一种3D打印机新型大流量喷嘴流道结构的制作方法
一种3d打印机新型大流量喷嘴流道结构
技术领域
1.本实用新型涉及喷嘴技术领域,尤其涉及一种3d打印机新型大流量喷嘴流道结构。
背景技术:
2.fdm级3d打印机其基本原理是电机驱动挤出轮,将耗材以丝状进料,经过散热体、喉管,最终在喷嘴处加热熔化成微米级细丝并随着喷头的移动,按照3d模型截面轮廓通过堆积、凝固及成型,最终形成实物零件的过程。随着工业应用的多样化,用户对fdm级3d打印机的高速、高精度、大流量打印的要求也越来越迫切。而目前常用fdm级3d打印机喷嘴存在的打印速度低、打印件表面纹路不细腻、流速小的问题。
技术实现要素:
3.为克服上述缺点,本实用新型的目的在于提供一种3d打印机新型大流量喷嘴流道结构,结构简单,通过增大耗材的加热面积,使得耗材快速提前熔融,有效提高耗材加热效率,拥有大流速、大流量、打印速度快以及打印件表面纹路也足够细腻的特点。
4.为了达到以上目的,本实用新型采用的技术方案是:一种3d打印机新型大流量喷嘴流道结构,包括喷嘴本体,还包括至少一个与喷嘴本体配合使用的加热组件,每个所述加热组件均包括能嵌入在喷嘴本体纵向通道内的衬套和可拆卸设置在衬套内并与衬套之间存有间隙的加热部。
5.本实用新型一种3d打印机新型大流量喷嘴流道结构的有益效果是,将加热部安装在衬套内、加热部安装到位后其与衬套之间存有间隙,该加热组件完成组装;之后再将装有加热部的衬套手动嵌到喷嘴本体的纵向通道内(无外力作用时,衬套在纵向通道内保持稳定)。在耗材经过喷嘴本体的纵向通道时,耗材其实是先会通过加热部和衬套之间的间隙的。在喷嘴本体进行作业时,衬套会外接外部电源产生热量,从而会对经过其中空通道的耗材进行加热,实现耗材能够提前熔融;同时由于增设了加热部,衬套会将热量传递给加热部,加热部会对经过中空通道的耗材进一步加热,加热部的设置增大了耗材的加热面积,实现耗材更快速提前熔融;最终耗材是通过间隙流向纵向通道、并从喷嘴本体的喷口流出。该新型大流量喷嘴流道结构,由于加热组件的设置,从而拥有大流速、大流量的特点,其本身的打印速度也得到提升,打印件表面纹路也足够细腻。
6.作为本实用新型的进一步改进是,每个所述加热部均为十字形加热丝,每个所述衬套内部均环形设置有四个卡槽,每个所述十字形加热丝的四个端部均能分别卡入四个卡槽内。卡槽的设置实现十字形加热丝可拆卸设置在衬套内。
7.作为本实用新型的进一步改进是,所述纵向通道内设置有用于衬套嵌入的第一凹台。第一凹台的设置进一步使加热组件保持稳定。
8.作为本实用新型的进一步改进是,还包括与衬套数量相同的压环,至少一个所述压环与衬套配合使用。压环的设置进一步使加热组件保持稳定。
9.作为本实用新型的进一步改进是,每个所述加热部均为三等分形加热片,每个所述三等分形加热片均能卡入衬套内部。三等分形加热片可拆卸的设置在衬套内。
10.作为本实用新型的进一步改进是,所述纵向通道内设置有用于衬套嵌入的第二凹台。第二凹台的设置进一步使加热组件保持稳定。
11.作为本实用新型的进一步改进是,所述喷嘴本体上设置有外螺纹。喷嘴本体通过外螺纹与其他部件进行组装。
附图说明
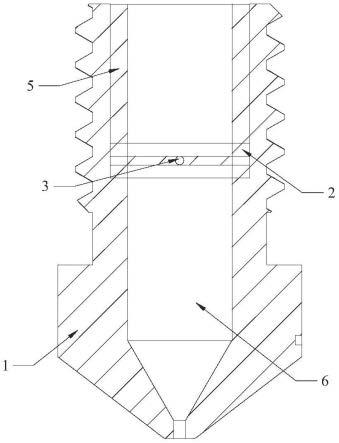
12.图1为本实用新型实施例一的剖视图;
13.图2为本实用新型实施例一加热组件的结构图;
14.图3为本实用新型实施例二的结构图;
15.图4为本实用新型实施例二的剖视图;
16.图5为本实用新型实施例三的剖视图;
17.图6为本实用新型实施例三加热组件的结构图。
18.图中:
19.1、喷嘴本体;2、衬套;3、十字形加热丝;4、三等分形加热片;5、压环;6、纵向通道;7、间隙;8、卡槽。
具体实施方式
20.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
21.实施例一
22.参见附图1-2所示,本实施例的一种3d打印机新型大流量喷嘴流道结构,包括喷嘴本体1,还包括至少一个与喷嘴本体1配合使用的加热组件,每个所述加热组件均包括能嵌入在喷嘴本体1纵向通道6内部的衬套2和可拆卸设置在衬套2内部并与衬套2之间存有间隙7的加热部。
23.本实施例的实施过程,加热组件有一个、即衬套2一个、加热部一个;将加热部安装在衬套2内、加热部安装到位后其与衬套2之间存有间隙7,该加热组件完成组装;之后再将装有加热部的衬套2手动嵌到喷嘴本体1的纵向通道6内(无外力作用时,衬套2在纵向通道6内保持稳定)。在耗材经过喷嘴本体1的纵向通道6时,耗材其实是先会通过加热部和衬套2之间的间隙7的。在喷嘴本体1进行作业时,衬套2会外接外部电源产生热量,从而会对经过其中空通道的耗材进行加热,实现耗材能够提前熔融;同时由于增设了加热部,衬套2会将热量传递给加热部,加热部会对经过中空通道的耗材进一步加热,加热部的设置增大了耗材的加热面积,实现耗材更快速提前熔融;最终耗材是通过间隙7流向纵向通道6、并从喷嘴本体1的喷口流出。该新型大流量喷嘴流道结构,由于加热组件的设置,从而拥有大流速、大流量的特点,其本身的打印速度也得到提升,打印件表面纹路也足够细腻。其中,喷嘴本体1为现有技术,此处不再过多说明。加热组件的数量、形状及排布方式不限于本实施所设置的这种具体结构,只要是能增大耗材加热面积的组件均可作为加热组件。
24.这种结构的3d打印机新型大流量喷嘴流道结构,通过增大耗材的加热面积,使得耗材快速提前熔融,有效提高耗材加热效率,拥有大流速、大流量、打印速度快以及打印件表面纹路也足够细腻的特点。
25.参见附图1-2所示,在一示例中,每个所述加热部均为十字形加热丝3,每个所述衬套2内部均环形设置有四个卡槽8,每个所述十字形加热丝3的四个端部均能分别卡入四个卡槽8内。卡槽8的设置实现十字形加热丝3可拆卸设置在衬套2内;十字形加热丝3与衬套2的可拆卸形式不限本实例这种卡接方式,只要十字形加热丝3装配在衬套2内的作用是为了增大与耗材的加热接触面积即可。本实施例的加热丝为一个;加热丝的排布方式、数量及形状均不限于本实施所设置的排布方式、数量及形状,只要能增大耗材加热面积即可;加热丝的数量越多,会进一步增大耗材的加热面积。
26.参见附图1所示,在一示例中,所述纵向通道6内部设置有用于衬套2嵌入的第一凹台。装有十字形加热丝3的衬套2手动嵌到第一凹台内部(无外力作用时,衬套2在第一凹台内保持稳定),第一凹台的设置进一步使加热组件保持稳定。该喷嘴本体1的第一凹台设置改动简单,制造便捷,成本较低。
27.参见附图1-2所示,还包括用于与加热组件配合使用、并与加热组件数量相同的压环5。本实施例的压环5为一个,通过该压环5将装有十字形加热丝3的衬套2稳定压在第一凹台内。压环5的设置进一步使加热组件保持稳定。压环5的数量、形状均不限于本实施所设置的数量、形状,只要能固定加热组件即可;加热组件的排布方式、形状及数量均不限于本实施所设置的这种具体结构,只要能增大耗材加热面积即可。
28.参见附图1所示,所述喷嘴本体1上设置有外螺纹。喷嘴本体1通过外螺纹与其他部件进行组装。
29.实施例二
30.参见附图3-4所示,与实施例一的不同是,本实施例的加热组件有两个、即衬套2两个、加热部两个;同时压环5也有两个。两个加热组件的设置会进一步增大耗材的加热面积,耗材快速提前熔融,进一步有效提高耗材加热效率。
31.两个加热组件、两个压环5依次间隔嵌入在第一凹台内,即一个压环5先将一个加热组件手动嵌到第一凹台内,之后另一个压环5再将另一个加热组件手动嵌到第一凹台内且另一个加热组件位于第一压环5与另一个压环5之间。两个压环5的设置,会使得两个加热组件在第一凹台进一步保持稳定。
32.实施例三
33.参见附图5-6所示,与实施例一的不同是,本实施例的每个所述加热部均为三等分形加热片4,每个所述三等分形加热片4均能卡入衬套2内部。三等分形加热片4可拆卸的设置在衬套2内;三等分形加热片4与衬套2的可拆卸形式不限本实例这种卡接方式,只要三等分形加热片4装配在衬套2内的作用是为了增大与耗材的加热接触面积即可。本实施例的三等分形加热片4为一个;三等分形加热片4的形状、数量以及排布方式均不限于本实施所设置的这种具体结构;三等分形加热片4的数量越多,会进一步增大耗材的加热面积。例如:加热片4可以是四等分形或多片数量,其形状、数量以及排布方式均不限于本实施所设置的这种具体结构,只要能增大耗材加热面积即可。
34.参见附图5所示,在一示例中,所述纵向通道6内设置有用于衬套2嵌入的第二凹
台。装有三等分形加热片4的衬套2手动嵌到第二凹台内(无外力作用时,衬套2在第二凹台内保持稳定),第二凹台的设置进一步使加热组件保持稳定。该喷嘴本体1的第二凹台设置改动简单,制造便捷,成本较低。
35.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1