一种可抽真空的模具的制作方法
1.本实用新型涉及一种模具,尤其涉及一种可抽真空的模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
3.cn213166609u公开了一种塑胶制品注塑用模具,包括下模座,所述下模座的上表面中部开设有凹槽,所述凹槽的内部设置有成型筒,所述成型筒的圆周外部设置有散热鳍片,所述凹槽的内部下底面设置为倾斜底面,所述下模座靠近倾斜底面高端的一侧设置有进水口,且下模座靠近凹槽低端的一侧设置有出杂口,所述进水口的内部安装有过滤网,所述成型筒的上表面外边缘处设置有密封垫。
4.上述现有技术存在以下问题:薄壁注射困难、注射机以及模具使用寿命低。
技术实现要素:
5.本实用新型目的在于一种可抽真空的模具,以解决:薄壁注射困难、注射机以及模具使用寿命低。
6.为实现上述目的,本实用新型的具体技术方案如下:
7.一种可抽真空的模具,包括内部设有第一抽气通道,第一抽气通道连接抽真空装置,第一抽气通道的第一抽气口设置在推板的底面,所述第一抽气通道设置在推板内。
8.所述模具还包括前模、推板和后模三个部分,前模包括第一底板、第一底板连接前模型腔,前模型腔连接推板的底面;后模包括第二底板,第二底板连接后模固定板,后模固定板连接推板的顶面。
9.更进一步,所述推板内设有第一抽气通道;第一抽气通道连通第一侧面和底面。
10.更进一步,所述第一抽气通道内设有第一抽气管,第一抽气管的一端设置在抽真空设备上,第一抽气管的另一端连接第一导气管的一头通口,第一导气管的另一头通口连接第一抽气通道的第一抽气口,第一抽气口设置在底面上。
11.更进一步,所述推板内还设有第二抽气通道,第二抽气通道接通第二侧面和底面。
12.更进一步,所述第二侧面与第一侧面相互平行。
13.更进一步,所述第二抽气通道与第一抽气通道处于同一轴线上。
14.更进一步,所述第二抽气通道内设有第二抽气管,第二抽气管一端设置在抽真空设备上;第二抽气通道的另一端连接中空两通的第二导气管的一头通口,第二导气管的另一头通口连接第二抽气通道的第二抽气口,第二抽气口设置在底面上。
15.更进一步,所述第二抽气口和所述第一抽气口处于同一轴线上。
16.更进一步,所述第一导气管是 l形。
17.综上所述,本实用新型的一种可抽真空的模具有以下效果:使薄壁注射更容易,提高注塑机及模具使用寿命,从而提高使用周期,降低成本。
附图说明
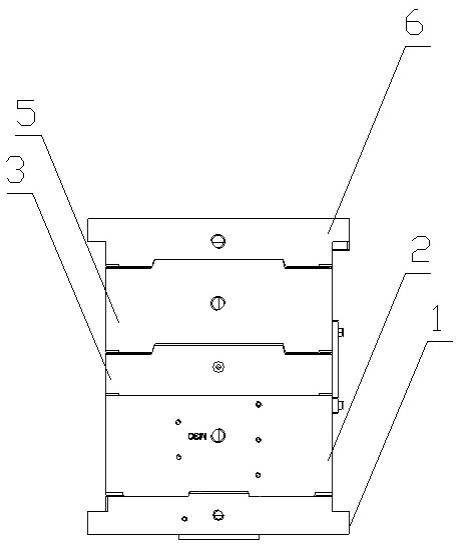
18.图1为第一实施例的主视图的具体结构示意图;
19.图2为第一实施例的立体图的具体结构示意图;
20.图3为第一实施例的底面的具体结构示意图;
21.图4为第一实施例的推板的c-c剖面图;
22.图中标记说明:1、第一底板;2、型腔;3、推板;4、第一抽气管;5、固定板;6、第二底板;7、第一抽气通道;8、第一导气管;9、第一抽气口;10、底面;11、第二抽气管;12、第二抽气通道;13、第二导气管;14、第二抽气口;15、第一侧面;16、第二侧面。
具体实施方式
23.为了更好地了解本实用新型的目的、结构及功能,下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
24.一种可抽真空的模具,包括内部设有对气体导流的第一抽气通道7,第一抽气通道7连接抽真空装置,第一抽气通道7的第一抽气口9设置在推板3的底面10。其中最优选的是模具的推板3内部设有对气体导流的第一抽气通道7,第一抽气通道7连接抽真空装置,第一抽气通道7的第一抽气口9设置在推板3的底面10。
25.在使用时,打开抽真空装置,模具内的气体在抽真空装置的作用下从第一抽气口9进入第一抽气通道7后排出,使产品在真空下注塑成型。
26.如图1~4所示,本实用新型提出的第一实施例。一种可抽真空的模具,包括前模、推板和后模三个部分,前模包括第一底板1、第一底板1连接前模型腔2,前模型腔2连接推板3的底面10;后模包括第二底板6,第二底板6连接后模固定板5,后模固定板5连接推板3的顶面17。其中所述推板3内设有第一抽气通道7;第一抽气通道7连通第一侧面15和底面10,便于抽真空设备外置;所述第一抽气通道7内设有第一抽气管4,第一抽气管4的一端设置在具有抽真空作用的抽真空设备上(图中未展示);第一抽气管4的另一端连接中空两通的第一导气管8的一头通口,第一导气管8的另一头通口连接第一抽气通道7的第一抽气口9,第一抽气口9设置在底面10上,便于对产品抽真空。所述第一导气管8的形状可以是任意形状,最优选的是如图4所示的“l”形,便于节约气体流动的路径,更快的抽气。
27.为了模具更容易注塑,推板3内还设有第二抽气通道12,第二抽气通道12接通第二侧面16和底面10。第二侧面16与第一侧面15相互平行,便于无阻碍连接抽真空装置;第二抽气通道12与第一抽气通道7处于同一轴线上,便于两抽气通道的制造一次成型。第二抽气通道12内设有第二抽气管11,第二抽气管11一端设置在抽真空设备上;第二抽气通道12的另一端连接中空两通的第二导气管13的一头通口,第二导气管13的另一头通口连接第二抽气通道12的第二抽气口14,第二抽气口14设置在底面10上,所述第二抽气口14和所述第一抽气口9处于同一轴线上,便于两抽气口的制造一次成型。所述的第一导气管8和第二导气管13的形状相同,便于一次性获取。
28.上述抽真空装置,可以是任意抽真空的装置,最优选的是能单独控制每一抽气管
进行抽气的抽真空装置,便于当遇到模具偏向,导致一边容易注塑,一边不容易注塑时,可以单独控制把容易注塑一边关闭,只通不容易注塑那边的抽气管进行抽真空。
29.在使用时,打开抽真空装置,抽真空装置使模具内的气体分别从第一抽气口9和第二抽气口14进入,进入后的气体在第一导气管8和第二导气管13的作用下分别进入第一抽气管4和第二抽气管11,进而完成模具型腔内抽真空;在抽真空的同时对型腔内进行注塑,产品在抽真空的环境下进行成型。
30.本实用新型的第二实施例,一种可抽真空的模具,包括动模,动模内部设有对气体导流的第一抽气通道7,第一抽气通道7连接抽真空装置,第一抽气通道7的第一抽气口9设置在推板3的底面10。
31.综上所述,本实用新型的一种可抽真空的模具有以下效果:使薄壁注射更容易,提高注塑机及模具使用寿命,从而提高使用周期,降低成本。
32.可以理解,本实用新型是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本实用新型的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本实用新型的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本实用新型的精神和范围。因此,本实用新型不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1