一种有序造孔成型模具的制作方法
1.本实用新型属于医疗器械技术领域,尤其涉及一种有序造孔成型模具。
背景技术:
2.人体皮肤是由表皮层和真皮层构成,皮肤具有保护、感觉、分泌、排泄、调节体温等功能。当组织损伤造成皮肤缺失时,皮肤作为一种再生能力很强的组织,也会由于治疗得到逐渐的恢复,不过大面积的烧伤或是创伤,皮肤就不能靠自己修复,需要人工皮肤作为治疗过程中的一种暂时性的创面保护覆盖材料来帮助。在构建人工皮肤的表皮时,需要使其具有护、透气和防止细菌侵袭等作用,而现有模具通过模板法成型得到的人工皮肤包括的表皮层往往透气性较差、促进创面愈合效果有待进一步提高。而如果有一种新型的成型模具,此成型模具能够保证成型得到的表皮层具有有序多孔结构,且表皮层的一面相对粗糙,便于表皮层与真皮层之间的复合,则经该成型模具得到的表皮层必然能够在保持创面干净阻菌,防止水分和液体从创面溢出的同时,赋予膜更好的透气的功能和促进创面更好的愈合的功能,从而更有效地预防治疗过程的感染并发症,进一步减轻患者在治疗过程中的痛苦。
3.因此,针对以上需求,非常有必要提供一种有序造孔成型模具。
技术实现要素:
4.为了解决现有技术中存在的技术问题,本实用新型提供了一种有序造孔成型模具。
5.本实用新型提供了一种有序造孔成型模具,包括模具主体,所述模具主体的底部具有多个微孔,每个所述微孔内插设有铜丝,所述铜丝的底部插设有无纺布网。
6.优选地,所述无纺布网平铺在所述模具主体的底部。
7.优选地,多个所述微孔在所述模具主体的底部呈阵列分布。
8.优选地,所述微孔的孔径为60-110μm。
9.优选地,所述铜丝的直径为50-100μm,长度为4~8cm。
10.优选地,所述铜丝的长度为5cm。
11.优选地,所述无纺布网为140~300目的无纺布网。
12.优选地,所述铜丝的直径与所述无纺布网的网孔孔径相匹配。
13.本实用新型至少具有如下有益效果:
14.(1)本实用新型提供了一种有序造孔成型模具,通过该特制模具进行造孔,可以使得到的成型产品(表皮层)具有微孔结构,所述微孔结构由多个微孔均匀分布形成,且能保证成型产品(表皮层)的一面粗糙(相对粗糙),另一面光滑(相对光滑),成型产品(表皮层)粗糙的一面具有网状结构。
15.(2)本实用新型中的有序造孔成型模具可以通过改变铜丝的直径来获得不同孔径的产品,可以通过改变无纺布的目数,获得不同粗糙度的产品,可以通过改变模具底部不同序列,可以获得不同排序的铜丝序列,从而改变产品孔洞的不同排列,保证获得一种具有有
序的,可控的多孔结构,且另一端粗糙度可控的成型产品(表皮层)。
16.(3)本实用新型中的有序造孔成型模具能够保证成型得到的表皮层具有有序多孔结构,且表皮层的一面相对粗糙,便于表皮层与真皮层之间的复合,能够保证成型得到的表皮层在保持创面干净阻菌,防止水分和液体从创面溢出的同时,赋予膜更好的透气的功能和促进创面更好的愈合的功能,从而更有效地预防治疗过程的感染并发症,进一步减轻患者在治疗过程中的痛苦。
17.(4)本实用新型中的有序造孔成型模具具有操作过程简便、模具成本低,微孔有序、孔径大小可控,粗糙程度可控等优点。
附图说明
18.本实用新型附图仅仅为说明目的提供,图中各部分的比例、尺寸以及数量不一定与实际产品一致。
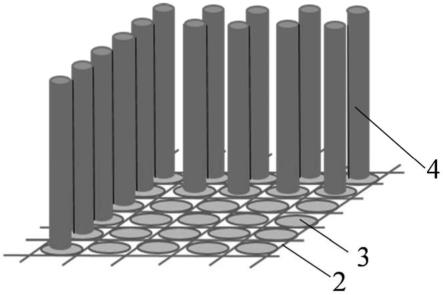
19.图1是本实用新型一些具体实施方式中的有序造孔成型模具的内部结构示意图。
20.图2是图1中的模具的底部放大示意图。
21.图中:1:模具主体;2:无纺布网;3:微孔;4:铜丝。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例,对本实用新型的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.本实用新型提供了一种有序造孔成型模具,图1是本实用新型中的有序造孔成型模具的内部结构示意图;图2是图1中的模具的底部放大示意图;图1所示,所述有序造孔成型模具的底端平铺一层无纺布网,上插数根细铜丝,图2中未示意出插设的全部铜丝;具体地,本实用新型提供的是一种用于人工皮肤表皮层成型的有序造孔成型模具,本实用新型中的有序造孔成型模具特别适用于人工皮肤表皮层的成型。
24.在本实用新型中,所述有序造孔成型模具,包括模具主体1,所述模具主体例如可以为聚四氟乙烯模具;所述模具主体1(模具主体内部) 的底部(底端)具有多个微孔3,在本实用新型中,多个所述微孔未贯穿所述模具主体的底部;所述微孔例如为激光打的微孔;每个所述微孔内插设有铜丝4,所述铜丝4的底部插设有无纺布网2。
25.在本实用新型中,所述无纺布网的设置,能够使制得的所述样品 (例如人工皮肤表皮层)的一端(一面)是具有网状结构的粗糙面,而所述样品的另一端(另一面)由于模具未设置有无纺布网则形成光滑面,在本实用新型中,所述光滑和所述粗糙都是相对而言的;在本实用新型中,利用该特制模具进行造孔,从而能够赋予膜(表皮层)透气的功能,并可以通过改变铜丝的直径来改变造孔直径,使所造孔径达到可控;本实用新型通过该特制模具进行造孔,能够使成型得到的表皮层一面光滑,一面粗糙,通过改变无纺布网的目数,从而可以改变所制产品的粗糙面的粗糙度。
26.根据一些优选的实施方式,所述无纺布网平铺在所述模具主体的底部。
27.根据一些优选的实施方式,多个所述微孔在所述模具主体的底部呈阵列分布。
28.根据一些优选的实施方式,所述微孔的孔径为60-110μm。
29.根据一些优选的实施方式,所述铜丝的直径为50-100μm,长度为 4~8cm。
30.根据一些优选的实施方式,所述铜丝的长度为5cm。
31.根据一些优选的实施方式,所述无纺布网为140~300目的无纺布网。
32.根据一些优选的实施方式,所述铜丝的直径与所述无纺布网的网孔孔径相匹配,如此一方面可以方便铜丝穿插,另一方面,无纺布网的网孔孔径尺寸如果大于铜丝的直径尺寸过多,在成型产品时,灌模液体就会透过无纺布,在无纺布及模具铜丝之间成型,对产品成型产生不利的影响。
33.根据一些具体的实施方式,所述模具主体的底部具有用激光打的多个微孔(微孔的孔径为60-110μm),多个所述微孔例如在所述模具主体的底部呈阵列分布,每个所述微孔内插设有直径为50-100μm,长度例如为5cm的铜丝且所述铜丝的底部插有无纺布网,所述无纺布网平铺在所述模具的底端(底部),优选的是,所述无纺布网为140~300目的无纺布网,更优选地,所述无纺布网的网孔的尺寸与铜丝的直径尺寸相匹配。
34.下文将通过举例的方式对本实用新型进行进一步的说明,但是本实用新型的保护范围不限于这些实施例。本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员可根据本实用新型作出各种相应的改变和变形,但这些相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
35.实施例1
36.一种有序造孔成型模具,包括模具主体,所述模具主体的底部具有多个微孔,每个微孔的孔径均为60μm,多个所述微孔在模具主体的底部呈阵列分布,每个所述微孔内插设有直径均为50μm,长度均为5cm 的铜丝且所述铜丝的底部插有无纺布网,所述无纺布网平铺在所述模具主体的底部,所述无纺布网为300目的无纺布网。
37.实施例2
38.一种有序造孔成型模具,包括模具主体,所述模具主体的底部具有多个微孔,每个微孔的孔径均为110μm,多个所述微孔在模具主体的底部呈阵列分布,每个所述微孔内插设有直径均为100μm,长度均为 5cm的铜丝且所述铜丝的底部插有无纺布网,所述无纺布网平铺在所述模具主体的底部,所述无纺布网为140目的无纺布网。
39.实施例3
40.一种有序造孔成型模具,包括模具主体,所述模具主体的底部具有多个微孔,每个微孔的孔径均为80μm,多个所述微孔在模具主体的底部呈阵列分布,每个所述微孔内插设有直径均为75μm,长度均为5cm 的铜丝且所述铜丝的底部插有无纺布网,所述无纺布网平铺在所述模具主体的底部,所述无纺布网为200目的无纺布网。
41.采用本实施例中的有序造孔成型模具成型人工皮肤的表皮层,进而获得一种载药型人工皮肤,具体包括如下步骤:
42.步骤s1制备载药型人工皮肤的表皮层,具体包括:
43.步骤s1-1:将一定质量的莫匹罗星溶解在纯化水中,配制成质量分数为1%的莫匹罗星溶液。
44.步骤s1-2:将丝素蛋白及i型胶原蛋白按质量比为1:2先后加入质量分数为5%的
醋酸溶液中,充分搅拌4h,得到丝素蛋白及胶原蛋白的混合溶液即丝素蛋白-胶原蛋白溶液,丝素蛋白-胶原蛋白溶液中含有丝素蛋白和胶原蛋白的总质量分数为4%。
45.步骤s1-3:将步骤s1-1配制的莫匹罗星溶液和s1-2制备的丝素蛋白-胶原蛋白溶液进行混合,搅拌3h,得到混合溶液。
46.步骤s1-4:将s1-3配制的混合溶液注入到本实施例中的有序造孔成型模具中,采用模板法,进行造孔。
47.步骤s1-5:将s1-4注好的模具常温下直接干燥15h。
48.步骤s1-6:脱模;为了便于干燥后脱模,在灌模前铜丝表面涂有甘油;脱模后得到厚度为1mm,且具有多个孔径为80μm的微孔的半透明薄膜,其中薄膜的一面是具有网状结构的粗糙面。
49.步骤s1-7:将制得的薄膜在强度为56mw/cm2的紫外光下照射48h,进行交联,制得表皮层。
50.步骤s2制备载药型人工皮肤的真皮层,具体包括:
51.s2-1:将一定质量的i型胶原蛋白和丝素蛋白按质量比为2:1加入六氟异丙醇中,制备成浓度为6%的第一纺丝液和浓度为8%的第二纺丝液;
52.s2-2:首先用浓度为8%的第二纺丝液通过电纺丝技术来制备真皮层的下层,使真皮层的下层的纤维直径及孔隙率都较高,纺丝薄膜达到 1mm时,更换浓度为6%第一纺丝液,使得真皮层的上层纤维较细,孔隙率较低,制得纤维直径和孔隙具有梯度的薄膜,所述薄膜的总厚度为 2mm,制备真皮层的上层和真皮层的下层的电纺丝参数为:电压20kv,接收距离11cm,所述第一纺丝液和所述第二纺丝液的流速均为2ml/h。
53.s2-3:将s2-2制得的薄膜在强度为56mw/cm2的紫外光下照射48h 交联,制得所述真皮层;制得的所述真皮层包括的上真皮层的纤维直径 (平均直径)为598nm,孔隙率为56%,包括的下真皮层的纤维直径(平均直径)为740m,孔隙率为76%。
54.步骤s3制备载药型人工皮肤,具体包括:
55.s3-1:将s1制备的表皮层的粗糙面涂覆一层浓度为5%的i型胶原蛋白的醋酸溶液并覆盖在s2-3交联得到的真皮层包括的上真皮层上,得到复合薄膜;
56.s3-2:将s3-1得到的复合薄膜进行冷冻干燥和交联(在强度为 56mw/cm2的紫外光下照射48h),即得所述载药型人工皮肤。
57.实施例4
58.实施例4采用普通的可以成型表皮层的聚四氟乙烯模具进行表皮层的成型,进而获得一种载药型人工皮肤,具体包括如下步骤:
59.步骤s1与实施例3中的步骤s1基本相同,不同之处在于:
60.在步骤s1-4中:将s1-3配制的混合溶液注入到普通的可以成型表皮层的聚四氟乙烯模具中。
61.步骤s1-5:将s1-4注好的模具常温下直接干燥。
62.步骤s1-6:脱模,得到表面光滑的不具有微孔结构的薄膜。
63.步骤s1-7:将制得的薄膜在强度为56mw/cm2的紫外光下照射48h,进行交联,制得表皮层。
64.步骤s2与实施例3中的步骤s2相同。
65.步骤s3与实施例3中的步骤s3相同。
66.本实用新型对实施例3~4中的载药型人工皮肤进行了透气性测试;采用透湿杯法测定,透气性杯中装入无水cacl2,将载药型人工皮肤封装于杯口,并置于37℃,相对湿度为80%的环境中,每隔1h测重,计算公式为:
67.透气率=24
×
δm/s t
68.式中:δm—同一试样组合体两次称重差
69.s—试样面积
70.t—试验时间
71.测试6个样,取平均值。
72.表1:实施例3~4中的载药型人工皮肤的透气性测试结果。
[0073][0074]
本实用新型还对实施例3~4得到的载药型人工皮肤进行了伤口修复实验,结果如表2所示。
[0075]
实验方法为:第一步,麻醉实验小鼠。第二步,利用脱毛膏脱去小鼠背部毛发,酒精消毒;在小鼠背部制作1.0cm
×
1.0cm全层皮肤缺损创面,保证每个小鼠创面深度基本相同。第三步,将实施例3~4制备的载药型人工皮肤移植覆盖到创面,计算人工皮肤移植后第7天和第 14天创面愈合率,创面愈合率为创面愈合面积与初始创面面积之比,结果如表2所示,并在人工皮肤移植后对创面是否感染情况进行了观察,结果如表2所示。
[0076]
表2:实施例3~4中的载药型人工皮肤创口修复结果。
[0077][0078]
本实用新型未详细说明部分为本领域技术人员公知技术。
[0079]
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1