出成型具有中心孔的塑料粒子半成品,这样在与粉末助剂进行混合时能混合更均匀,最终得到的质量稳定的成型塑料粒子。
13、又由于所述支撑结构包括设置于所述插针上的至少三根支撑杆,该支撑杆的自由端支撑所述挤出孔的内壁;由于在挤出塑料熔体时压力很大,塑料熔体经过安装环板会产生推动安装环板的力,而支撑杆支撑在挤出孔的内壁上能很好的与推动安装环板的力作对抗,保证安装环板处于准确的位置。
14、又由于所述的挤出孔均布在至少两个同心圆上;这样能使挤出孔不处于同一位置上,对刀头组件的刀片磨损均匀,这样能使口模板上的挤出孔挤出料不影响,保证切粒的效果和质量。
15、又由于所述安装环板包括用于固定在口模组件端部的安装外环板,所述安装外环板的中心孔处设置有两个同心设置的中心环,所述中心环与安装外环板之间、以及中心环之间均通过连接筋连接,所述插针设置于所述中心环上;通过连接筋将两个中心环依次连接,使中心环能有效牢固的安装,这样能尽可能减少中心环与连接筋在挤出料时与塑料熔体的接触面积,受到的阻力减小,对安装在中心环上的插针有效支撑。
16、又由于所述安装环板的下游板面与所述口模板的板面接触配合;由于口模板是固定不动的,因此与安装环板的下游板面接触后,对安装环板能有效支撑,进一步确保安装环板在挤出料时安装牢固。
17、又由于所述过滤网更换装置包括相互固定的上游限位板和下游限位板,所述上游限位板固定和下游限位板之间水平滑动安装有板框,所述板框上设置有可拆卸安装有第一粗筛网和第一细筛网、第二粗筛网和第二细筛网,所述第一粗筛网和第一细筛网成对设置且处于第一工位上,所述第一粗筛网设置于第一细筛网的上游,所述第二粗筛网和第二细筛网成对设置且处于第二工位上,所述第二粗筛网设置于第二细筛网的上游,所述挤出机的机架上设置有驱动所述板框水平滑动的水平驱动装置,该水平驱动装置驱动板框在第一工位和第二工位之间滑动切换;这样通过水平驱动装置控制板框在第一工位和第二工位之间进行切换吗,这样能在不停机的情况下对阻隔杂质过多的筛网进行更换,并且筛网被分为粗筛网和细筛网,使粗杂质被粗筛网过滤,细杂质被细筛网过滤,延长了筛网更换的时间,提高效率。
18、又由于所述上游限位板和下游限位板上均安装有调温装置,所述下游限位板上的调温装置包括插入到所述下游限位板内的电加热棒,所述下游限位板上设置有方便所述电加热棒插入安装的安装孔,所述下游限位板上还设置有循环水路,该循环水路与所述安装孔相互独立,该循环水路的循环入口和循环出口分别连接入口接头和出口接头,所述入口接头和出口接头连接在循环水供应系统中;这样就能对温度进行有效控制,当需要加热时通过电加热棒对下游限位板进行加热升温,过热时通过循环水路进行降温,避免塑料经过过滤后,因过热又产生黑色碳化层,影响出料质量。
19、又由于所述板框的上游板面和下游板面分别设置有第一上游安装槽、第二上游安装槽、第一下游安装槽和第二下游安装槽,所述第一上游安装槽和第一下游安装槽同心设置且位于第一工位上,所述第二上游安装槽和第二下游安装槽同心设置且位于第二工位上,所述第一上游安装槽和第一下游安装槽共用的槽底、第二上游安装槽和第二下游安装槽共用的槽底上设置有方便塑料熔体通过的若干个通孔,所述第一粗筛网和和第一细筛网分别可拆卸安装于所述第一上游安装槽和第一下游安装槽内,所述第二粗筛网和第二细筛网分别可拆卸安装于所述第二上游安装槽和第二下游安装槽内;这样能使第一粗筛网、第一细筛网、第二粗筛网和第二细筛网均能准确安装在板框内,且能对第一粗筛网、第一细筛网、第二粗筛网和第二细筛网有效限位,提高安装效率。
20、又由于所述第一粗筛网、第一细筛网、第二粗筛网和第二细筛网的结构相同,所述第一粗筛网包括边框和设置于边框内的网格,所述边框放置于第一上游安装槽内且通过压块压紧固定;这样能对第一粗筛网进行固定,确保第一粗筛网安装后不会移动,保证出料质量。
21、又由于所述水平驱动装置包括设置于挤出机两侧的第一油缸和第二油缸,所述第一油缸和第二油缸分别固定在第一油缸座和第二油缸座上,所述第一油缸座和第二油缸座之间设置横向导轨,所述板框活动套在所述横向导轨上实现水平滑动,所述第一油缸和第二油缸的活塞杆分别与板框的两端连接;这样通过第一油缸和第二油缸活塞杆的伸缩就能控制板框沿横向导轨进行滑动,结构简单,方便切换。
- 还没有人留言评论。精彩留言会获得点赞!