一种多层抽真空装置的制作方法
1.本实用新型属于复材成型技术领域,涉及一种多层抽真空装置。
背景技术:
2.复材即复合材料,具有质量轻、高比强度、高比模量等特点,主要用于航空航天、医学、机械、建筑领域。真空袋压法/热压罐法预浸料层压复合材料成型时涉及固化成型工序,该工序的目的是通过加温加压使预浸料树脂体系发生不可逆的化学交联反应,保证零件顺利固化成型。
3.固化容器可以是加温固化炉或热压罐,固化容器尺寸不一,形状各异。当一个容器中预放置多个待抽真空复材毛坯件时,多采用依次水平放置在容器底部或放置在多层承物板上,但经常出现因毛坯件尺寸差距大导致无法正常放置,且容器一次性最大承载量受容器抽真空腔内壁上设置的抽真空口数量限制,造成容器使用效率低下,如何提高固化成型环节的效率,对控制零件制造成本至关重要。
技术实现要素:
4.本实用新型为了克服现有技术中的不足,提供了一种用于复材固化成型的多层抽真空装置。
5.一种多层抽真空装置,所述装置用于在固化容器内对多个待抽真空复材毛坯件进行抽真空;所述装置包括:n根护杆、n根真空管路、m个圆环、m个承物板、n*m个l型角钢和n*p个抽真空接头;
6.所述n根护杆的每一根护杆上等间隔焊接m个l型角钢;
7.同一高度的n个l型角钢上焊接一个圆环;
8.所述m个承物板自然放置在m个圆环上;
9.每根护杆上固定一根真空管路;每根真空管路上等间隔设置p个抽真空接头。
10.进一步,所述装置还包括:n个脚撑和n个万向轮;
11.每根护杆下端通过脚撑焊接一个万向轮,方便装置进出固化容器。
12.进一步,n≥3,m≥3,p≥2。保证装置的稳定性且尽可能提升容器一次性最大承载量。
13.进一步,所述真空管路通过u型夹固定在护杆上,固定方式简单。
14.进一步,圆环半径r与护杆高度d满足以下关系:2r<d/(p-1)。相邻两层承物板的垂直距离须大于承物板直径,使承物板可快速拆装。
15.进一步,承物板为镂空金属板。保证承物板强度的前提下尽量减轻重量,方便搬运。
16.进一步,真空管路为两端封闭结构,每根真空管路上的任意一个抽真空接头可通过胶管与固化容器抽真空腔内壁上的一个抽真空口连接,每根真空管路上剩余p-1个抽真空接头与待抽真空复材毛坯件通过胶管连接。
17.进一步,所述n个真空管路为一端封闭结构,另一端通过管路连接在一起并与抽真空设备连接。提供两种不同的真空管路连接方式。
18.本实用新型提出的一种用于复材固化成型的多层抽真空装置,与现有技术相比,具有承物板可快装快卸、抽真空接头数量多的特点,尤其适合数量多、体积小的待抽真空复材毛坯件。本实用新型能合理有效利用容器空间,可轻松进出各种容器,方便快捷,大幅提高容器一次性最大承载量。
附图说明:
19.以下将结合附图对本实用新型做进一步详细说明。
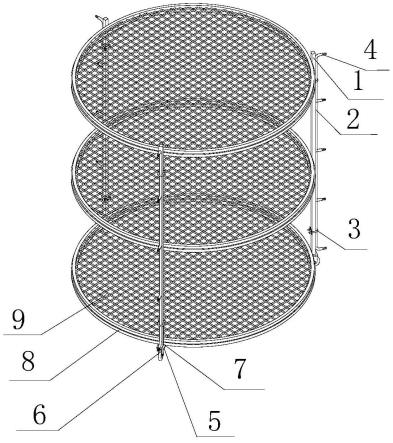
20.图1是本实用新型的整体结构示意图;
21.附图标记说明:1—护杆;2—真空管路;3—u型夹;4—抽真空接头;5—脚撑; 6—万向脚轮;7—l型角钢;8—圆环;9—承物板。
具体实施方式:
22.以下将结合附图对本实用新型做进一步详细说明。
23.一种多层抽真空装置,用于在固化容器内对多个待抽真空复材毛坯件进行抽真空;包括:n根护杆、n根真空管路、m个圆环、m个承物板、n*m个l 型角钢和n*p个抽真空接头、n个脚撑和n个万向轮;n≥3,m≥3,p≥2。
24.n根护杆的每一根护杆上等间隔焊接m个l型角钢;
25.同一高度的n个l型角钢上焊接一个圆环;
26.所述m个承物板自然放置在m个圆环上;承物板为镂空金属板。
27.每根护杆上通过u型夹固定一根真空管路;每根真空管路上等间隔设置p 个抽真空接头。真空管路为两端封闭结构,每根真空管路上的任意一个抽真空接头可通过胶管与固化容器抽真空腔内壁上的一个抽真空口连接,每根真空管路上剩余p-1个抽真空接头与待抽真空复材毛坯件通过胶管连接。
28.每根护杆下端通过脚撑焊接一个万向轮。
29.圆环半径r与护杆高度d满足以下关系:2r<d/(p-1)。
30.实施例一
31.一种多层抽真空装置,包括:3根竖直放置的护杆1,所述护杆1为实体方钢管,所述护杆1设置方式为三足鼎立,所述护杆1外侧设置与护杆1等高的真空管路2,用至少2个u型夹3连接,所述真空管路2为两端头封闭结构的镀锌钢圆管,所述真空管路2上均匀分布抽真空接头4。所述护杆的底端焊接钢质脚撑5,所述脚撑底端焊接耐高温万向脚轮6。所述每根护杆上根据具体高度等间隔焊接l型角钢7,形成至少3个平面。借助所述平面焊接圆环8,所述圆环是厚度2cm~3cm的钢材,所述圆环外圆切点是l型角钢r角处,所述圆环外圆直径大于承物板9直径1cm~2cm,所述圆环内圆直径小于承物板直径10cm~15cm,所述承物板自然放置在圆环上方,所述承物板是厚度为2 cm~3cm的网格状镂空马氏体不锈钢板。所述装置包括至少3个等半径的圆形承物板。
32.使用步骤详述:
33.1)将全部待固化成型毛坯件用真空袋封装,所述真空袋上设置有至少一个抽真空
接头4,形成待抽真空复材毛坯件;
34.2)根据毛坯件数量及大小调整装置的承物板数量,可快装快卸承物板9,高度方向自由度大,将待抽真空复材毛坯件分层放置在承物板9上;
35.3)将所述装置推入固化容器;
36.4)所述固化容器包括抽真空腔内壁上设置的若干个抽真空口,所述抽真空口上设置有多通阀,所述多通阀包括进口端和出口端,进口端连接抽真空口,出口端连接胶管;
37.5)所述胶管另一端与装置上的任意一个真空管路2上的抽真空接头4连接;
38.6)所述真空管路上未使用的抽真空接头4上各自独立连接一截胶管,另一端与真空袋上设置的抽真空接头4连接,实现全部待抽真空复材毛坯件一次性抽真空。
39.7)抽真空固化工序完成后,分离全部抽真空接头4和装置上的胶管,分离容器上的胶管与装置上的抽真空接头4。
40.本实用新型提出的一种用于复材固化成型的多层抽真空装置,与现有技术相比,具有承物板可快装快卸、抽真空接头数量多的特点,尤其适合数量多、体积小的毛坯件。本实用新型能合理有效利用容器空间,可轻松进出各种容器,方便快捷,大幅提高容器一次性最大承载量。
技术特征:
1.一种多层抽真空装置,其特征在于:所述装置用于在固化容器内对多个待抽真空复材毛坯件进行抽真空;所述装置包括:n根护杆、n根真空管路、m个圆环、m个承物板、n*m个l型角钢和n*p个抽真空接头;所述护杆高度为d,n根护杆的每一根护杆上等间隔焊接m个l型角钢;同一高度的n个l型角钢上焊接一个半径为r的圆环;所述m个承物板自然放置在m个圆环上;每根护杆上固定一根真空管路;每根真空管路上等间隔设置p个抽真空接头。2.根据权利要求1所述的一种多层抽真空装置,其特征在于:n≥3,m≥3,p≥2。3.根据权利要求2所述的一种多层抽真空装置,其特征在于:所述装置还包括:n个脚撑和n个万向轮;每根护杆下端通过脚撑焊接一个万向轮。4.根据权利要求1所述的一种多层抽真空装置,其特征在于:所述真空管路通过u型夹固定在护杆上。5.根据权利要求2所述的一种多层抽真空装置,其特征在于:圆环半径r与护杆高度d满足以下关系:2r<d/(p-1)。6.根据权利要求1所述的一种多层抽真空装置,其特征在于:所述装置还包括:承物板为镂空金属板。7.根据权利要求1所述的一种多层抽真空装置,其特征在于:所述n个真空管路为两端封闭结构,每根真空管路上的任意一个抽真空接头可通过胶管与固化容器抽真空腔内壁上的一个抽真空口连接,每根真空管路上剩余p-1个抽真空接头与待抽真空复材毛坯件通过胶管连接。8.根据权利要求1所述的一种多层抽真空装置,其特征在于:所述n个真空管路为一端封闭结构,另一端通过管路连接在一起并与抽真空设备连接。
技术总结
本实用新型属于复材成型技术领域,公开了一种多层抽真空装置,用于真空袋压法/热压罐法预浸料层压复合材料固化成型;所述装置包括N根竖直放置的护杆,每根护杆上均匀焊接M个L型角钢,同一高度的N个L型角钢上焊接一个圆环,M个承物板自然放置在M个圆环上;每根护杆上固定一根与护杆等高的真空管路;每根真空管路上等间隔设置P个抽真空接头。护杆底面焊接有脚撑,脚撑的底面焊接有万向脚轮。实际使用时,固化容器内壁上有若干抽真空口,每个抽真空口设置有多通阀,多通阀包括进口端和出口端,进口端连接抽真空口,出口端连接胶管。胶管另一端与装置的任意抽真空接头连接,实现全部待固化成型的毛坯件一次性抽真空。待固化成型的毛坯件一次性抽真空。待固化成型的毛坯件一次性抽真空。
技术研发人员:韦丽 张强 巨鹏 陈东亮 安炯宇
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:2022.03.25
技术公布日:2022/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1