一种汽车前端模块载架的钣金输送装置的制作方法
1.本实用新型涉及汽车配件输送技术领域,尤其涉及一种汽车前端模块载架的钣金输送装置。
背景技术:
2.随着全球汽车制造技术向模块化、集成化方向发展,对汽车模块化的一个主要趋势是汽车的前端的模块化。车辆的前端模块是集成有发动机罩挂钩、发动机罩锁、两侧前大灯及冷却模块散热器等的一个单元,而前端模块载架是组装前端零部件的框架结构,组装后的整体形成前端模块。为了实现汽车的轻量化,前端模块载架一般是采用钣金件和塑料进行一体注塑成型。
3.在前端模块载架的注塑过程中,一般是采用机械手将钣金件安装在注塑模具上,但在此过程之前,需要先通过机械手将钣金件拾起;由于钣金件是采用冲压设备冲压成型,制作速度较快,且钣金件的冲压设备一般与注塑设备之间存在一段距离;如果采用人工搬运工钣金件并使钣金件被机械手拾起的话,首先效率,容易造成冲压设备处成品钣金件的堆积;且机械手拾取钣金件的位置是固定的,人工摆放钣金件的位置精度得不到把控;另外,在机械手拾起钣金件时,对搬运者存在一定程度的危险;因此,急需提供一种汽车前端模块载架的钣金输送装置。
技术实现要素:
4.有鉴于此,本实用新型提出了一种汽车前端模块载架的钣金输送装置,解决了现有技术中,人工搬运钣金件效率低,摆放钣金件的位置精度得不到把控问题。
5.本实用新型的技术方案是这样实现的:本实用新型提供了一种汽车前端模块载架的钣金输送装置,其包括架体,架体水平设置,架体的两端分别位于冲压设备处和注塑设备处,还包括输送链、卸料装置、运料装置和上料装置,其中,
6.输送链设置于架体上,输送链的长度方向与架体的轴向方向平行,若干钣金件间隔放置于输送链上;
7.卸料装置、运料装置和上料装置等距间隔固定设置于架体接近注塑设备的一端;
8.卸料装置位于输送链接近注塑设备的一端的钣金件的下方,并选择性将钣金件从输送链上顶起;运料装置的输出端选择性位于卸料装置的正上方或上料装置的正上方。
9.在以上技术方案的基础上,优选的,所述卸料装置包括第一升降板和若干第一定位柱,第一升降板水平设置架体上,若干第一定位柱间隔竖直固定设置于第一升降板接近钣金件的板面上,第一升降板选择性沿第一定位柱的轴向延伸方向移动。
10.在以上技术方案的基础上,优选的,所述卸料装置还包括第一安装板、第一直线驱动单元和若干第一导柱,其中,
11.第一安装板位于第一升降板的下方,并与第一升降板平行间隔固定设置;
12.第一直线驱动单元竖直固定设置于第一安装板上,第一直线驱动单元的输出端朝
向第一升降板,并选择性与第一升降板接近第一安装板的板面接触;
13.若干第一导柱间隔竖直滑动设置第一安装板上,第一导柱接近第一升降板的一端与第一升降板竖直固定连接。
14.在以上技术方案的基础上,优选的,运料装置包括旋转机构、平衡梁和取料机构,其中,
15.旋转机构竖直固定设置于架体上,旋转机构的远离架体的一端与平衡梁的中部竖直固定连接,
16.平衡梁水平位于卸料装置上方,取料机构固定设置与平衡梁一端的下板面,取料机构选择性拾取或卸下钣金件;
17.取料机构到旋转机构的距离等于旋转机构到卸料装置之间的距离和旋转机构到上料装置之间的距离。
18.在以上技术方案的基础上,优选的,所述旋转机构包括旋转支架、第二安装板、第二直线驱动单元和若干第二导柱,其中,
19.旋转支架竖直转动设置于架体上,并选择性围绕其中心线旋转;第二安装板水平间隔设置于旋转支架上方,平衡梁固定设置于第二安装板远离旋转支架的板面上;
20.第二直线驱动单元竖直固定设置于旋转支架上,第二直线驱动单元的输出端朝上并与第二安装板竖直固定连接;
21.若干第二导柱间隔竖直设置于旋转支架上,并与旋转支架滑动连接,第二导柱接近第二安装板的一端与第二安装板竖直固定连接。
22.在以上技术方案的基础上,优选的,所述取料机构包括旋转电机、第三安装板、若干吸盘和若干第二定位柱,其中,
23.旋转电机固定设置于平衡梁上,第三安装板平行间隔设置于平衡梁的下方,旋转电机的输出端朝下并与第三安装板竖直固定连接;
24.若干吸盘间隔竖直固定设置于第三安装板远离平衡梁的板面上;若干第二定位柱间隔竖直固定设置于第三安装板远离平衡梁的板面上。
25.在以上技术方案的基础上,优选的,所述上料装置包括第四安装板、第二升降板、第三直线驱动单元、若干第三导柱和若干第三定位柱,其中,
26.第四安装板水平固定设置于架体上,第二升降板平行间隔设置于第四安装板上方;
27.第三直线驱动单元竖直固定设置于第四安装板上,第三直线驱动单元的输出端朝上并与第二升降板竖直固定连接;
28.若干第三导柱间隔竖直设置于第四安装板上,并与第四安装板滑动连接,第三导柱接近第二升降板的一端与第二升降板竖直固定连接;
29.若干第三定位柱间隔竖直固定设置于第二升降板远离第四安装板的板面上。
30.在以上技术方案的基础上,优选的,所述上料装置还包括第一接触传感器,第一接触传感器固定设置于第二升降板远离第四安装板的板面上。
31.在以上技术方案的基础上,优选的,所述卸料装置还包括第二接触传感器、第三触传感器和激光传感器,第二接触传感器固定设置于第一升降板远离第一安装板的板面上;第三触传感器和激光传感器均固定设置于架体上,第三触传感器位于第一升降板远离注塑
设备的一侧,激光传感器位于第一升降板接近注塑设备的一侧,激光传感器的激光竖直朝上。
32.在以上技术方案的基础上,优选的,还包括若干行走轮、若干支撑脚杯和安全光栅,若干行走轮和若干支撑脚杯均位于架体与地面之间,并间隔固定设置于架体底部;安全光栅设置于架体上,并位于输送链上方,
33.本实用新型的一种汽车前端模块载架的钣金输送装置相对于现有技术具有以下有益效果:
34.(1)通过设置卸料装置、运料装置和上料装置,输送链设置于架体上,输送链的长度方向与架体的轴向方向平行,若干钣金件间隔放置于输送链上;卸料装置、运料装置和上料装置等距间隔固定设置于架体接近注塑设备的一端;卸料装置位于输送链接近注塑设备的一端的钣金件的下方,并选择性将钣金件从输送链上顶起;运料装置的输出端选择性位于卸料装置的正上方或上料装置的正上方;本实用新型提高了钣金件的运输效率,提高了将钣金件安放置机械手抓取位置的准确度;且避免了人工与机械手的近距离接触,提高了操作过程中的安全性。
35.(2)设置的旋转机构,旋转机构可将取料机构移动至卸料装置的正上方,并使取料机构向下移动与卸料装置上的钣金件接触,待取料机构拾取钣金件后,旋转机构控制取料机构移动至上料装置的正上方,从而使的能够将取料机构上的钣金件放置于上料装置上。
36.(3)设置的取料机构,旋转电机、第三安装板、若干吸盘和若干第二定位柱,旋转电机固定设置于平衡梁上,第三安装板平行间隔设置于平衡梁的下方,旋转电机的输出端朝下并与第三安装板竖直固定连接;若干吸盘间隔竖直固定设置于第三安装板远离平衡梁的板面上;若干第二定位柱间隔竖直固定设置于第三安装板远离平衡梁的板面上;取料机构能够分别从两个卸料装置上将钣金件运输至上料装置上。
附图说明
37.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
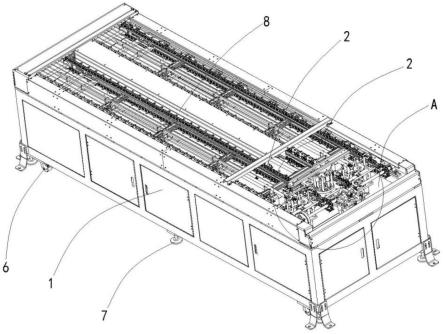
38.图1为本实用新型的一种汽车前端模块载架的钣金输送装置的结构示意图;
39.图2是图1中a的放大图;
40.图3为本实用新型的一种汽车前端模块载架的钣金输送装置中卸料装置的工作示意图;
41.图4为本实用新型的一种汽车前端模块载架的钣金输送装置中卸料装置的安装示意图;
42.图5为本实用新型的一种汽车前端模块载架的钣金输送装置中运料装置的工作示意图;
43.图6为本实用新型的一种汽车前端模块载架的钣金输送装置中取料机构的结构示意图;
44.图7为本实用新型的一种汽车前端模块载架的钣金输送装置中上料装置的工作示
意图。
45.图中:1、架体,2、输送链,3、卸料装置,31、第一升降板,32、第一定位柱,33、第一安装板,34、第一直线驱动单元,35、第一导柱,36、第二接触传感器,37、第三触传感器,38、激光传感器,4、运料装置,41、旋转机构, 411、旋转支架,412、第二安装板,413、第二直线驱动单元,414、第二导柱, 42、平衡梁,43、取料机构,431、旋转电机,432、第三安装板,433、吸盘,434、第二定位柱,5、上料装置,51、第四安装板,52、第二升降板,53、第三直线驱动单元,54、第三导柱,55、第三定位柱,56、第一接触传感器,6、行走轮,7、支撑脚杯,8、安全光栅。
具体实施方式
46.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
47.如图1-7所示,本实用新型的一种汽车前端模块载架的钣金输送装置,包括架体1、输送链2、卸料装置3、运料装置4、上料装置5、行走轮6、若干支撑脚杯7和安全光栅8;架体1水平设置,若干行走轮6和若干支撑脚杯7均位于架体1与地面之间,并间隔固定设置于架体1底部;架体1的两端分别位于冲压设备处和注塑设备处,输送链2设置于架体1上,输送链2的长度方向与架体1的轴向方向平行,若干钣金件间隔放置于输送链2上;安全光栅8设置于架体1上,并位于输送链2上方;卸料装置3、运料装置4和上料装置5等距间隔固定设置于架体1接近注塑设备的一端;卸料装置3位于输送链2接近注塑设备的一端的钣金件的下方,并选择性将钣金件从输送链2上顶起;运料装置4 的输出端选择性位于卸料装置3的正上方或上料装置5的正上方。
48.本实用新型在使用时,输送链2、行走轮6、若干支撑脚杯7和安全光栅8 均可采用现有技术;行走轮6方便架体1的移动;支撑脚杯7在架体1移动到工作位置后,将架体1支撑起来;输送链2将冲压设备处的钣金件运输至注塑设备处;通过安全光栅8发射出的光柱模拟钣金件的流动方向;卸料装置3可以将输送链2上接近注塑设备的一端的钣金件顶起,在卸料装置3将钣金件顶起后以及顶起的过程中,输送链2暂停运行;运料装置4拾取卸料装置3所顶起的钣金件,并将钣金件运送至上料装置5上;上料装置5在接收到钣金件后,将钣金件顶起到机械手可以拾取到钣金件,且与钣金输送装置相对安全的高度。在具体使用时,可以采用两条输送链2和两个卸料装置3,两条输送链2平行间隔设置于运料装置4的两侧,两个卸料装置3一一对应两条输送链2设置,运料装置4分别将两条输送链2接近注塑设备的一端的钣金件先后运输至上料装置5上。本实用新型提高了钣金件的运输效率,提高了将钣金件安放置机械手抓取位置的准确度;且避免了人工与机械手的近距离接触,提高了操作过程中的安全性。
49.在本实用新型的一个具体实施例中,卸料装置3是将钣金件从输送链2上卸下的装置,卸料装置3包括第一升降板31、若干第一定位柱32、第一安装板 33、第一直线驱动单元34、若干第一导柱35、第二接触传感器36、第三触传感器37和激光传感器38;第一升降板31水平设置架体1上,若干第一定位柱32 间隔竖直固定设置于第一升降板31接近钣金件的板面上,第一升降板31选择性沿第一定位柱32的轴向延伸方向移动;第一安装板33位于第一
安装升降板 31的下方,并与第一安装升降板31平行间隔固定设置;第一直线驱动单元34 竖直固定设置于第一安装板33上,第一直线驱动单元34的输出端朝向第一升降板31,并选择性与第一升降板31接近第一安装板33的板面接触;若干第一导柱35间隔竖直滑动设置第一安装板33上,第一导柱35接近第一升降板31 的一端与第一升降板31竖直固定连接;第二接触传感器36固定设置于第一升降板31远离第一安装板33的板面上;第三触传感器37和激光传感器38均固定设置于架体1上,第三触传感器37位于第一升降板31远离注塑设备的一侧,激光传感器38位于第一升降板31接近注塑设备的一侧,激光传感器38的激光竖直朝上。
50.第二接触传感器36、第三触传感器37和激光传感器38可采用现有技术,钣金件在输送链2上流动时,钣金件的板面相对于地面具有倾斜角度,钣金件接近注塑设备的一端高于钣金件远离注塑设备的一端;当钣金件接触到激光传感器38的光柱时,输送链2的运行速度减缓,当钣金件被运输到卸料装置3的卸料位置时,钣金件远离注塑设备的一端可与第三触传感器37接触,此时,输送链2停止运行;第一升降板31向上移动,通过第一定位柱32将对钣金件进行定位,并将钣金件顶起;在第一升降板31将钣金件顶起时,第二接触传感器36可与钣金件接触;待钣金件被运料装置4运走时,第二接触传感器36不再与钣金件接触,第一升降板31下移动至不影响输送链2运行的位置,输送链2再次启动运行。
51.在本实用新型的一个具体实施例中,运料装置4是将卸料装置3上的钣金件运输至上料装置5上的装置,运料装置4包括旋转机构41、平衡梁42和取料机构43;旋转机构41竖直固定设置于架体1上,旋转机构41的远离架体1的一端与平衡梁42的中部竖直固定连接,平衡梁42水平位于卸料装置3上方,取料机构43固定设置与平衡梁42一端的下板面,取料机构43选择性拾取或卸下钣金件;取料机构43到旋转机构41的距离等于旋转机构41到卸料装置3之间的距离和旋转机构41到上料装置5之间的距离。
52.旋转机构41包括旋转支架411、第二安装板412、第二直线驱动单元413 和若干第二导柱414;旋转支架411竖直转动设置于架体1上,并选择性围绕其中心线旋转;第二安装板412水平间隔设置于旋转支架411上方,平衡梁42固定设置于第二安装板412远离旋转支架411的板面上;第二直线驱动单元413 竖直固定设置于旋转支架411上,第二直线驱动单元413的输出端朝上并与第二安装板412竖直固定连接;若干第二导柱414间隔竖直设置于旋转支架411 上,并与旋转支架411滑动连接,第二导柱414接近第二安装板412的一端与第二安装板412竖直固定连接。旋转机构41可将取料机构43移动至卸料装置3 的正上方,并使取料机构43向下移动与卸料装置3上的钣金件接触,待取料机构43拾取钣金件后,旋转机构41控制取料机构43移动至上料装置5的正上方,从而使的能够将取料机构43上的钣金件放置于上料装置5上。
53.取料机构43包括旋转电机431、第三安装板432、若干吸盘433和若干第二定位柱434,旋转电机431固定设置于平衡梁42上,第三安装板432平行间隔设置于平衡梁42的下方,旋转电机431的输出端朝下并与第三安装板432竖直固定连接;若干吸盘433间隔竖直固定设置于第三安装板432远离平衡梁42 的板面上;若干第二定位柱434间隔竖直固定设置于第三安装板432远离平衡梁42的板面上。旋转电机431的作用是为了使取料机构43能够适应分别从两个卸料装置3上将钣金件运输至上料装置5上;吸盘433可以采用真空吸盘;第二定位柱434可以插入钣金件上的孔洞中实现定位。
54.在本实用新型的一个具体实施例中,上料装置5是将钣金件输送至适合机械手拾
取板件的位置的装置,上料装置5包括第四安装板51、第二升降板52、第三直线驱动单元53、若干第三导柱54、若干第三定位柱55和第一接触传感器56;第四安装板51水平固定设置于架体1上,第二升降板52平行间隔设置于第四安装板51上方;第三直线驱动单元53竖直固定设置于第四安装板51上,第三直线驱动单元53的输出端朝上并与第二升降板52竖直固定连接;若干第三导柱54间隔竖直设置于第四安装板51上,并与第四安装板51滑动连接,第三导柱54接近第二升降板52的一端与第二升降板52竖直固定连接;若干第三定位柱55间隔竖直固定设置于第二升降板52远离第四安装板51的板面上;第一接触传感器56固定设置于第二升降板52远离第四安装板51的板面上。第一接触传感器56采用现有技术,当钣金件放置于上料装置5上后,第一接触传感器56可与钣金件接触,此时,第二升降板52向上移动,并将钣金件输送至相对较高且安全的位置;待机械手将钣金件运走后,第一接触传感器56不再与钣金件接触,第二升降板52向下移动至初始位置。
55.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1