一种汽车C柱装饰板用模具的制作方法
一种汽车c柱装饰板用模具
技术领域
1.本实用新型涉及汽车装饰板生产技术领域,尤其涉及一种汽车c柱装饰板用模具。
背景技术:
2.汽车装饰板就是通过增加一些附属品以提高汽车表面和内部美观性的目的,所增加的附属物品统称为装饰品或者装饰板。
3.其中装饰板通常是采用注塑件,并在注塑件一侧面安装上金属板和在注塑件四周围绕上橡胶条形成。
4.其中汽车的c柱位置的装饰板,因为其长度较长,在遇到雨天时,因为自下而上的距离较长,水在滴落时,容易顺着装饰板上的橡胶条与装饰板或金属板之间的缝隙,进入装饰板内侧,进而腐蚀损坏装饰板,因此将胶条与装饰板直接采用双色注塑的方式注塑为一体。
5.而目前市面上的双色注塑模具通常是有两个单独的型腔,在一个型腔内完成一次注塑后,需要将半成品工件通过机械手或者人工移动到另一型腔进行二次注塑,而采用机械手与人工的移动方式,因为移动距离远,导致了工作效率不高,且移动后的半成品工件位置存在不准确的可能性。
技术实现要素:
6.针对现有技术中所存在的不足,本实用新型提供了一种汽车c柱装饰板用模具,其解决了现有的双色注塑模具都采用两个单独的型腔,然后导致的二次注塑不方便与不准确的技术问题。
7.根据本实用新型的实施例记载的一种汽车c柱装饰板用模具,包括堆叠设置的上模本体与下模本体,所述下模本体顶部设有下模型腔,所述上模本体底部设有上模型腔,所述下模型腔与上模型腔位置紧贴对应,所述下模型腔底面设有抬起机构,所述上模型腔底面设有下压机构。
8.本实用新型的技术原理为:采用两个紧贴对应的下模型腔与上模型腔,通过下压机构下压后,封闭住下模型腔,在下模型腔内进行第一次注塑,而通过抬起机构将完成第一次注塑的半成品工件顶起进入上模型腔,并封闭住上模型腔,在上模型腔内进行第二次注塑,进而完成双色注塑;其因为上模型腔与下模型腔紧贴对应,其移动距离最短,且完成第一次注塑后,半成品工件一种处于抬起机构上没有进行移动,因此也保证第二次注塑的位置准确性。
9.相比于现有技术,本实用新型具有如下有益效果:通过紧贴对应的下模型腔与上模型腔配合下压机构与抬起机构,其解决了现有的双色注塑模具都采用两个单独的型腔,然后导致的二次注塑不方便与不准确的技术问题。
10.进一步的,所述下模型腔的外缘不超出上模型腔的外缘。
11.进一步的,所述抬起机构包括抬起气缸与抬起板,所述抬起气缸安装在下模型腔
底面上,所述抬起板安装在抬起气缸的活塞杆上,所述抬起板平布满整个下模型腔的底面。
12.进一步的,所述上模型腔底面设有安装槽,所述下压机构设置在安装槽内,所述安装槽与下模型腔形状相同。
13.进一步的,所述下压机构包括下压气缸与下压板,所述下压气缸安装在安装槽底面上,所述下压板安装在下压气缸的活塞杆上,所述下压板平铺满整个安装槽的底面。
14.进一步的,所述安装槽沿外轮廓均布有若干注塑孔,所述下压板对应注塑孔设有若干贯通下压板的下模注塑通道,所述下模注嵌入注塑孔。
15.进一步的,所述上模型腔底面与安装槽之间沿上模型腔外轮廓均布有若干上模注塑通道。
16.进一步的,所述抬起板靠近上模本体一侧面与下模本体的顶面被上模型腔覆盖区域共同形成注塑型腔底面。
17.进一步的,所述下压板包括下模本体一侧面与上模本体没有被下压板覆盖的底面共同形成注塑型腔顶面。
附图说明
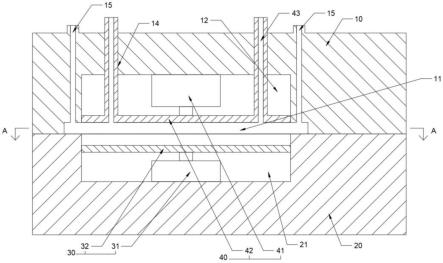
18.图1为本实用新型实施例的汽车c柱装饰板用模具剖视图。
19.图2为图1的a-a的剖视图。
20.图3为本实用新型实施例的上模本体的仰视图。
21.图4为本实用新型实施例的汽车c柱装饰板用模具第一次注塑时的状态图。
22.图5为本实用新型实施例的汽车c柱装饰板用模具第二次注塑时的状态图。
23.上述附图中:10、上模本体;11、上模型腔;12、安装槽;13、注塑型腔顶面;14、注塑孔;15、上模注塑通道;20、下模本体;21、下模型腔;22、注塑型腔底面;30、抬起机构;31、抬起气缸;32、抬起板;40、下压机构;41、下压气缸;42、下压板;43、下模注塑通道。
具体实施方式
24.下面结合附图及实施例对本实用新型中的技术方案进一步说明。
25.如图1所示的汽车c柱装饰板用模具,包括堆叠设置的上模本体10与下模本体20,其中下模本体20顶部设有下模型腔21,上模本体10底部设有上模型腔11,所述下模型腔21与上模型腔11位置紧贴对应,即上模型腔11与下模型腔21是相互连通的;下模型腔21底面设有抬起机构30,上模型腔11底面设有下压机构40。
26.如图2所示,下模型腔21的外缘不超出上模型腔11的外缘,进而保证在下模型腔21内进行第一次注塑后,抬起机构30能将半成品的工件推入上模型腔11内。
27.如图1-2所示,抬起机构30包括抬起气缸31与抬起板32,抬起气缸31安装在下模型腔21底面上,抬起板32安装在抬起气缸31的活塞杆上,抬起板32平布满整个下模型腔21的底面,具体的抬起板32靠近上模本体10一侧面与下模本体20的顶面被上模型腔11覆盖区域共同形成注塑型腔底面22,即汽车c柱装饰板的底面上的所有凹凸结构都倒映在形成的注塑型腔底面22上。
28.如图1、3所示,上模型腔11底面设有安装槽12,下压机构40设置在安装槽12内,安装槽12与下模型腔21形状相同,其中下压机构40包括下压气缸41与下压板42,其中下压气
缸41安装在安装槽12底面上,下压板42安装在下压气缸41的活塞杆上,下压板42平铺满整个安装槽12的底面;具体的下压板42包括下模本体20一侧面与上模本体10没有被下压板42覆盖的底面共同形成注塑型腔顶面13,即汽车c柱装饰板的顶面上的所有凹凸结构都倒映在形成的注塑型腔顶面13上。
29.如图1、3所示,安装槽12沿外轮廓均布有若干注塑孔14,下压板42对应注塑孔14焊接固定有若干贯通下压板42的下模注塑通道43,下模注嵌入注塑孔14,双色注塑机的第一次注塑的注塑管道与下模注塑通道43连接后,用于汽车c柱装饰板的第一次注塑。
30.如图1、3所示,上模型腔11底面与安装槽12之间沿上模型腔11外轮廓均布有若干上模注塑通道15,双色注塑机的第二次注塑的注塑管道与上模注塑通道15连接后,用于汽车c柱装饰板的第二次注塑。
31.使用时,将上模与下模叠放压紧,将双色注塑机的一次注塑的注塑管道与下模注塑通道43连接,而第二次注塑的注塑管道与上模注塑通道15连接,然后下压机构40伸出直到下压板42位于上模本体10与下模本体20交界处,同时抬起机构30回缩到最低位置,然后,在下模型腔21内进行第一次注塑,完成汽车c柱装饰板主体的注塑,如图4所示。
32.然后下压机构40回缩直到下压板42位于安装槽12顶位置,同时抬起机构30将完成第一次注塑的汽车c柱装饰板主体托起直到上模本体10与下模本体20交界处,然后在上模型腔11内进行第二次注塑,完成汽车c柱装饰板边缘橡胶条的注塑,如图5所示。
33.最后分离上模本体10与下模本体20,取出成品的汽车c柱装饰板。
34.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1