一种纳米注塑用的联动吹拭装置的制作方法
1.本实用新型涉及注塑模具制造技术领域,具体涉及一种纳米注塑用的联动吹拭装置。
背景技术:
2.纳米注塑,是指纳米成型技术,是金属与塑料以纳米技术结合的工艺,即先将金属表面经过纳米化处理后,塑料直接射出成型在金属表面,让金属与塑料可以一体成型。对于集成电路封装器件,使用纳米注塑技术,能够使引线框架与塑胶一体注塑获得结合牢固、气密性高度可靠的塑封空腔外壳,但是由于生产过程中,原材料产生的碎屑极易黏附于模具上,若清理不及时,加之模具边缘棱边为利边,合模后压模会导致外管脚封胶位棱边局部崩缺。
3.对此,目前市场上有用于解决注塑过程中异物导致合模过程中磕伤模具的吹气装置,但这种吹气装置主要存在以下不足:1、吹气装置仅用于模具表面吹拭清洁,未针对纳米注塑方向提供金属件表面吹拭清洁的解决方案,因为除了明显的模具缺陷影响产品外观尺寸外,对于微观的金属件表面污染可能会导致结合力变差,影响器件气密性。2、吹气装置虽然实现自动化吹拭,但仍需人工单独点动操作装置后,方可自动吹拭,未将吹拭装置与注塑机联动起来,生产节拍未调整至最佳。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术存在的不足,提供一种既能够对模具表面进行吹拭清洁,又能够对金属件表面进行吹拭清洁,自动化程度高,保证器件气密性,提高生产效率的纳米注塑用的联动吹拭装置。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种纳米注塑用的联动吹拭装置,安装于注塑机上,所述注塑机包括机座、设置于所述机座上的公模具和母模具,所述联动吹拭装置包括:第一吹拭组件,与所述公模具对应设置,用于吹拭所述公模具表面;
7.第二吹拭组件,与所述公模具对应设置,用于吹拭装配于所述公模具上的金属件表面;
8.吹拭控制系统,用于控制所述第一吹拭组件和所述第二吹拭组件运行。
9.作为上述技术方案的进一步改进:
10.所述第一吹拭组件包括第一导气管以及连接于所述第一导气管输入端的第一送风装置,所述第一导气管的输出端朝向所述公模具,所述第一送风装置与所述吹拭控制系统电性连接;
11.所述第二吹拭组件包括第二导气管以及连接于所述第二导气管输入端的第二送风装置,所述第二导气管的输出端朝向所述公模具,所述第二送风装置与所述吹拭控制系统电性连接。
12.所述第一导气管的输出端连接有第一吹气口,所述第一吹气口呈扁平状;
13.所述第二导气管的输出端连接有第二吹气口,所述第二吹气口呈扁平状。
14.所述第一导气管和所述第二导气管均为形状可调的定型蛇管。
15.所述第一送风装置为压缩风机。
16.所述第二送风装置为离子风机。
17.所述第一吹拭组件和所述第二吹拭组件上分别设置有用于定位的防呆机构。
18.所述防呆机构为红外指示光源。
19.与现有技术相比,本实用新型的优点在于:
20.本实用新型的纳米注塑用的联动吹拭装置包括与公模具对应的第一吹拭组件和第二吹拭组件,吹拭控制系统采用plc控制系统,在将待注塑金属件放入到公模具的工序前,吹拭控制系统控制第一吹拭组件运行对公模具表面进行吹拭清洁,待注塑金属件放入到公模具后,吹拭控制系统控制第二吹拭组件运行,对金属件表面进行吹拭清洁,运用plc控制,实现吹拭装置与注塑机的联动,不增加额外的操作步骤即可实现吹拭清洁功能,提高设备自动化程度,有效提高生产效率;除了提供公模具上的异物吹拭清洁功能外,尤其提供了金属件表面的吹拭清洁方案,防止金属件表面污染导致结合力变差,影响器件气密性。
附图说明
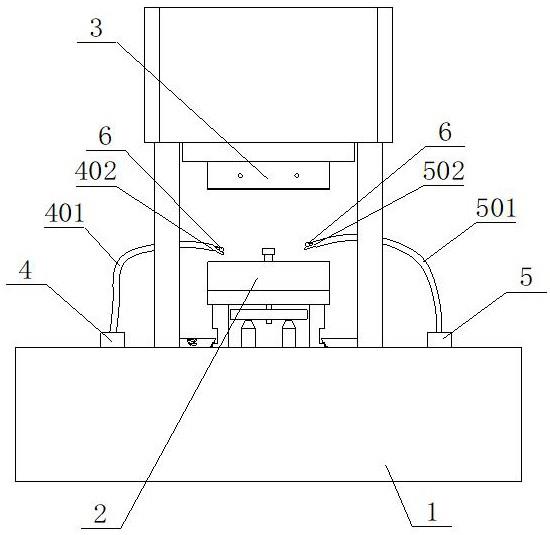
21.图1为本实用新型的结构示意图。
22.图例说明:
23.1、机座;2、公模具;3、母模具;4、第一吹拭组件;401、第一导气管;402、第一吹气口;5、第二吹拭组件;501、第二导气管;502、第二吹气口;6、防呆机构。
具体实施方式
24.以下结合附图和具体实施例对本实用新型作进一步详细说明。
25.如图1所示,本实施例的纳米注塑用的联动吹拭装置,安装于注塑机上,注塑机包括机座1、设置于机座1上的公模具2和母模具3,联动吹拭装置包括:第一吹拭组件4,与公模具2对应设置,用于吹拭公模具2表面;第二吹拭组件5,与公模具2对应设置,用于吹拭装配于公模具2上的金属件表面;吹拭控制系统,用于控制第一吹拭组件4和第二吹拭组件5运行。该纳米注塑用的联动吹拭装置包括与公模具2对应的第一吹拭组件4和第二吹拭组件5,吹拭控制系统采用plc控制系统,在将待注塑金属件放入到公模具2的工序前,吹拭控制系统控制第一吹拭组件4运行对公模具2表面进行吹拭清洁,将待注塑金属件放入到公模具2后,吹拭控制系统控制第二吹拭组件5运行,对金属件表面进行吹拭清洁,运用plc控制,实现吹拭装置与注塑机的联动,不增加额外的操作步骤即可实现吹拭清洁功能,提高设备自动化程度,有效提高生产效率;除了提供公模具2上的异物吹拭清洁功能外,尤其提供了金属件表面的吹拭清洁方案,防止金属件表面污染导致结合力变差,影响器件气密性。
26.优选的,第一吹拭组件4包括第一导气管401以及连接于第一导气管401输入端的第一送风装置,第一导气管401的输出端朝向公模具2,第一送风装置(图中未示出)与吹拭控制系统电性连接;第二吹拭组件5包括第二导气管501以及连接于第二导气管501输入端的第二送风装置(图中未示出),第二导气管501的输出端朝向公模具2,第二送风装置与吹
拭控制系统电性连接。
27.纳米注塑,简称nmt,是一种将金属与塑料以纳米技术相结合的工艺,这种工艺先通过t处理技术在金属件表面形成纳米级凹坑,再通过注塑将塑料注入凹坑,连接塑料与金属,实现不能通过液体和气体的致密结合,结合强度高。实际工作过程中,注塑机的公模具2和母模具3根据已设定的注塑程序运行,注塑完成后自动开模,注塑后的金属件通过顶出机构顶出,工作人员取出已完成注塑的金属件后,第一送风装置接受plc控制系统信号,如顶出机构顶出动作后延时5秒(工作人员取出工件的节拍,具体可依工作人员的习惯通过plc调整时间间隔),自动启动吹拭,由第一导气管401清洁公模具2表面的颗粒杂质,工作人员如若手法失效,也可以通过点动按钮实现二次主动吹拭;待注塑金属件放入公模具2后,工作人员点动注塑机开始注塑的按钮,第二送风装置接受plc控制系统信号,自动启动吹拭,清洁金属件表面的粉尘,吹拭结束后,注塑机自动运行注塑程序,以上为本实用新型一次完整的工作过程,可自动实现模具和金属件吹拭清洁功能,将吹拭装置与注塑机联动起来,生产节拍调整至最佳,大大提高生产效率。
28.在本实施例中,该纳米注塑用的联动吹拭装置应用于集成电路封装技术领域,红外回流焊(简称ir)为各类表面组装贴片元器件的焊接设备,即封装完毕后的ic通过该工艺焊接到线路板上,封装完毕后的ic在贴装期间,在通过ir-reflow的240-260℃高温区过程中,由于各封装组成的材料受热后膨胀系数不一致,胶接区域易发生裂缝,裂缝产生易使电子元件受潮损坏,对于msl湿气敏感测定,需满足ir-reflow 3次(模拟ic上件,维修拆件,维修再上件)。针对纳米注塑,除降低异物导致模具寿命下降外,更重要是减少经纳米处理的金属件于注塑前环境污染的影响,对于应用该联动吹拭装置的集成电路,纳米注塑位置可满足封装的气密性要求,能够达到ipx8的密封效果,封装后腔体氦检漏率小于5
×
10-10
pa,满足ir5(进行ir-reflow 5次)氟油检测不漏气。
29.优选的,第一导气管401的输出端连接有第一吹气口402,第一吹气口402呈扁平状;第二导气管501的输出端连接有第二吹气口502,第二吹气口502呈扁平状。在本实施例中,第一吹气口402和第二吹气口502呈扁平状,不仅能够通过管道变径提高气体流速,增强吹拭效果,而且能够拓展吹气的宽度范围,增大有效吹拭面积。
30.优选的,第一导气管401和第二导气管501均为形状可调的定型蛇管。在本实施例中,第一导气管401和第二导气管501选用可以定型的蛇管,通过人工进行弯折屈伸等动作,能够自由调节第一导气管401和第二导气管501的吹气朝向,具有结构简单、调节方便快捷、成本低的优点。
31.优选的,第一送风装置为压缩风机,即第一导气管401吹出压缩空气,通过压缩空气对公模具2表面进行吹拭清洁;第二送风装置为离子风机,即第二导气管501吹出离子风,通过离子风对金属件表面进行吹拭清洁,达到消除静电的目的,能够解决静电引起的吸尘问题,实现金属件表面除尘。在本实施例中,压缩风机的型号选择为捷豹20hp永磁变频螺杆空压机,离子风机的型号选择为bakon-gs4000,使用plc工业控制技术实现自动控制;吹拭控制系统采用西门子s7-200型plc作为主控设备,采集电机保护信号、注塑机设备运行状态信号等,实现就地的一键自动控制,大大降低了运行人员的工作量,提高了设备的自动化程度,即通过plc与输入/输出设备连接的部件(i/o接口),输入接口接受输入设备(注塑机)按钮的控制信号,输出接口将主机经处理后的结果通过功放电路去分别驱动输出设备(压缩
风机/离子风机)电磁阀实现吹气。
32.优选的,第一吹拭组件4和第二吹拭组件5上分别设置有用于定位的防呆机构6。在本实施例中,防呆机构6设置于第一导气管401和第二导气管501的输出端上,用于指示第一导气管401和第二导气管501的吹气朝向,可以确认吹气位置是否有被篡改,降低装置失效的风险,保证设备被篡改后的可侦测性及满足不同模具装配后快速定位。
33.优选的,防呆机构6为红外指示光源。在本实施例中,防呆机构6采用红外指示光源的形式,具有结构简单、成本低的优点,红外指示光源由独立电源供电,通过简易机械分别加装于第一导气管401和第二导气管501的输出端上,当涉及更换不同模具时,可通过红外指示辅助,迅速调整吹气位置,满足不同模具装配后的快速定位,提高工作效率。
34.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本实用新型技术构思前提下所得到的改进和变换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1