一种控制器外壳用生产模具的制作方法
1.本实用新型涉及生产模具技术领域,具体为一种控制器外壳用生产模具。
背景技术:
2.现有技术中部分车型的前部的汽车中控台多是使用塑料材质制作的,因其形状不规则,且各个车型的中控台的结构也是不用的,因此在生产过程中主要是使用模具注塑的方式进行生产的。
3.在部分车型中的中控台的中间处用于放置触摸显示屏的控制器外壳,其中间处会有向上的三角形凸起并设置有开口,这样的结构在传统动模和定模的注塑的过程中,成型后脱模的过程会比较困难,易对控制器外壳造成损坏。
技术实现要素:
4.本实用新型的目的在于提供一种控制器外壳用生产模具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种控制器外壳用生产模具,主要生产一种控制器外壳,所述控制器外壳包括前侧倾斜设置的触屏安装面板并在中间处设置矩形开口,所述触屏安装面板的顶端向后侧水平延伸再竖直向下弯折同时在左右两侧共同设置有竖直的护板,所述护板在所述触屏安装面板的竖直高度中间处的左右两侧均连接有水平安装面板,两水平安装面板的前侧设置有与所述触屏安装面板在同一平面内的两按键安装面板并设置规格不同的按键开口,所述护板和所述水平安装面板的后侧共同设置有下凹的弧形面板同时弧形面板的底部水平向后侧延伸,两水平安装面板和两按键安装面板的外侧共同设置安装条并设置多个安装卡槽,两水平安装面板的底面上分别设置有数量不同的空心固定柱;包括均为矩形设置的注塑定模和注塑动模,所述注塑定模后侧面通过螺栓固定安装在注塑机固定注塑部上,所述注塑定模内设置有前后侧贯通设置的注塑通道且其后端与注塑机连接;所述注塑动模大于所述注塑定模的尺寸,且在后侧面使用螺栓与注塑机的活动成型部连接并同步运动;所述注塑定模和注塑动模的侧面还设置有斜面定模,所述斜面定模套设在斜面定模安装板上,斜面定模安装板的后侧面通过螺栓固定在注塑机的固定注塑部上。
6.优选的,所述斜面定模安装板的形状为从后侧向前侧逐渐向外侧弯曲设置。
7.进一步的,所述注塑定模的左右两侧均设置有相对设置的l型的导向块,所述导向块的内侧面从前之后向内侧倾斜设置;所述注塑动模的左右两侧均设置有外侧面从后向前向内侧倾斜的侧边模具,所述侧边模具靠近所述注塑动模的侧面设置有与所述安装条的吻合的注塑成型面,所述侧边模具跟随所述注塑动模同步运动。
8.进一步的,所述注塑动模上贯穿设置有多个定位螺栓,用于定位所述空心固定柱,并且在注塑时用于保证所述空心固定柱的空心。
9.优选的,所述注塑定模、导向块、斜面定模、斜面定模安装板的外侧共同设置有定
模固定模块,所述定模固定模块的后侧面用于与注塑机的固定注塑部连接。
10.优选的,所述注塑动模、侧边模具和定位螺栓的外侧共同固定设置有动模固定块,所述动模固定块的后侧面用于与注塑机的活动注塑部连接。
11.进一步的,所述注塑定模、注塑动模、侧边模具、斜面定模分别内置有调温流道,且所述调温流道在相应的定模固定模块和动模固定块的外侧面分别设置有调温介质进口和出口。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型结构简单,注塑定模、注塑动模、斜面定模的协同使用可以使得控制器外壳在注塑成型后,脱模更加方便快捷;调温流道的使用,可以在注塑时通入高温水,辅助注塑的快速进行,完成注塑后在成型阶段再通入循环冷却水,以加快成型的效率,缩短成型时间,从而大大的加快了生产效率。
附图说明
14.图1为控制器外壳示意图;
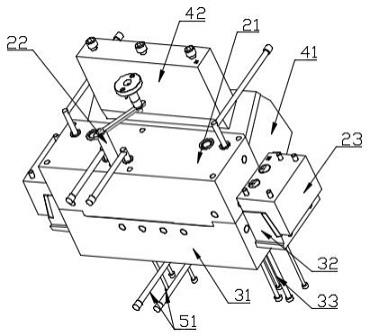
15.图2为本实用新型示意图;
16.图3为图2主视图;
17.图4为图3a-a示意图;
18.图5为安装有定模固定模块和动模固定块示意图;
19.图中:触屏安装面板-11,矩形开口-12,护板-13,水平安装面板-14,按键安装面板-15,弧形面-16,安装条-17,空心固定柱-18,注塑定模-21,注塑通道-22,导向块-23,定模固定模块-24,注塑动模-31,侧边模具-32,定位螺栓-33,动模固定块-34,斜面定模-41,斜面定模安装板-42,调温流道-51。
具体实施方式
20.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述。
21.请参考图1-5,图1为控制器外壳示意图;图2为本实用新型示意图;图3为图2主视图;图4为图3a-a示意图;图5为安装有定模固定模块和动模固定块示意图。
22.一种控制器外壳主要用于汽车中控台上安装触摸显示屏及其控制按键使用,包括前侧倾斜设置的触屏安装面板11,所述触屏安装面板11的中间处设置有矩形开口12用于安装触摸显示屏,为了保证安装触摸屏具有足够的空间,在所述触屏安装面板11的顶端向后侧水平延伸后再竖直向下弯折同时在左右两侧共同设置有竖直的护板13,所述护板13在所述触屏安装面板11的竖直高度中间处的左右两侧均连接有水平安装面板14,两所述水平安装面板14的前侧设置有与所述触屏安装面板11在同一平面内的两按键安装面板15,两所述按键安装面板15上设置有规格不同的按键开口用于安装控制按键使用,所述护板13和所述水平安装面板14的后侧共同设置有下凹的弧形面板16,所述弧形面板16的底部水平向后侧延伸,所述水平安装面板14和按键安装面板15的左右两侧共同设置有安装条17,所述安装条17设置有多个安装卡槽用于固定安装使用;两水平安装面板14的底面上分别设置有数量不同的空心固定柱18,用于在使用时通过螺钉固定相应的元件使用。
23.本实用新型提供一种控制器外壳用生产模具,包括注塑定模21和注塑动模31,所述注塑定模21为矩形设置,且其后侧面通过螺栓固定安装在注塑机的固定注塑部上,所述注塑定模21内设置有前后侧贯通设置的注塑通道22,所述注塑通道22在所述注塑定模21的后侧面通过管道与注塑机连接,用于将注塑的介质通过注塑通道22输送至所述注塑定模21前侧面的注塑面上;所述注塑动模31同样为矩形设置且大于所述注塑定模21的尺寸,其前侧面与所述注塑定模21的前侧面接触作为注塑面使用,所述注塑动模31的后侧面使用螺栓与注塑机的活动成型部固定连接并同步运动;所述注塑定模21和注塑动模31的侧面还设置有斜面定模41用于触屏安装面板11的注塑成型使用,所述斜面定模41套设在斜面定模安装板42上,所述斜面定模安装板42的后侧面通过螺栓固定在注塑机的固定注塑部上。
24.所述斜面定模安装板42的形状为从后侧向前侧逐渐向外侧弯曲设置,从而避免了对所述斜面定模41内侧的注塑面的影响。
25.此外所述注塑定模21的左右两侧均设置有相对设置的l型的导向块23,所述导向块23的内侧面从前之后向内侧倾斜设置;所述注塑动模31的左右两侧均设置有外侧面从后向前向内侧倾斜的侧边模具32,所述侧边模具32靠近所述注塑动模31的侧面设置有与所述安装条17的吻合的注塑成型面,所述侧边模具32跟随所述注塑动模31同步运动,在靠近所述注塑定模21时所述侧边模具32会在外侧斜面的作用下逐渐的向所述注塑定模31夹紧,在所述注塑动模31与所述注塑定模21脱离时,两侧边模具32会逐渐的向两侧移动,以便于与已经注塑完成的控制器外壳快速脱离。
26.所述注塑动模31上还贯穿设置有多个定位螺栓33,用于定位所述空心固定柱18,并且在注塑时用于保证所述空心固定柱18的空心使用。
27.所述注塑定模21、导向块23、斜面定模41、斜面定模安装板42的外侧共同设置有定模固定模块24,以方便前述个部件的固定安装,同时所述定模固定模块24的后侧面用于与注塑机的固定注塑部连接,安装方便。
28.所述注塑动模31、侧边模具32和定位螺栓33的外侧共同固定设置有动模固定块34,以便前述各个部件的固定安装,同时所述动模固定块34的后侧面用于与注塑机的活动注塑部连接,安装方便。
29.此外,所述注塑定模21、注塑动模31、侧边模具32、斜面定模41分别内置有调温流道51,且所述调温流道51在相应的定模固定模块24和动模固定块34的外侧面分别设置有调温介质进口和出口,用于在不同的注塑成型阶段向调温流道51的内侧通入温度不同的循环水使用,以便于加快注塑成型的效率,以此提升生产效率。
30.本实用新型结构简单,注塑定模、注塑动模、斜面定模的协同使用可以使得控制器外壳在注塑成型后,脱模更加方便快捷;调温流道的使用,可以在注塑时通入高温水,辅助注塑的快速进行,完成注塑后在成型阶段再通入循环冷却水,以加快成型的效率,缩短成型时间,从而大大的加快了生产效率。
31.尽管已经展示出和描述了本实用新型的实施例,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下,在没有做出创造性劳动前提下,对这些实施例进行多种变化、修改、替换和变型所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1