用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊的制作方法
1.本实用新型涉及一种底辊,特别是涉及用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,属于底辊技术领域。
背景技术:
2.目前在卫生用品技术领域内普遍使用的超声波焊接两种或多种无纺布薄膜材料和弹性薄膜材料时,普遍采用一侧金属底辊,一侧超声波焊头,金属底辊布置有凸点,通过超声波焊头在底辊凸点上的高频率振动,产生能量焊接住薄膜材料,其工艺参见附图1,传统焊接底辊多用于焊接材料,其在焊接弹性薄膜类非透气材料时,无法同时制造出透气孔,造成焊接后材料透气性较差,手感硬等问题。
3.综上所述,有必要开发一款即能实现焊接,同时又能实现切割打孔的底辊以解决现有技术中所存在的各种问题。
技术实现要素:
4.本实用新型的主要目的是为了提供用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,相比于现有技术中的焊接底辊,同时布置有用于焊接的圆型凸点和用于切割的长条型刃口,并通过错开布置,在焊接的同时切割制作出透气孔,提升了焊接后材料的柔软性与透气性。
5.本实用新型的目的可以通过采用如下技术方案达到:
6.用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,包括底辊,所述底辊的内部沿所述底辊轴向上开设有卡槽,所述底辊的外侧分布有圆型凸点和长条型刀刃,所述圆型凸点和长条型刀刃错开分布。
7.优选的,所述圆型凸点直径为0.3mm-1mm,所述长条型刀刃的厚度为0.05mm-0.3mm。
8.优选的,所述长条型刀刃与垂直于旋转方向倾斜分布,且倾斜角度为0-40
°
。
9.优选的,所述圆型凸点和长条型刀刃之间错开分布。
10.优选的,所述圆型凸点和长条型刀刃在底辊的外侧沿旋转方向直线排列或曲线排列。
11.本实用新型的有益技术效果:
12.本实用新型提供的用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,相比于现有技术中的焊接底辊,同时布置有用于焊接的圆型凸点和用于切割的长条型刃口,并通过错开布置,在焊接的同时切割制作出透气孔,提升了焊接后材料的柔软性与透气性。
附图说明
13.图1为现有技术超声波薄膜材料焊接工艺示意图;
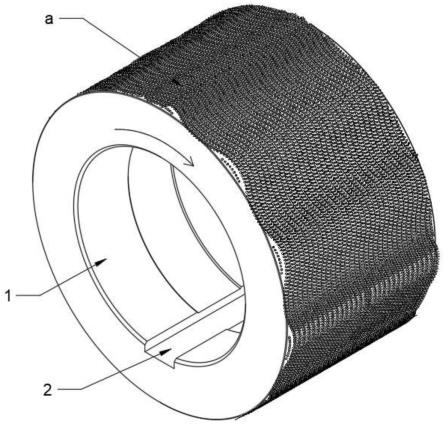
14.图2为按照本实用新型的用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊
的一优选实施例的底辊立体结构示意图;
15.图3为按照本实用新型的用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊的一优选实施例的a处结构放大图。
16.图中:1-底辊,2-卡槽,3-圆型凸点,4-长条型刀刃。
具体实施方式
17.为使本领域技术人员更加清楚和明确本实用新型的技术方案,下面结合实施例及附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
18.如图2-图3所示,本实施例提供的用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,包括底辊1,底辊1的内部沿底辊1轴向上开设有卡槽2,底辊1的外侧分布有圆型凸点3和长条型刀刃4,圆型凸点3和长条型刀刃4错开分布。
19.相比于现有技术中的焊接底辊1,同时布置有用于焊接的圆型凸点3和用于切割的长条型刀刃4,并通过错开布置,在焊接的同时切割制作出透气孔,提升了焊接后材料的柔软性与透气性。
20.在本实施例中,圆型凸点3直径为0.3mm-1mm,长条型刀刃4的厚度为0.05mm-0.3mm。
21.在本实施例中,长条型刀刃4与垂直于旋转方向倾斜分布,且倾斜角度为0-40
°
。
22.在本实施例中,圆型凸点3和长条型刀刃4之间错开分布。
23.在本实施例中,圆型凸点3和长条型刀刃4在底辊1的外侧沿旋转方向直线排列或曲线排列。
24.以上,仅为本实用新型进一步的实施例,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型所公开的范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都属于本实用新型的保护范围。
技术特征:
1.用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,其特征在于:包括底辊(1),所述底辊(1)的内部沿所述底辊(1)轴向上开设有卡槽(2),所述底辊(1)的外侧分布有圆型凸点(3)和长条型刀刃(4),所述圆型凸点(3)和长条型刀刃(4)错开分布;所述圆型凸点(3)直径为0.3mm-1mm,所述长条型刀刃(4)的厚度为0.05mm-0.3mm;所述长条型刀刃(4)与垂直于旋转方向倾斜分布,且倾斜角度为0-40
°
;所述圆型凸点(3)和长条型刀刃(4)之间错开分布;所述圆型凸点(3)和长条型刀刃(4)在底辊(1)的外侧沿旋转方向直线排列或曲线排列。
技术总结
本实用新型公开了用于超声波焊接无纺布薄膜材料和弹性薄膜材料的底辊,属于无纺布薄膜材料生产底辊技术领域,包括底辊,所述底辊的内部沿所述底辊轴向上开设有卡槽,所述底辊的外侧分布有圆型凸点和长条型刀刃,所述圆型凸点和长条型刀刃错开分布,相比于现有技术中的焊接底辊,同时布置有用于焊接的圆型凸点和用于切割的长条型刃口,并通过错开布置,在焊接的同时切割制作出透气孔,提升了焊接后材料的柔软性与透气性。的柔软性与透气性。的柔软性与透气性。
技术研发人员:宋建华 侯银河
受保护的技术使用者:上海帅芯科技有限公司
技术研发日:2022.04.18
技术公布日:2022/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1