一种电动刀手柄包铝工装的制作方法
1.本实用新型属于工装夹具技术领域,具体涉及一种电动刀手柄包铝工装。
背景技术:
2.电动工具类的产品大多以塑料制作成外壳,作为主体结构,另外在包覆一层颜色鲜艳的tpe软胶增加摩擦力达到较佳地手感,与视觉效果。在慢慢工业化产品的变迁中,现在都逐渐摸索开始在塑料外壳上包覆铝片或者金属铸件来提高产品的档次,金属件的运用会增加产品色泽反光效果。比如运用在汽车把手上的镀络件,汽车侧板上的镀络标志,汽车的品牌logo等等,都是为了增强视觉效果或者提升产品的档次而设计运用的,目前电动刀手柄往往采用包软胶或塑料的方式,尚未有包铝的工装被报道。
技术实现要素:
3.本实用新型的目的在于提供一种电动刀手柄包铝工装,从而快速、高效地将电动刀手柄塑料件上装饰铝片。
4.实现本实用新型目的的技术解决方案为:一种电动刀手柄包铝工装,包括铝片折脚工装和弯钩包覆工装,二者相互独立且采用相同的工装主体框架;
5.所述工装主体框架包括上模板、导柱、顶板、气缸、下模板,导柱安装在上模板与下模板之间,气缸安装在上模板中间,上模板中间开设一过孔,用于气缸的轴端连接安装顶板,气缸的传动带动顶板上下运动;所述顶板的上下运行通过两根导柱固定,所述导柱固定在上模板上面用于顶板运动的导向;
6.所述铝片折脚工装包括设置于工装主体框架的短程气缸、压头、滑块冲头、折脚底座;所述压头固定于顶板,顶板在气缸的作用力下向下运动过程中,压头随着顶板一起向下运动,达到限位后压头顶住套于电动刀手柄的铝片,固定电动刀手柄;所述折脚底座上安装三个短程气缸与滑块冲头,用于折弯铝片的折脚形成90度弯曲;
7.所述弯钩包覆工装包括设置于工装主体框架的压板、包覆底座、冲头、弹簧;所述压板通过限位块固定于顶板,顶板与压板之间安装四个定位销起导向作用,四个定位销上设有压缩弹簧,用于在折脚弯钩包覆过程中减震;顶板与压板之间安装冲头,冲头一端穿过压板,另一端则顶在顶板上;包覆底座与下模板配合滑动,形成一个抽屉形式的推拉结构,用于置放铝片折脚工装处理后的铝片折脚形成90度弯曲的电动刀手柄;顶板推动压板向下运动,冲头用于将铝片的折脚折成弯钩状态包覆在电动刀手柄的外壳上。
8.进一步地,所述折脚底座用加工中心铣成手柄的外形形状固定电动刀手柄,且折脚底座采用尼龙材质制作而成。
9.进一步地,所述滑块冲头采用合金钢材料制作,用于反复冲裁折弯铝片的折脚;滑块冲头用滑块压条固定导向且在水平方向上滑动。
10.进一步地,所述短程气缸固定在折脚底座上,短程气缸的头部与滑块冲头螺纹连接,短程气缸运行过程中带动滑块冲头水平方向运动,从而冲压铝片的折脚弯曲成90度直
角。
11.进一步地,所述折脚底座与下模板配合滑动,形成一个抽屉形式的推拉结构,用于置放套有铝片的电动刀手柄。
12.进一步地,所述冲头采用合金钢制作,用于反复冲裁折弯包覆铝片的折脚。
13.进一步地,所述包覆底座用加工中心铣成手柄的外形形状固定手柄,且包覆底座用尼龙材质制作而成。
14.进一步地,所述导柱通过螺钉安装在上模板与下模板之间,气缸用螺钉安装在上模板中间。
15.进一步地,所述导柱通过螺钉固定在上模板上面。
16.进一步地,所述压头通过螺钉固定于顶板。
17.本实用新型与现有技术相比,其显著优点为:(1)能够快速、高效地将电动刀手柄塑料件上装饰铝片,提升产品档次,丰富产品的外观金属色泽,优化触摸手感;(2)工装结构简易可靠,能够辅助流水作业,实现半自动化生产,提高了加工效率。
附图说明
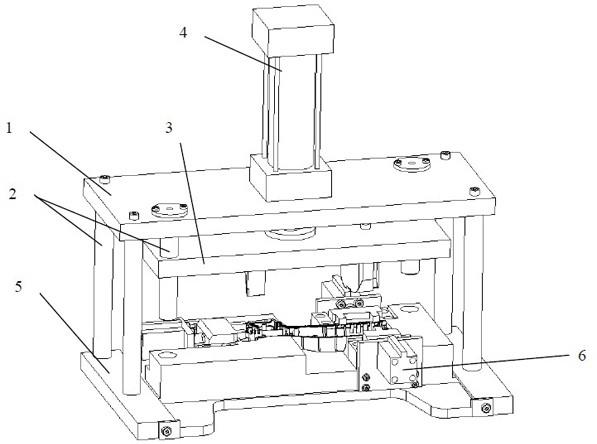
18.图1为本实用新型中铝片折脚工装的总装图。
19.图2为本实用新型中铝片折脚工装的正视图。
20.图3为本实用新型中铝片折脚工装的折脚底座拉出图。
21.图4为本实用新型中铝片折脚工装的折脚底座推入图。
22.图5为本实用新型中铝片折脚工装的滑块冲头冲压折脚图。
23.图6为本实用新型中电动刀手柄与铝片爆炸图。
24.图7为本实用新型中电动刀手柄与铝片组装图。
25.图8为本实用新型中铝片折脚工装上折弯后示意图。
26.图9为本实用新型中弯钩包覆工装上折弯后示意图。
27.图10为本实用新型中弯钩包覆工装的总装图。
28.图11为本实用新型中弯钩包覆工装的正视图。
29.图12为本实用新型中弯钩包覆工装的折脚底座拉出图。
30.图13为本实用新型中弯钩包覆工装的折脚底座推入图。
31.图14为本实用新型中铝片与电动刀手柄包覆过程示意图。
32.附图标记:1.上模板;2.导柱;3.顶板;4.气缸;5.下模板;6.短程气缸;7.压头;8.滑块冲头;9.折脚底座;10.铝片;11.电动刀手柄;12.压板;13.包覆底座;14.冲头;15.弹簧。
具体实施方式
33.容易理解,依据本实用新型的技术方案,在不变更本发明的实质精神的情况下,本领域的一般技术人员可以想象出本发明的多种实施方式。因此,以下具体实施方式和附图仅是对本发明的技术方案的示例性说明,而不应当视为本发明的全部或者视为对本发明技术方案的限制或限定。
34.结合图1~图14,本实用新型一种电动刀手柄包铝工装,包括铝片折脚工装和弯钩
包覆工装,二者相互独立且采用相同的工装主体框架;
35.所述工装主体框架包括上模板1、导柱2、顶板3、气缸4、下模板5,导柱2安装在上模板1与下模板5之间,气缸4安装在上模板1中间,上模板1中间开设一过孔,用于气缸4的轴端连接安装顶板3,气缸4的传动带动顶板3上下运动;所述顶板3的上下运行通过两根导柱2固定,所述导柱2固定在上模板1上面用于顶板3运动的导向;
36.所述铝片折脚工装包括设置于工装主体框架的短程气缸6、压头7、滑块冲头8、折脚底座9;所述压头7固定于顶板3,顶板3在气缸4的作用力下向下运动过程中,压头7随着顶板3一起向下运动,达到限位后压头7顶住套于电动刀手柄11的铝片10,固定电动刀手柄11;所述折脚底座9上安装三个短程气缸6与滑块冲头8,用于折弯铝片10的折脚形成90度弯曲;
37.所述弯钩包覆工装包括设置于工装主体框架的压板12、包覆底座13、冲头14、弹簧15;所述压板12通过限位块固定于顶板3,顶板3与压板12之间安装四个定位销起导向作用,四个定位销上设有压缩弹簧15,用于在折脚弯钩包覆过程中减震;顶板3与压板12之间安装冲头14,冲头14一端穿过压板12,另一端则顶在顶板3上;包覆底座13与下模板5配合滑动,形成一个抽屉形式的推拉结构,用于置放铝片折脚工装处理后的铝片10折脚形成90度弯曲的电动刀手柄11;顶板3推动压板12向下运动,冲头14用于将铝片10的折脚折成弯钩状态包覆在电动刀手柄11的外壳上。
38.作为一种具体实施方式,所述折脚底座9用加工中心铣成手柄的外形形状固定电动刀手柄11,且折脚底座9采用尼龙材质制作而成。
39.作为一种具体实施方式,所述滑块冲头8采用合金钢材料制作,用于反复冲裁折弯铝片10的折脚;滑块冲头8用滑块压条固定导向且在水平方向上滑动。
40.作为一种具体实施方式,所述短程气缸6固定在折脚底座9上,短程气缸6的头部与滑块冲头8螺纹连接,短程气缸6运行过程中带动滑块冲头8水平方向运动,从而冲压铝片10的折脚弯曲成90度直角。
41.作为一种具体实施方式,所述折脚底座9与下模板5配合滑动,形成一个抽屉形式的推拉结构,用于置放套有铝片10的电动刀手柄11。
42.作为一种具体实施方式,所述冲头14采用合金钢制作,用于反复冲裁折弯包覆铝片10的折脚。
43.作为一种具体实施方式,所述包覆底座13用加工中心铣成手柄的外形形状固定手柄,且包覆底座13用尼龙材质制作而成。
44.作为一种具体实施方式,所述导柱2通过螺钉安装在上模板1与下模板5之间,气缸4用螺钉安装在上模板1中间。
45.作为一种具体实施方式,所述导柱2通过螺钉固定在上模板1上面。
46.作为一种具体实施方式,所述压头7通过螺钉固定于顶板3。
47.本实用新型电动刀手柄包铝工装分两个工序进行实现流水半自动化生产,第一步将冲压成型的铝片人工装入电动刀手柄,与手柄上设计的铝片安装位置贴合。第二步将装入电动刀手柄的铝片与手柄一起放入包铝工装,然后气阀启动工装,气缸带动冲头将铝片的折脚弯曲包覆于手柄的定位槽中,铝片紧密的与手柄贴合不会掉落,不会压伤铝片。
48.下面结合附图及具体实施例对本发明做进一步详细说明。
实施例
49.本实用新型电动刀手柄包铝工装分两工序进行,第一套铝片折脚工装,将铝片的折脚成90度,第二套弯钩包覆工装,将铝片的折脚折成弯钩包覆于手柄的表面。铝片折脚工装和弯钩包覆工装,二者相互独立且采用相同的工装主体框架。
50.结合图1~图5,所述铝片折脚工装包括:模架、导柱、顶板、气缸、压头、折脚底座、短程气缸、滑块冲头等主要结构构成。
51.所述铝片折脚工装的模架由上模板1、导柱2与下模板构成工装主体框架,进一步,导柱通过螺钉安装在上模板1与下模板2之间。
52.所述气缸4用螺钉安装在上模板1中间,上模板1中间开设一过孔,用于气缸4的轴端连接安装顶板3,气缸4的传动带动顶板3上下运动。进一步,所述顶板3的上下运行通过两根导柱4固定,所述导柱4通过螺钉固定在上模板1上面用于顶板3运动的导向。
53.所述压头7通过螺钉固定于顶板3。进一步,顶板3在气缸4的作用力下向下运动过程中,压头7随着顶板3一起向下运动,达到限位后压头7顶住安装好铝片10的电动刀手柄11,起到固定电动刀手柄11的作用。
54.进一步,所述折脚底座9用加工中心铣成手柄的外形形状固定手柄,较佳地,为了折脚弯钩过程中不划伤铝片10,折脚底座9用尼龙材质制作而成。
55.所述折脚底座9上安装了三个短程气缸6与滑块冲头8,用于折弯铝片10的折脚形成90度弯曲。进一步,滑块冲头8用高硬度合金钢材料制作,可以反复冲裁折弯铝片10的折脚。较佳地,滑块冲头8用滑块压条固定导向,滑块冲头8可以在水平方向上滑动。进一步,短程气缸6固定在折脚底座9上,短程气缸6的头部与滑块冲头8螺纹连接,短程气缸6运行过程中带动滑块冲头8水平方向运动,从而冲压铝片10的折脚弯曲成90度直角。进一步,在冲压折脚折弯过程中,顶部的气缸4带动压头7压紧电动刀手柄11,保证冲压折脚过程中的稳定性,不会被折脚的气动工装带偏手柄而划伤铝片10。
56.所述折脚底座9与下模板5配合滑动,形成一个抽屉形式的推拉结构。拉出折脚底座9,放入手工组装好的包铝电动刀手柄10,推入折脚底座9到下模板5限位处,然后启动气阀,铝片折脚工装的气缸4开始运动,向下推动顶板3运动,在顶板3作用下压头7压住电动刀手柄11,然后滑块冲头8在短程气缸6的作用下直接折弯铝片10的折脚折成90
°
勾住电动刀手柄塑料开槽。
57.结合图10~图13,所述弯钩包覆工装包括:模架、顶板、压板、包覆底座、导柱、气缸等主要结构;
58.所述弯钩包覆工装的模架由上模板1、导柱2、与下模板5构成工装主体框架;进一步,导柱2通过螺钉安装在上模板1与下模板5之间,组成安装其余结构的主体框架。
59.所述气缸4用螺钉安装在上模板1中间,上模板1中间开设一过孔,用于气缸4的轴端连接安装顶板3,气缸4的传动带动顶板3上下运动。进一步,所述顶板3的上下运行通过两根导柱2固定,所述导柱2通过螺钉固定在上模板1上面用于顶板3运动的导向。所述压板12通过限位块固定于顶板3。顶板3与压板12之间安装有四个定位销用于导向作用,四个定位销上具有一压缩弹簧15,用于在折脚弯钩包覆过程中减震作用。进一步,在顶板3与压板12之间安装有冲头14,冲头14一端穿过压板12,另一端则顶在顶板3上。冲头14作为折脚弯钩包覆的主要工具,用高硬度合金钢制作,可以反复冲裁折弯包覆铝片的折脚。
60.所述包覆底座13用加工中心铣成手柄的外形形状固定手柄,较佳地,为了折脚弯钩过程中不划伤铝片10,包覆底座13用尼龙材质制作而成。所述包覆底座13与下模板5配合滑动,形成一个抽屉形式的推拉结构。拉出包覆底座13,放入手工组装好的包铝电动刀手柄11,推入包覆底座13到下模板5限位处,然后启动气阀,弯钩包覆工装的气缸开始运动,向下推动顶板3运动,在顶板3作用下推动压板12向下运动,冲头14直接折弯铝片10的折脚折成弯钩状态紧紧包覆在电动刀手柄11的外壳上。
61.本实用新型电动刀手柄包铝工装可以辅助流水作业,实现半自动化生产,提高效率。提高工装作业带来的一致性与合格率。其工序可以分为三个过程。第一,注塑好的电动刀塑料手柄与冲压行程的铝片手工组装贴合;第二,手柄组装的电动刀手柄一起放入铝片折脚工装后折弯铝片的折脚成90
°
;第三,放入弯钩包覆工装将铝片折脚再折90
°
,形成弯钩装包覆在塑料电动刀手柄外壳上。可以快速将铝片与电动刀手柄包覆贴合,起到装饰,美观,金属质感的修饰。
62.结合图6~图9以及图14,所述电动刀手柄包铝工装的工作过程为首先在人工作业下将电动刀手柄与铝片装配在一起,然后将组装好的半成品手柄一起放入铝片折脚工装上拉出的折脚底座上,推入折脚底座的工装至限位处,启动气缸运行,首先上模板上的气缸会带动顶板向下运动,固定在顶板上的压头压住电动刀手柄在折脚底座上不偏移,之后滑块冲头在三个短程气缸作用力下于水平方向上迅速冲压铝片的三个折脚,将三个折脚从180
°
折弯成90
°
勾住电动刀手柄。取出电动刀手柄半成品放入弯钩包覆工装,将弯钩包覆工装的包覆底座推入工装限位处后启动气缸运行,气缸的传动带动顶板上下运动。进一步,在顶板与压板之间安装有冲头,冲头一端穿过压板,另一端则顶在顶板上,压板在向下运行中压住电动刀手柄,然后冲头在气缸作用力下冲裁已经折弯成90
ꢀ°
的铝片折脚继续折弯90
°
形成一个回钩,回钩直接卡在电动刀手柄的回钩槽中,使得整个铝片紧紧的包覆在电动刀手柄的卡槽中与手柄贴合完美,起到金属装饰作用,提升产品的档次,工装作业包装工艺一致性与产品合格率。电动刀手柄包铝工装辅助流水作业,能够实现半自动化生产,提高效率,提升品控合格率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1