覆膜瓶塞硫化模具的制作方法
1.本实用新型涉及橡胶硫化设备技术领域,尤其涉及一种覆膜瓶塞硫化模具。
背景技术:
[0002] 中国专利文献cn207240614u,公开/公告日:2018年4月17日,公开了一种橡胶瓶塞硫化模具,包括:下模板,所述下模板上设置有多组相邻的下部成型区,相邻两下部成型区之间设置有第一分割筋,所述下部成型区由多个呈蜂窝状周期性排列的瓶塞下型腔构成,所述下模板的边缘设置有闭合的第一密封槽;上模板,所述上模板的结构与下模板相同;镶条,所述镶条为闭合环状,镶条部分内嵌于第一密封槽,上、下模板扣合时,不会有胶料被挤出。其特点在于,上、下模板扣合时,镶条会阻止胶料被挤出模腔,避免的飞边的形成;第一分割筋占用了相邻两下部成型区之间的间隔区域,进一步减少了网胶形成,节约了物料成本,同时分割相邻的下部成型区;其不足在于:生产每一种型号的瓶塞均需要配置对应的模具,模具库存量大, 成本较高。
技术实现要素:
[0003]
本实用新型要解决的技术问题是:解决上述背景技术中存在的问题,提供一种下模板通用性强的覆膜瓶塞硫化模具。
[0004]
为了实现上述的技术特征,本实用新型的目的是这样实现的:一种覆膜瓶塞硫化模具,包括下模板,下模板设有多个型腔,所述型腔为通孔结构,型腔包括位于下模板上侧面的第一孔和位于下侧面的第二孔,第一孔与第二孔之间设有通孔连通;所述第一孔、第二孔和通孔同轴心。
[0005]
所述通孔与第一孔与连接处设有第一倒角。
[0006]
所述第二孔与下模板的下侧面设有第二倒角。
[0007]
所述第一孔的深度大于第二孔的深度。
[0008]
所述第一孔的孔径大于第二孔的孔径。
[0009]
所述型腔呈矩阵布置。
[0010]
所述下模板设有分割线将型腔分割成多个区域。
[0011]
本实用新型有如下有益效果:
[0012]
1、第一孔用于放置芯模,紧固件穿过第二孔与通孔与芯模螺纹旋接固定,因此,在生产不同型号的瓶塞时,只需更换相对应的芯模即可,下模板通用,减少了下模板的库存量,降低了生产成本。
[0013]
2、下模板设有分割线将型腔分割成多个区域,分割线可以是在下模板上加工的槽,也可以是向上延伸的凸缘,在更换芯模时,可以通过不同的分割区域更换不同的芯模,生产不同的瓶塞,适合小批量多规格生产工况。
[0014]
3、型腔呈矩阵布置,提供更多的型腔,提高生产效率。
附图说明
[0015]
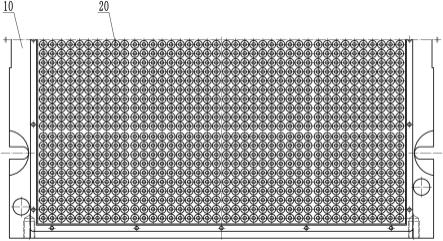
图1为本实用新型俯视结构示意图。
[0016]
图2为本实用新型主视局部剖结构示意图。
[0017]
图3为图2中a处放大结构示意图。
[0018]
图4为本实用新型的型腔安装芯模后结构示意图。
[0019]
图5为本实用新型设置分割线结构示意图。
[0020]
图中,下模板10,分割线11,型腔20,第一孔21,第二孔22,通孔23 ,第一倒角24,第二倒角25,芯模30,紧固件40。
具体实施方式
[0021]
下面结合附图对本实用新型的实施方式做进一步的说明。
[0022]
参见图1-4,一种覆膜瓶塞硫化模具,包括下模板10,下模板10设有多个型腔20,所述型腔20为通孔结构,型腔20包括位于下模板10上侧面的第一孔21和位于下侧面的第二孔22,第一孔21与第二孔22之间设有通孔23连通;所述第一孔21、第二孔22和通孔23同轴心,通过上述结构,芯模30能够放置于第一孔21中,紧固件40穿过第二孔22与通孔23与芯模30螺纹旋接固定,因此,在生产不同型号的瓶塞时,只需更换相对应的芯模30即可,下模板10通用,减少了下模板10的库存量, 降低了生产成本。在生产中,下模板10可以准备两套,一套用于生产,另一套就可以更换下一批瓶塞对应的芯模30备用,提高生产效率。
[0023]
在优选的方案中,所述通孔23与第一孔21与连接处设有第一倒角24,避让与之配合的模芯30内螺纹处毛刺,配合度更好。
[0024]
在优选的方案中,所述第二孔22与下模板10的下侧面设有第二倒角25,便于紧固件40放入和防止伤手。优选的,紧固件40为内六角螺钉。
[0025]
在优选的方案中,所述第一孔21的深度大于第二孔22的深度,第一孔21用于配合安装芯模30,具有较大的深度使芯模30更稳定,第二孔22深度较牵,便于加工,和紧固件40的安装。
[0026]
在优选的方案中,所述第一孔21的孔径大于第二孔22的孔径,便于紧固件的安装、定位。
[0027]
在优选的方案中,参见图1、5,所述型腔20呈矩阵布置,提供更多的型腔20,提高生产效率。
[0028]
在优选的方案中,参见图 5,所述下模板10设有分割线11将型腔20分割成多个区域。分割线11可以是在下模板10上加工的槽,也可以是向上延伸的凸缘。在更换芯模时,可以通过不同的分割区域更换不同的芯模,生产不同的瓶塞,适合小批量多规格生产工况。
[0029]
本实用新型的工作过程和原理:
[0030]
先将芯模30放置于下模板10的第一孔21中,紧固件40为内六角螺钉,穿过第二孔22与通孔23与芯模30螺纹旋接固定。在生产不同型号的瓶塞时,只需更换相对应的芯模30即可,下模板10通用。在生产中,下模板10可以准备两套或多套,一套用于生产,其余就可以更换下一批瓶塞对应的芯模30备用。
技术特征:
1.一种覆膜瓶塞硫化模具,包括下模板(10),下模板(10)设有多个型腔(20),其特征在于:所述型腔(20)为通孔结构,型腔(20)包括位于下模板(10)上侧面的第一孔(21)和位于下侧面的第二孔(22),第一孔(21)与第二孔(22)之间设有通孔(23)连通;所述第一孔(21)、第二孔(22)和通孔(23)同轴心。2.根据权利要求1所述的覆膜瓶塞硫化模具,其特征在于:所述通孔(23)与第一孔(21)与连接处设有第一倒角(24)。3.根据权利要求1所述的覆膜瓶塞硫化模具,其特征在于:所述第二孔(22)与下模板(10)的下侧面设有第二倒角(25)。4.根据权利要求1所述的覆膜瓶塞硫化模具,其特征在于:所述第一孔(21)的深度大于第二孔(22)的深度。5.根据权利要求1所述的覆膜瓶塞硫化模具,其特征在于:所述第一孔(21)的孔径大于第二孔(22)的孔径。6.根据权利要求1所述的覆膜瓶塞硫化模具,其特征在于:所述型腔(20)呈矩阵布置。7.根据权利要求1所述的覆膜瓶塞硫化模具,其特征在于:所述下模板(10)设有分割线(11)将型腔(20)分割成多个区域。
技术总结
一种覆膜瓶塞硫化模具,包括下模板,下模板设有多个型腔,所述型腔为通孔结构,型腔包括位于下模板上侧面的第一孔和位于下侧面的第二孔,第一孔与第二孔之间设有通孔连通;所述第一孔、第二孔和通孔同轴心。芯模放置于第一孔中,紧固件穿过第二孔与通孔与芯模螺纹旋接固定,因此,在生产不同型号的瓶塞时,只需更换相对应的芯模即可,下模板通用,减少了下模板的库存量,降低了生产成本。板的库存量,降低了生产成本。板的库存量,降低了生产成本。
技术研发人员:张蓓 杨静 毛卫华 韩文韬 王磊
受保护的技术使用者:湖北华强科技股份有限公司
技术研发日:2022.04.28
技术公布日:2022/12/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1