小型接触件注塑模防压模具的制作方法
1.本实用新型属于注塑模具技术领域,涉及一种小型接触件注塑模防压模具。
背景技术:
2.注塑模具是一种生产塑胶制品的工具:也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体是将受热融化的塑料有注塑高压射入模腔内,进过冷却固化后得到形成品。
3.现有的一般防压模具生产装置多为两半式,这样的结构不能有效的直接将模具进行拆分取出,从而导致注塑速度大大减弱,成型模具内的注塑产品也不容易被脱模,在模具合模时,由于压力过大,容易使得注塑产品溺出,同时也无法保证整个模具的自动卸料。
技术实现要素:
4.本实用新型的目的是针对现有技术存在的上述问题,提供一种结构紧凑且稳定性高的小型接触件注塑模防压模具,通过在动模中部与侧部设置脱料机构,中部与两侧的脱料机构同步作用下从而对模腔内的产品进行脱膜。
5.本实用新型的目的可通过下列技术方案来实现:
6.一种小型接触件注塑模防压模具,包括工作台与工作台两侧的支撑座,其特征在于,还包括连接在工作台左侧支撑座上的定模和连接在工作台右侧支撑座上的动模,所述动模的中部开设有注塑凹模腔一,所述定模中部开设有注塑凹模腔二,所述定模与动模水平设置,且定模与动模相啮合,从而使得注塑凹模腔一与注塑凹模腔二形成一个待注塑产品的模具,所述注塑凹模腔二的中部还具有注胶孔,所述注塑凹模腔一处还设有脱料机构,所述脱料机构还包括气缸、金属气管、活动挡片、顶针、套管、顶块,所述气缸设置在作业台右侧的支撑座上,所述活动挡片可转动连接在金属气管的端部,所述金属气管设置在动模的中部,且金属气管与活动挡片均平行设置样在注塑凹模腔一的表面,所述金属气管通过软管与气缸相连接,所述注塑凹摸腔一的侧部还开设有供顶块嵌入的活动槽,所述套管设置在活动槽的侧部并与活动槽相连通,所述顶针穿设在活动槽处,且顶针的端部抵靠在顶块的边沿处,所述活动槽与注塑凹摸腔一相连通,且顶块的端部与注塑凹摸腔一的表面相平齐。
7.定模连接在作业台左侧的支撑座上,动模连接在作业台右侧的支撑座上,通过动模处的外部驱动设备驱动动模沿着作业台移动,能够使得动模与定模相贴合,从而使得动模中部的注塑凹摸腔一与定模中部的注塑凹摸腔二形成一个注塑的产品的模腔,定模的注塑凹摸腔二中部具有能够将受热融化的塑料输出至注塑模腔一与注塑模腔二内的注胶孔,注塑完成后,顶针沿着注塑模腔一侧部的套管上移,从而推动顶针侧部的顶块,顶块能够将注塑凹摸腔一与注塑凹摸腔二之间的注塑完成的产品轻轻翘起,同时设置在作业台侧部的气缸输出气体,使得气体充满注塑凹摸腔一中部的金属气管内,金属气管上端还具有活动挡片,两个活动挡片均转动连接连接在金属气管顶部两侧处,通过金属气管内的气体能够
将活动挡片向上转动,从而将注塑凹摸腔一与注塑凹摸腔二之间的注塑完成的产品轻轻翘起,从而起到脱模,脱落下来的注塑产品直接掉落至动模与定模之间的作业台上,这样的结构能够有效的直接将模具进行拆分取出,大大的增加了注塑的效率,增加脱模效率,脱模的稳定性,同时不容易使得注塑产品溺出,保证整个注塑时的自动脱模连贯性。
8.在上述的一种小型接触件注塑模防压模具中,所述活动槽与顶块均呈长条状,所述顶块的端部具有倾斜的嵌入部,所述顶块尾部通过弹簧连接在活动槽上,所述弹簧的数量具有两个,且两个弹簧分别对称设置在活动槽与顶块之间,所述活动槽底部还设有限位块,所述顶块的尾部抵靠在限位块上。
9.顶块嵌于活动槽内,顶块前端的嵌入部能够更好的嵌入至注塑凹摸腔一处,能够更好的将注塑凹摸腔一与注塑凹摸腔二之间注塑完成的产品轻轻翘起,从而起到脱模的效果,弹簧的数量具有两个且两个弹簧分别对称设置在活动槽与顶块之间,顶块的尾部抵靠在限位块上,在顶针上移推动顶块后,能够在弹簧的作用在使得顶块复位,使得顶块的尾部再次抵靠在限位块上。
10.在上述的一种小型接触件注塑模防压模具中,所述金属气管上部呈圆管形状的小端,所述小端直径为10-16毫米,所述金属气管的小端顶部还开设有供活动挡片嵌入的安装槽,所述安装槽与活动挡片均呈圆形,所述活动挡片的直径为4-7毫米,所述安装槽与活动挡片的数量均具有两个,且两个安装槽与活动挡片分别对称设置在小端处,所述安装槽的下部还具有限位挡沿,两所述活动挡片的端部均抵靠在限位挡沿上,所述金属气管的下部还具有呈螺旋状的导流柱。
11.金属气管呈上小下大,小端的金属气管处安装有活动挡片,两个活动挡片分别嵌于小端处的安装槽,并可转动连接在小端的边沿处,金属气管下部的大端内还安装有呈螺旋状的导流柱,在注塑时,两个活动挡片的端部均抵靠在限位挡沿上,当注塑完成后,通过作业台上的气缸驱动,将气体通过软管输送至金属气管内,金属气管下部大端处的,导流柱能够进一步增加气体的流速,从而使得金属气管上部的小端处的两个活动挡片向上转动,将注塑模腔一与注塑模腔二之间的注塑产品轻轻翘起。
12.在上述的一种小型接触件注塑模防压模具中,所述顶针、套管、顶块、弹簧与活动槽形成一个起模单元,所述气模单元的数量具有两个且两个起模单元分别设置在注塑模腔一的两侧。
13.顶针、套管、顶块、弹簧与活动槽形成一个起模单元,两个起模单元分别设置在注塑模腔一的两侧,通过两个起模单元的设置能够更好的将注塑模腔一与注塑模腔二之间的注塑产品取出,同时两个起模单元同步起模,能进一步的增加起模的稳定性,大大的增加了起模的效率。
14.在上述的一种小型接触件注塑模防压模具中,所述活动挡片与顶块的表面均涂覆有防粘涂层。
15.活动挡片与顶块的表面均涂覆有防粘涂层,能够大大的减少活动挡片与顶块粘黏到注塑模腔一与注塑模腔二之间的注塑产品,同时能够大大的增加活动挡片与顶块的耐磨性,使得活动挡片与顶块增加使用寿命。
16.在上述的一种小型接触件注塑模防压模具中,所述顶针的端部还具有倾斜的导入部。
17.倾斜的导入部能够更好驱动顶块,同时顶的上端穿设在两个弹簧之间。
18.在上述的一种小型接触件注塑模防压模具中,所述定模上还具有若干个定位凸起,所述若干个定位凸起均周向均布在定模的上表面,所述动模上还具有与定位凸起相匹配的定位凹槽,所述定位凸起的数量与定位凹槽的数量一一对应。
19.定模上还具有若干个定位凸起,动模上具有与定位凸起相匹配的定位凹槽,在动模啮合定模时,定位凸起嵌入在定位凹槽,大大的增加了动模啮合定膜时的定位准确性。
20.在上述的一种小型接触件注塑模防压模具中,所述动模处的支撑座上还安装有驱动气缸,所述驱动气缸的一端连接在支撑座上,且一端输出端连接在动模上,所述驱动气缸的数量具有若干个,且若干个驱动气缸环形均布设置在动模与支撑座之间。
21.多个驱动气缸连接在动模与支撑座之间,通过多个驱动气缸的驱动下,能够使得动模沿着作业台向定膜处移动,并与定膜相啮合。
22.与现有技术相比,本小型接触件注塑模防压模具,在注塑完成后,顶块的尾部抵靠在限位块上,在顶针上移沿着注塑模腔一侧部的套管移动,从而推动顶针侧部的顶块,顶块能够将注塑凹摸腔一与注塑凹摸腔二之间的注塑完成的产品轻轻翘起,同时气体通过软管输送至金属气管内,金属气管下部大端处的,导流柱能够进一步增加气体的流速,从而使得金属气管上部的小端处的两个活动挡片向上转动,将注塑模腔一与注塑模腔二之间的注塑产品轻轻翘起,从而同步的将注塑产品脱膜,脱膜完成后在弹簧的作用在使得顶块复位,使得顶块的尾部再次抵靠在限位块上,两个活动挡片的端部均回弹抵靠在限位挡沿上,这样的结构能够有效的直接将模具进行拆分取出,通过两个起模单元的设置能够更好的将注塑模腔一与注塑模腔二之间的注塑产品取出,同时两个起模单元同步起模,能进一步的增加起模的稳定性,大大的增加了起模的效率,脱模的稳定性,同时不容易使得注塑产品溺出,保证整个注塑时的自动脱模连贯性。
附图说明
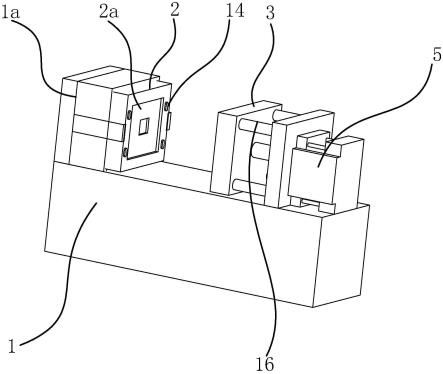
23.图1是本小型接触件注塑模防压模具的结构示意图。
24.图2是本小型接触件注塑模防压模具中动模处的结构示意图。
25.图3是本小型接触件注塑模防压模具中的小端处的结构示意图。
26.图4是本小型接触件注塑模防压模具中活动槽处的结构示意图。
27.图中,1、作业台;1a、支撑座;2、定模;2a、注塑模腔二;3、动模;3a、注塑模腔一;4、金属气管;4a、小端;5、气缸;6、活动挡片;7、顶针;7a、导入部;8、套管;9、顶块;9a、嵌入部;10、活动槽;10a、弹簧;10b、限位块;11、限位挡沿;12、安装槽;13、导流柱;14、定位凸起;15、定位凹槽;16、驱动气缸。
具体实施方式
28.如图1、图2、图3和图4所示,本小型接触件注塑模防压模具,包括工作台1与工作台1两侧的支撑座1a,还包括连接在工作台1左侧支撑座1a上的定模2和连接在工作台1右侧支撑座1a上的动模3,所述动模3的中部开设有注塑凹模腔一3a,所述定模2中部开设有注塑凹模腔二2a,所述定模2与动模3水平设置,且定模2与动模3相啮合,从而使得注塑凹模腔一3a与注塑凹模腔二2a形成一个待注塑产品的模具,所述注塑凹模腔二2a的中部还具有注胶
孔,所述注塑凹模腔一3a处还设有脱料机构,所述脱料机构还包括气缸5、金属气管4、活动挡片6、顶针7、套管8、顶块9,所述气缸5设置在作业台1右侧的支撑座1a上,所述活动挡片6可转动连接在金属气管4的端部,所述金属气管4设置在动模3的中部,且金属气管4与活动挡片6均平行设置样在注塑凹模腔一3a的表面,所述金属气管4通过软管与气缸5相连接,所述注塑凹摸腔一3a的侧部还开设有供顶块9嵌入的活动槽10,所述套管8设置在活动槽10的侧部,所述顶针7穿设在活动槽10处,且顶针7的端部抵靠在顶块9的边沿处,所述活动槽10与注塑凹摸腔一3a相连通,且顶块9的端部与注塑凹摸腔一3a的表面相平齐。
29.所述活动槽10与顶块9均呈长条状,所述顶块9的端部具有倾斜的嵌入部9a,所述顶块9尾部通过弹簧10a连接在活动槽10上,所述弹簧10a的数量具有两个,且两个弹簧10a分别对称设置在活动槽10与顶块9之间,所述活动槽10底部还设有限位块10b,所述顶块9的尾部抵靠在限位块10b上。
30.所述金属气管4上部呈圆管形状的小端4a,所述小端4a直径为10-16毫米,所述金属气管4的小端4a顶部还开设有供活动挡片6嵌入的安装槽12,所述安装槽12与活动挡片6均呈圆形,所述活动挡片6的直径为4-7毫米,所述安装槽12与活动挡片6的数量均具有两个,且两个安装槽12与活动挡6片分别对称设置在小端4a处,所述安装槽12的下部还具有限位挡沿11,两所述活动挡片6的端部均抵靠在限位挡沿11上,所述金属气管4的下部还具有呈螺旋状的导流柱13。
31.所述顶针7、套管8、顶块9、弹簧10a与活动槽10形成一个起模单元,所述气模单元的数量具有两个且两个起模单元分别设置在注塑模腔一3a的两侧。
32.所述活动挡片6与顶块9的表面均涂覆有防粘涂层。
33.所述顶针7的端部还具有倾斜的导入部7a。
34.所述定模2上还具有若干个定位凸起14,所述若干个定位凸起14均周向均布在定模2的上表面,所述动模3上还具有与定位凸起14相匹配的定位凹槽15,所述定位凸起14的数量与定位凹槽15的数量一一对应。
35.所述动模3处的支撑座1a上还安装有驱动气缸16,所述驱动气缸16的一端连接在支撑座1a上,且一端输出端连接在动模3上,所述驱动气缸16的数量具有若干个,且若干个驱动气缸16环形均布设置在动模3与支撑座1a之间。
36.定模2连接在作业台1左侧的支撑座1a上,动模3连接在作业台1右侧的支撑座1a上,通过多个驱动气缸16的驱动下,能够使得动模3沿着作业台向定膜2处移动,能够使得动模3与定模2相贴合,在动模3啮合定模2时,定位凸起14嵌入在定位凹槽15,大大的增加了动模3啮合定膜2时的定位准确性,从而使得动模3中部的注塑凹摸腔一3a与定模2中部的注塑凹摸腔二2a形成一个注塑的产品的模腔,定模2的注塑凹摸腔二2a中部具有能够将受热融化的塑料输出至注塑模腔一3a与注塑模腔二2a内的注胶孔,顶针7、套管8、顶块9、弹簧10a与活动槽10形成一个起模单元,两个起模单元分别设置在注塑模腔一3a的两侧,注塑完成后,通过注塑模腔一3a两侧的顶针7上移沿着注塑模腔一3a侧部的套管8移动,从而推动顶针7侧部的顶块9,顶块9沿着活动槽10移动,且顶块9的嵌入部9a向注塑凹摸腔一3a内移动,从而将注塑凹摸腔一3a与注塑凹摸腔二2s之间的注塑完成的产品轻轻翘起,同时气体通过软管输送至金属气管4内,金属气管4下部大端处的,导流柱13能够进一步增加气体的流速,从而使得金属气管4上部的小端4a处的两个活动挡片6向上转动,将注塑模腔一3a上的注塑
产品轻轻翘起,活动挡片6与顶块9的表面均涂覆有防粘涂层,能够大大的减少活动挡片6与顶块9粘黏到注塑模腔一3a与注塑模腔二2a之间的注塑产品,从而同步的将注塑产品脱膜,脱膜完成后在弹簧10a的作用在使得顶块9复位,使得顶块9的尾部再次抵靠在限位块10b上,两个活动挡片6的端部均回弹抵靠在限位挡沿11上,这样的结构能够有效的直接将模具进行拆分取出,大大的增加了注塑的效率,增加脱模效率,脱模的稳定性,同时不容易使得注塑产品溺出,保证整个注塑时的自动脱模连贯性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1