一种电器复合焊接换料装置系统的制作方法
1.本实用新型涉及无纺布粘接技术领域,具体讲是一种电器复合焊接换料装置系统。
背景技术:
2.在卫生吸收用品生产领域中,通常原材料都是卷材,为提高生产效率卷材一般会设计成一用一备,当一卷材料用完时,需将前一卷材料的料尾与另一卷材料的料头进行粘接切换形成连续给料生产,现有技术的卷材粘接换切方式大至为以下几种:1、全气缸式;2、气缸加电机式;3、气缸加热切式;4、超声波式。目前一次性卫生吸收用品制造生产线都是采用人工胶带粘胶拼接方式进行的,这样的换接材料存在以下缺陷:1、控制器械多控制复杂;2、超声波成本高;3、人工粘胶拼接效率低;4、每次换接料都会产生废品,在连续生产过程中,废品不易剔出,容易导致产品质量问题。为解决目前卫生用品生产领域存在的这一技术缺陷,需要一种控制简单,成本低廉的一键式简化型电器复合装置解决这一技术缺陷。
技术实现要素:
3.针对背景技术中存在的技术缺陷,本实用新型提出一种电器复合焊接换料装置系统,解决了上述技术问题以及满足了实际需求,具体的技术方案如下所示:
4.一种电器复合焊接换料装置系统,包括接料装置和与装置电连接的plc控制模块,接料装置包括第一安装板、呈l字形垂直设于第一安装板上端部的第二安装板、对称设于第一安装板中轴线两侧的接料机构以及设于安装板下端部的夹紧结构,接料机构和夹紧结构均设于第一安装板的同一侧,接料机构包括左轴接料机构和右轴接料机构,左轴接料机构包括左轴热焊组件和配合左轴热焊组件的左轴下压组件,右轴接料机构包括右轴热焊组件和配合右轴热焊组件的右轴下压组件,夹紧结构、左轴接料机构和右轴接料机构均设有与plc控制模块电连接的驱动气缸,左轴接料机构和右轴接料机构均设有与plc控制模块通过电热丝电路连接的热焊电热丝。
5.作为本实用新型的进一步技术方案,左轴热焊组件包括左轴热焊电热丝和控制左轴热焊电热丝上下运动的左轴电热丝气缸,左轴电热丝气缸设于第二安装板的上端面,左轴电热丝气缸的活动端贯穿第二安装板连接设于第二安装板下端面的左轴热焊电热丝,左轴热焊电热丝通过左轴连接板与左轴电热丝气缸活动端连接,第二安装板于左轴电热丝气缸两侧均设有贯穿其自身上下端面的左轴导向块,左轴导向块内套设有连接左轴连接板上端面的左轴导向杆,左轴热焊电热丝通过左轴连接板两端的左轴加热丝固定块固定于左轴连接板下端面且与电热丝电路电连接,左轴连接板为电木绝缘板。
6.作为本实用新型的进一步技术方案,左轴下压组件包括左轴下压板和左轴承压板,左轴下压板上端面连接设于第二安装板两侧的左轴下压气缸的活动端,左轴承压板通过设于第一安装板的第一安装架设于左轴下压板的正下方。
7.作为本实用新型的进一步技术方案,右轴热焊组件包括右轴热焊电热丝和控制右
轴热焊电热丝上下运动的右轴电热丝气缸,右轴电热丝气缸设于第二安装板的上端面,右轴电热丝气缸的活动端贯穿第二安装板连接设于第二安装板下端面的右轴热焊电热丝,右轴热焊电热丝通过右轴连接板与右轴电热丝气缸活动端连接,第二安装板于右轴电热丝气缸两侧均设有贯穿其自身上下端面的右轴导向块,右轴导向块内套设有连接右轴连接板上端面的右轴导向杆,右轴热焊电热丝通过右轴连接板两端的右轴加热丝固定块固定于右轴连接板下端面且与电热丝电路电连接,右轴连接板为电木绝缘板。
8.作为本实用新型的进一步技术方案,右轴下压组件包括右轴下压板和右轴承压板,右轴下压板上端面连接设于第二安装板两侧的右轴下压气缸的活动端,右轴承压板通过设于第一安装板的第一安装架设于右轴下压板的正下方。
9.作为本实用新型的进一步技术方案,左轴承压板和右轴承压板的两侧均设有材料辅助辊,材料辅助辊远离接料装置一侧均设有材料辊。
10.作为本实用新型的进一步技术方案,夹紧结构包括竖直方向设置的第一紧压板、横向设置的紧压气缸和连接紧压气缸活动端的第二紧压板,紧压气缸通过设于第二安装架安装于第一安装板一侧,第二压紧板通过紧压气缸的活动端与第一紧压板竖直平行设置,第一紧压板通过设于第一安装板的第三安装架设于第二紧压板远离紧压气缸的一侧。
11.作为本实用新型的进一步技术方案,plc控制模块设有引脚x0-x8、引脚y0-y8、引脚com+、引脚com-、引脚da、引脚db、引脚dg、引脚sld、引脚gf、引脚+24v和引脚-24v,plc控制模块通过引脚y3电连接右轴下压气缸,plc控制模块通过引脚y5电连接右轴电热丝气缸,plc控制模块通过引脚y2电连接左轴下压气缸,plc控制模块通过引脚y4电连接左轴电热丝气缸,plc控制模块通过引脚y8电连接压紧气缸,plc控制模块的引脚x0设有左轴就绪开关,plc控制模块的引脚x1设有右轴就绪开关,plc控制模块的引脚x3设有换料控制开关,plc控制模块的引脚x4设有急停开关,plc控制模块的引脚x5设有电眼检测装置,plc控制模块的引脚y0设有左轴就绪灯,plc控制模块的引脚y1设有右轴就绪灯。
12.作为本实用新型的进一步技术方案,电热丝电路通过可调变压器的引脚1和引脚2连接交流电输入端,可调变压器的引脚2与交流电输入端之间设有控制开关s1,可调变压器的引脚4和引脚3之间并联右轴热焊电热丝和左轴热焊电热丝,右轴热焊电热丝通过右轴固态继电器连接可调变压器的引脚4和plc控制模块的引脚y1,左轴热焊电热丝通过左轴固态继电器连接可调变压器的引脚4和plc控制模块的引脚y0,左轴固态继电器和右轴固态继电器均接入dc24v。
13.本实用新型具有的有益效果在于:通过对称式接料装置,能够提前预备好待换材料卷,优化了换料过程,同时通过接料机构的互相配合,先进行压料,再进行焊接,最后进行松料完成焊接换料,整个过程简单方便且稳定,且通过plc控制模块控制,大大提高了接料的效率和材料的质量,取代原工序需人工粘胶搭接料头料尾的工艺,降低了材料的损耗和出现瑕疵品的概率,能够大大加快生产效率和提高产品的质量。除此以外,本实用新型结构简单,方便推广和操作。
附图说明
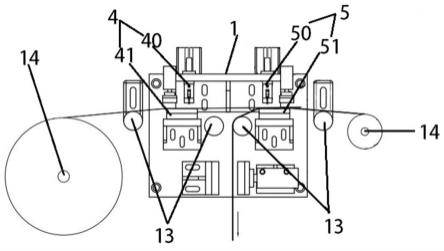
14.图1为本实用新型的正面结构示意图。
15.图2为本实用新型的整体结构俯视示意图。
16.图3为本实用新型的整体结构仰视示意图。
17.图4为本实用新型的plc控制模块的电路图。
18.图5为本实用新型的电热丝电路的电路图。
19.其中:接料装置1、第一安装板10、第二安装板11、第一安装架12、材料辅助辊13、材料辊14、第二安装架15、第三安装架16、plc控制模块2、左轴就绪开关20、右轴就绪开关21、换料控制开关22、急停开关23、电眼检测装置24、左轴就绪灯25、右轴就绪灯26、接料机构3、左轴接料机构4、左轴热焊组件40、左轴热焊电热丝400、左轴电热丝气缸401、左轴连接板402、左轴导向块403、左轴导向杆404、左轴加热丝固定块405、左轴下压组件41、左轴下压板410、左轴承压板411、左轴下压气缸412、右轴接料机构5、右轴热焊组件50、右轴热焊电热丝500、右轴电热丝气缸501、右轴连接板502、右轴导向块503、右轴导向杆504、右轴加热丝固定块505、右轴下压组件51、右轴下压板510、右轴承压板511、右轴下压气缸512、夹紧结构6、第一紧压板60、紧压气缸61、第二紧压板62、电热丝电路7、可调变压器70、交流电输入端71、左轴固态继电器72、右轴固态继电器73。
具体实施方式
20.下面结合附图与相关实施例对本实用新型的实施方式进行说明,需要指出的是,以下相关实施例仅是为了更好说明本实用新型本身而举的优选实施例,而本实用新型的实施方式不局限于如下的实施例中,并且本实用新型涉及本技术领域的相关必要部件,应当视为本技术领域内的公知技术,是本技术领域所属的技术人员所能知道并掌握的。
21.请参阅图1至图5所示,一种电器复合焊接换料装置系统,包括接料装置1和与装置电连接的plc控制模块2,接料装置1包括第一安装板10、呈l字形垂直设于第一安装板10上端部的第二安装板11、对称设于第一安装板10中轴线两侧的接料机构3以及设于安装板下端部的夹紧结构6,接料机构3和夹紧结构6均设于第一安装板10的同一侧,接料机构3包括左轴接料机构4和右轴接料机构5,左轴接料机构4包括左轴热焊组件40和配合左轴热焊组件40的左轴下压组件41,右轴接料机构5包括右轴热焊组件50和配合右轴热焊组件50的右轴下压组件51,夹紧结构6、左轴接料机构4和右轴接料机构5均设有与plc控制模块2电连接的驱动气缸,左轴接料机构4和右轴接料机构5均设有与plc控制模块2通过电热丝电路7连接的热焊电热丝。
22.需要说明的是,本实用通过在接料装置1两侧设置轮流替换的材料卷,并通过接料装置1在两个材料卷轮换时对两者进行焊接,例如右侧的材料卷即将用完时,工作人员通过plc控制模块2控制左轴接料机构4的下压组件和夹紧结构6将左侧材料卷的料头与右侧材料卷的料尾进行压紧,再通过plc控制模块2控制右轴热焊组件50将两者热焊接,使得左侧材料卷进行工作。本实用新型通过plc控制模块2简化卷材的换接料工艺,取代原工序需人工粘胶搭接料头料尾,提高工作效率,避免尾料浪费,提高材料使用效率和产品质量,降低生产成本低,且本实用新型整体结构和控制电路简单方便,能够很好的适用于不同的生产环境。
23.请参阅图1至图3所示,作为本实用新型的进一步技术方案,左轴热焊组件40包括左轴热焊电热丝400和控制左轴热焊电热丝400上下运动的左轴电热丝气缸401,左轴电热丝气缸401设于第二安装板11的上端面,左轴电热丝气缸401的活动端贯穿第二安装板11连
接设于第二安装板11下端面的左轴热焊电热丝400,左轴热焊电热丝400通过左轴连接板402与左轴电热丝气缸401活动端连接,第二安装板11于左轴电热丝气缸401两侧均设有贯穿其自身上下端面的左轴导向块403,左轴导向块403内套设有连接左轴连接板402上端面的左轴导向杆404,左轴热焊电热丝400通过左轴连接板402两端的左轴加热丝固定块405固定于左轴连接板402下端面且与电热丝电路7电连接,左轴连接板402为电木绝缘板。
24.请参阅图1至图3所示,作为本实用新型的进一步技术方案,左轴下压组件41包括左轴下压板410和左轴承压板411,左轴下压板410上端面连接设于第二安装板11两侧的左轴下压气缸412的活动端,左轴承压板411通过设于第一安装板10的第一安装架12设于左轴下压板410的正下方。
25.请参阅图1至图3所示,作为本实用新型的进一步技术方案,右轴热焊组件50包括右轴热焊电热丝500和控制右轴热焊电热丝500上下运动的右轴电热丝气缸501,右轴电热丝气缸501设于第二安装板11的上端面,右轴电热丝气缸501的活动端贯穿第二安装板11连接设于第二安装板11下端面的右轴热焊电热丝500,右轴热焊电热丝500通过右轴连接板502与右轴电热丝气缸501活动端连接,第二安装板11于右轴电热丝气缸501两侧均设有贯穿其自身上下端面的右轴导向块503,右轴导向块503内套设有连接右轴连接板502上端面的右轴导向杆504,右轴热焊电热丝500通过右轴连接板502两端的右轴加热丝固定块505固定于右轴连接板502下端面且与电热丝电路7电连接,右轴连接板502为电木绝缘板。
26.请参阅图1至图3所示,作为本实用新型的进一步技术方案,右轴下压组件51包括右轴下压板510和右轴承压板511,右轴下压板510上端面连接设于第二安装板11两侧的右轴下压气缸512的活动端,右轴承压板511通过设于第一安装板10的第一安装架12设于右轴下压板510的正下方。
27.请参阅图1至图3所示,作为本实用新型的进一步技术方案,左轴承压板411和右轴承压板511的两侧均设有材料辅助辊13,材料辅助辊13远离接料装置1一侧均设有材料辊14。
28.请参阅图1至图3所示,作为本实用新型的进一步技术方案,夹紧结构6包括竖直方向设置的第一紧压板60、横向设置的紧压气缸61和连接紧压气缸61活动端的第二紧压板62,紧压气缸61通过设于第二安装架15安装于第一安装板10一侧,第二压紧板通过紧压气缸61的活动端与第一紧压板60竖直平行设置,第一紧压板60通过设于第一安装板10的第三安装架16设于第二紧压板62远离紧压气缸61的一侧。
29.需要说明的是,本实用新型接料装置1两侧分别设有材料辊14用于放置材料卷,进行轮换。当右侧的材料卷用完时,plc控制模块2控制夹紧结构6通过驱动夹紧气缸使得第二紧压板62朝第一紧压板60运动,将两者之间的材料夹紧,避免材料的尾端继续朝下运动,无法与新的材料卷焊接。工作人员只需要将左侧的待换料的材料卷的料头从左轴下压板410和左轴承压板411之间穿过,延伸至右轴下压板510和右轴承压板511之间与右侧的材料卷的料尾重叠,由右轴下压气缸512驱动右轴下压板510朝右轴承压板511运动,将料头和料尾压紧准备焊接。材料就位后由plc控制模块2通过电热丝电路7控制右轴热焊电热丝500发热,同时plc控制模块2控制右轴电热丝气缸501驱动右轴热焊电热丝500朝右轴承压板511运动,对材料进行完成焊接。整个过程由plc控制模块2控制处理,简化无纺布等材料的焊接,大大提高工作效率和焊接的质量。热焊接完成后plc控制模块2控制压紧气缸和左轴下
压气缸412或右轴下压气缸512恢复原位,使得右侧的材料卷能够正常使用,能够替代原工序需人工粘胶搭接料头料尾的工艺,避免瑕疵的出现,提高产品质量。
30.请参阅图1至图5所示,作为本实用新型的进一步技术方案,plc控制模块2设有引脚x0-x8、引脚y0-y8、引脚com+、引脚com-、引脚da、引脚db、引脚dg、引脚sld、引脚gf、引脚+24v和引脚-24v,plc控制模块2通过引脚y3电连接右轴下压气缸512,plc控制模块2通过引脚y5电连接右轴电热丝气缸501,plc控制模块2通过引脚y2电连接左轴下压气缸412,plc控制模块2通过引脚y4电连接左轴电热丝气缸401,plc控制模块2通过引脚y8电连接压紧气缸,plc控制模块2的引脚x0设有左轴就绪开关20,plc控制模块2的引脚x1设有右轴就绪开关21,plc控制模块2的引脚x3设有换料控制开关22,plc控制模块2的引脚x4设有急停开关23,plc控制模块2的引脚x5设有电眼检测装置24,plc控制模块2的引脚y0设有左轴就绪灯25,plc控制模块2的引脚y1设有右轴就绪灯26。
31.请参阅图1至图5所示,作为本实用新型的进一步技术方案,电热丝电路7通过可调变压器70的引脚1和引脚2连接交流电输入端71,可调变压器70的引脚2与交流电输入端71之间设有控制开关s1,可调变压器70的引脚4和引脚3之间并联右轴热焊电热丝500和左轴热焊电热丝400,右轴热焊电热丝500通过右轴固态继电器73连接可调变压器70的引脚4和plc控制模块2的引脚y1,左轴热焊电热丝400通过左轴固态继电器72连接可调变压器70的引脚4和plc控制模块2的引脚y0,左轴固态继电器72和右轴固态继电器73均接入dc24v。
32.需要说明的是,本实用新型plc控制模块2与各驱动气缸连接,用于控制驱动各驱动气缸,一体化控制提高工作效率,同时设有换料控制开关22、急停开关23等,方便使用者控制,简化操作。同时plc控制模块2与电热丝电路7通过固态继电器进行连接,方便plc控制模块2控制电热丝发热,精准的控制左轴电热丝或右轴电热丝工作,完成焊接和切料。
33.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1