一种彩色母粒挤压出料机出料端口的制作方法
1.本实用新型涉及挤出机出料端设备领域,具体是一种彩色母粒挤压出料机出料端口。
背景技术:
2.色母由颜料或染料、载体和添加剂三种基本要素所组成,是把超常量的颜料均匀载附于树脂之中而制得的聚集体,可称颜料浓缩物,所以它的着色力高于颜料本身。加工时用少量色母料和未着色树脂掺混,就可达到设计颜料浓度的着色树脂或制品。对于色母粒在进行生产时,首先将多种原料进行混合后,通过挤出机进行混合加工,在进行混合时掺杂其他添加材料并通过挤出机挤出得到成型后的色母条。但是传统挤出机的端口位置在进行色母条的挤出操作时,因为生产色母的基材具有一定的粘性,并且是在较高温度下进行混合,因此在挤出机的挤出端位置因为混合料的粘性原因,很容易在挤出端造成粘连问题,这就需要工作人员在一端时间内就需要进行粘连物的清理。并且一旦机器长时间运行,使端口位置的粘连物粘连较多时,粘连物固化从而影响色母向外排出,并且直接对色母条的挤出形状造成影响。当端口位置的粘连物固定较多时,还会对端口位置造成堵塞问题,从而影响挤出机的持续工作,并且影响色母粒生产的效率问题。
3.基于上述问题,设计一种彩色母粒挤压出料机出料端口,保障基础的条状色母不会在出料端口造成堵塞的情况,同时保障色母条以规则的形状向外排出,进而使得后续进行色母条的造粒操作时,能够生产得到尺寸大小一致的色母粒,使得色母粒的生产品质更高。
技术实现要素:
4.本实用新型的目的在于提供一种彩色母粒挤压出料机出料端口,它能够保障基础的条状色母不会在出料端口造成堵塞的情况,同时保障色母条以规则的形状向外排出,进而使得后续进行色母条的造粒操作时,能够生产得到尺寸大小一致的色母粒,使得色母粒的生产品质更高。
5.本实用新型为实现上述目的,通过以下技术方案实现:
6.一种彩色母粒挤压出料机出料端口,包括设置在挤出机出料端部位置的出料端口,所述出料端口包括拆卸部、挤出部,所述拆卸部、挤出部内部相连通;在所述挤出部的端口位置配合设置有连接口,所述连接口与所述出料端口的内部相连通。
7.所述挤出部端口的内端面位置呈圆周阵列设置有多个出液小孔,且多个所述出液小孔连通设置,在所述挤出部内部形成出液流道;所述出液流道与所述连接口相连通。
8.所述挤出部的端口位置为圆弧端口结构,且所述圆弧端口结构的内端与所述挤出部的内部平滑连接。
9.所述拆卸部、挤出部的内端面之间通过平滑曲线相连接。
10.所述拆卸部上设置有密封拆卸结构,通过所述密封拆卸结构与挤出机的出料端部
相连接。
11.对比现有技术,本实用新型的有益效果在于:
12.因此挤出机是进行色母混合的加工设备,而传统的材料混合加工设备在进行混合挤出时,其端部位置会因为混合料粘性的问题而导致色母条出现畸形甚至是堵塞的问题。而本装置在进行设置时,进行优化设计,在挤出机的端头位置设置出料端口,此处设置的出料端口能够保障基础的条状色母不会在出料端口造成堵塞的情况,同时保障色母条以规则的形状向外排出,进而使得后续进行色母条的造粒操作时,能够生产得到尺寸大小一致的色母粒,使得色母粒的生产品质更高。
附图说明
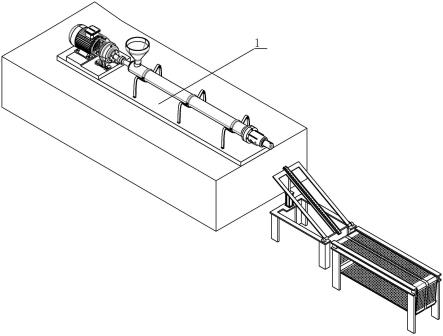
13.附图1是本实用新型整体结构示意图。
14.附图2是本实用新型结构示意图。
15.附图3是本实用新型出料端口结构示意图。
16.附图4是本实用新型出料端口剖视图。
17.附图中所示标号:
18.1、挤出机;2、出料端口;3、拆卸部;4、挤出部;5、连接口;6、出液小孔;7、出液流道;8、圆弧端口结构。
具体实施方式
19.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
20.因为在进行色母粒制备时,其原材料是一些具有粘性物质的基材以及着色剂混合,而进行混合加工的挤出机1能够满足上述基材物质的混合操作,并且通过挤出机1进行混合料的挤出。但是此处所要解决的问题就是传统挤出机1的端口位置在进行色母条的挤出操作时,因为生产色母的基材具有一定的粘性,并且是在较高温度下进行混合,因此在挤出机1的挤出端位置因为混合料的粘性原因,很容易在挤出端造成粘连问题,这就需要工作人员在一端时间内就需要进行粘连物的清理。并且一旦机器长时间运行,使端口位置的粘连物粘连较多时,粘连物固化从而影响色母向外排出,并且直接对色母条的挤出形状造成影响。当端口位置的粘连物固定较多时,还会对端口位置造成堵塞问题,从而影响挤出机1的持续工作,并且影响色母粒生产的效率问题。本实用新型所述是一种彩色母粒挤压出料机出料端口2,主体结构包括在所述挤出机1出料端部位置设置出料端口2,所述出料端口2包括拆卸部3、挤出部4,所述拆卸部3、挤出部4内部相连通,且在所述挤出部4的端口位置配合设置有连接口5,所述连接口5与所述出料端口2的内部相连通;因为传统的混合料在挤出时会出现粘连问题,上述对此问题进行详细描述,因此此处在防止混合料粘连到挤出机1的出料端部位置,当混合料经过挤出机1的出料端部位置到达出料端口2时,朝向连接口5通入防粘连的流体,而连接口5与出料端口2的内部相连通,致使此时经过出料端口2的混合料在进行挤出的过程中,会粘连附着防粘连的流体,进而加强混合料与出料端口2之间的通透
性。并且此处的连接口5在进行设置时,配合设置在挤出部4的端口位置,而挤出部4的端口位置是堵塞的发生位置,此时防粘连的流体能够减小混合物与挤出部4端口之间的粘连,从而使得混合物能够在挤出部4的端口流畅的向外排出,进而形成形状标准一致的色母条。对于此处的防粘连流体,可以选择油脂类流体进行设置,因为后续需要对色母条进行水冷定型,因此不需要担心油脂类流体在色母条上过分粘连;当然此处可以选择水作为防粘连流体,因为油脂的流动性不如水好,而且使用水更加经济,更加降低生产成本。
21.而为了优化色母条向外挤出的流畅性,进行下述设置:
22.1.所述挤出部4端口的内端面位置呈圆周阵列设置有多个出液小孔6,且多个所述出液小孔6连通设置,在所述挤出部4内部形成出液流道7;所述出液流道7与所述连接口5相连通。当多个出液小孔6呈圆周阵列进行设置后,此时朝向连接口5内进行防粘连流体的通入时,流体经过连接口5进行到出液流道7内,并经过出液流道7传递到各个出液小孔6位置,使得朝向连接口5通入的防粘连流体能够在挤出部4端口内部的各个方向渗出,从而在挤出部4端口内部各个方向上的混合物均能够与防粘连流体进行粘连附着,进而保障色母条在挤出后,在各个方向上均不会出现粘连问题,从而在整体上保障色母条能够通畅的向外挤出。
23.2.所述挤出部4的端口位置为圆弧端口结构8,且所述圆弧端口结构8的内端与所述挤出部4的内部平滑连接。如说明书附图图3所示,当混合料进入到挤出部4的端口位置时,此时的混合料附着有防粘连流体,在将挤出部4的端口位置设置为圆弧端口结构8后,被挤出的色母条不再与圆弧端口相接触,同时保障色母条通畅的从端口位置向外挤出。并且圆弧端口结构8的内端与挤出部4的内部平滑连接,从而使得混合料在经过圆弧端口结构8的内端位置时,不会发生阻碍问题,进一步保障色母条被挤出时的通畅性。
24.3.所述拆卸部3、挤出部4的内端面之间通过平滑曲线相连接。如说明书附图图4所示,因为挤出机1向外进行混合料挤压时,为了保障此处设置的出料端口2本身不会造成挤出料的堵塞问题,因此在进行设置时,通过将拆卸部3、挤出部4的内端面之间通过平滑曲线相连接,从而使得挤出机1所挤出的混合料能够片平滑通过出料端口2,在出料端口2内不会出现堵塞问题。并且所述拆卸部3上设置有密封拆卸结构,通过所述密封拆卸结构与挤出机1的出料端部相连接,进而实现拆卸部3与挤出机1之间的可拆卸连接,当然对于此处的密封拆卸结构而言,可以选择多种密封方式进行设置,最为简单的就是使用螺栓连接的密封方式。但是在进行密封方式设置时,最优选择如说明书附图图4所示的密封方式,从而避免在出料端口2连接部位出现混合料卡顿的问题。
25.因此,一种彩色母粒挤压出料机出料端口2,它障基础的条状色母不会在出料端口2造成堵塞的情况,同时保障色母条以规则的形状向外排出,进而使得后续进行色母条的造粒操作时,能够生产得到尺寸大小一致的色母粒,使得色母粒的生产品质更高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1