一种发动机绝热封头模具的制作方法
1.本实用新型涉及发动机模具技术领域,尤其涉及一种发动机绝热封头模具。
背景技术:
2.封头是固体火箭发动机重要结构部件,用于承受发动机高温高速燃气流烧蚀和收敛处更恶劣的急速冲刷,使用环境十分恶劣,因此封头具有较高的绝热要求。
3.目前国内大部分绝热层的成型工艺是在燃烧室壳体内壁粘贴绝热材料生料,在两端封闭的状态下依靠气囊充气加压的技术措施,在高温下高压下固化成型,同时完成绝热层与壳体的界面粘接。
4.其中,软质材料在高压固化前位于模压槽内,模压槽边缘的高度对应软质材料的目标高度,阳模对软质材料进行加压的过程中,软质材料容易从模压槽边缘溢出。
技术实现要素:
5.因此,本实用新型提供一种发动机绝热封头模具,有效解决绝热封头的软质材料层在模压过程中容易从模压槽边缘溢出的问题。
6.本实用新型提供一种发动机绝热封头模具,包括:阴模组件;第一阳模,所述第一阳模设于所述阴模组件顶部,所述第一阳模朝向所述阴模组件的一侧为第一模面;第二阳模,所述第二阳模设于所述阴模组件顶部,所述第二阳模朝向所述阴模组件的一侧为第二模面,其中,所述第一阳模和所述第二阳模用于在所述阴模组件上进行替换,所述第一模面至所述阴模组件的距离大于所述第二阳模至所述阴模组件的距离;安装座,所述安装座位于所述阴模组件中心;其中,所述第一阳模或所述第二阳模设有第一限位部,所述安装座的顶面支撑所述第一限位部,并且所述安装座的顶面高度介于所述第一模面和所述第二模面之间。
7.采用该技术方案后所达到的技术效果:所述第二阳模的底面低于所述第一阳模的底面,所述第二阳模在所述阴模组件的顶部加压时,形成第二模压槽,用于发动机绝热封头底层材料的固化成型;所述第二阳模替换为所述第一阳模后,所述第一阳模和底层材料之间具有空隙,形成第一模压槽,用于第二层材料的固化成型,从而实现不同材质层的模压制造;相应的,增加阳模的数量,可以增加材料层的数量;当所述第一模面和所述第二模面之间为软质材料层时,所述软质材料容纳于所述第一限位部朝向所述第一模压槽的一侧,避免所述软质材料从所述第一限位部底面和所述安装座的顶面之间大量溢出,导致浪费。
8.进一步的,所述发动机绝热封头模具,还包括:阴模底座,所述阴模底座设于所述阴模组件底部;其中,所述安装座包括底座支撑面,所述阴模底座朝内的一端设于所述底座支撑面。
9.采用该技术方案后所达到的技术效果:所述阴模底座用于支撑所述阴模组件,提高所述阴模组件的强度,避免所述阴模组件在模压过程中形变;所述安装座支撑所述阴模底座内侧,进一步提高所述阴模底座的稳定性。
10.进一步的,所述发动机绝热封头模具,还包括阳模延伸件,所述阳模延伸件环绕于所述第一阳模或所述第二阳模外侧;所述阴模底座的顶面连接所述阳模延伸件。
11.采用该技术方案后所达到的技术效果:所述阴模底座用于支撑所述阳模延伸件,同时,对所述第一阳模或所述第二阳模的模压动作起到限位作用,避免所述阴模组件或所述绝热封头形变。
12.进一步的,所述阴模底座包括:第一排料槽和第一排料通道,所述第一排料槽和第一排料通道对应所述阳模延伸件底部,所述第一排料槽周向开设于所述阴模底座顶面,所述第一排料槽通过至少一个所述第一排料通道连通至所述阴模底座的外侧面。
13.采用该技术方案后所达到的技术效果:所述第一阳模或所述第二阳模在模压过程中,从所述阴模底座顶部溢出的少量材料汇集在所述第一排料槽,并可以从所述第一排料通道排出;所述第一排料槽周向设置,相应的,所述第一排料通道也可以周向设置,避免模压的材料从任意一侧溢出。
14.进一步的,所述阴模组件远离所述安装座的一端与所述阳模延伸件的底部接触。
15.采用该技术方案后所达到的技术效果:所述阳模延伸件对绝热封头材料边缘起到限位和密封作用。
16.进一步的,所述阴模组件还包括:阴模单元和阴模安装件,所述阴模单元底部设有阴模安装槽,所述阴模安装件设于所述阴模安装槽,所述阴模安装件连接所述安装座。
17.采用该技术方案后所达到的技术效果:所述阴模安装件用于将所述阴模单元稳定安装至所述安装座,便于所述绝热封头成型;所述阴模单元和所述阴模安装件分别生产并相互装配,使得二者可以是材质不同的两个零件,例如所述阴模单元采用耐腐蚀或绝热材质,所述阴模安装件可以采用高强度的材质。
18.进一步的,所述安装座顶部设有至少一个支承台阶,所述阴模组件与所述支承台阶配合。
19.采用该技术方案后所达到的技术效果:所述支承台阶进一步提高所述阴模组件在所述安装座上的径向精度,使所述阴模组件更加稳定,所述绝热封头的形状更加标准。
20.进一步的,所述安装座包括第二排料槽和第二排料通道,所述第二排料槽对应所述第一限位部的底部,所述第二排料槽周向开设于所述安装座顶面,所述第二排料通道周向开设于所述安装座的内侧面,所述第二排料槽连通所述第二排料通道。
21.采用该技术方案后所达到的技术效果:所述第一阳模或所述第二阳模在模压过程中,从所述安装座顶面溢出的少量材料能够汇集在所述第二排料槽,并可以从所述第二排料通道排出至所述安装座底部。
22.进一步的,所述第一阳模包括第二限位部,所述第二限位部延伸至所述安装座内,并且所述第二限位部覆盖所述第二排料通道。
23.采用该技术方案后所达到的技术效果:所述第二限位部进一步引导所述第二排料通道内的液态材料竖直向下流动,便于溢出的少量液态材料回收。
24.进一步的,所述发动机绝热封头模具,还包括至少一个气囊槽,所述气囊槽周向开设于所述第一阳模顶部或所述第二阳模的顶部。
25.采用该技术方案后所达到的技术效果:所述气囊槽用于容纳气囊,通过气囊的充气,实现对所述第一阳模和所述第二阳模的加压,便于材料固化成型。
26.综上所述,本技术上述各个技术方案可以具有如下一个或多个优点或有益效果:i)所述第二阳模的顶面低于所述第一阳模的顶面,所述第二阳模安装至所述阴模组件的顶部时,形成第二模压槽,用于发动机绝热封头底层材料的固化成型;ii)所述第二阳模替换为所述第一阳模后,所述第一阳模和底层材料之间具有空隙,形成第一模压槽,用于第二层材料的固化成型,从而实现不同材质层的模压制造;iii)当所述第一模面和所述第二模面之间为软质材料层时,所述软质材料容纳于所述第一限位部朝向所述第一模压槽的一侧,所述第一限位部的侧面能够避免所述软质材料从所述第一限位部底面和所述安装座的顶面之间大量溢出,导致浪费;iv)所述第一排料槽、所述第一排料通道、所述第二排料槽和所述第二排料通道能够收集溢出的材料。
附图说明
27.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
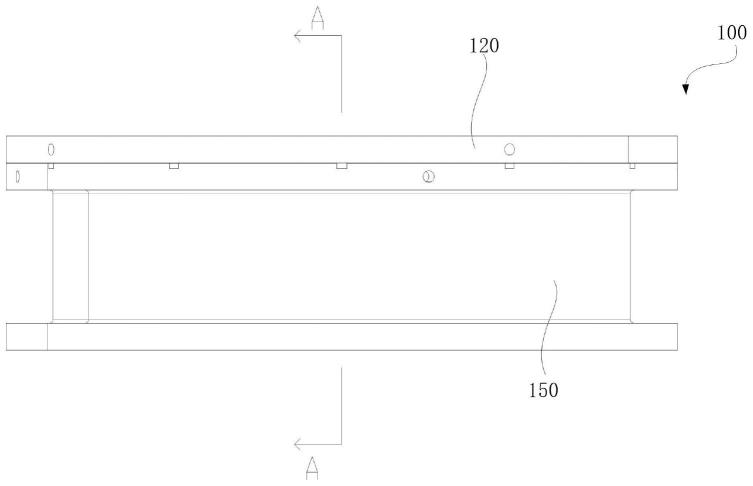
28.图1为本实用新型实施例提供的一种发动机绝热封头模具的结构示意图。
29.图2为图1中的a-a方向的剖视图。
30.图3为图2中i区域的局部放大图。
31.图4为第二阳模和安装座的连接示意图。
32.图5为图2中第一阳模的结构示意图。
33.图6为图2中安装座的结构示意图。
34.图7为图2中阴模底座的结构示意图。
35.主要元件符号说明:
36.100为发动机绝热封头模具;110为阴模组件;111为阴模单元;112为阴模安装件;120为第一阳模;121为第一模面;122为第一限位部;123为阳模延伸件;124为气囊槽;125为第二限位部;130为第二阳模;131为第二模面;140为安装座;141为支承台阶;142为第二排料槽;143为第二排料通道;144为导向斜面;150为阴模底座;151为第一排料槽;152为第一排料通道。
具体实施方式
37.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
38.参见图1-7,其为本实用新型实施例提供的一种发动机绝热封头模具100,包括:阴模组件110;第一阳模120,第一阳模120设于阴模组件110顶部,第一阳模120朝向阴模组件110的一侧为第一模面121;第二阳模130,第二阳模130设于阴模组件110顶部,第二阳模130朝向阴模组件110的一侧为第二模面131,其中,第一阳模120和第二阳模130用于在阴模组件110上进行替换,第一模面121至阴模组件110的距离大于第二阳模130至阴模组件110的
距离;安装座140,安装座140位于阴模组件110中心;其中,第一阳模120或第二阳模130设有第一限位部122,安装座140的顶面支撑第一限位部122,并且安装座140的顶面高度介于第一模面121和第二模面131之间。
39.在本实施例中,第二阳模130在阴模组件110的顶部加压时,形成第二模压槽,用于发动机绝热封头底层材料的固化成型;第二阳模130替换为第一阳模120后,因第二阳模130的底面低于第一阳模120的底面,第一阳模120和底层材料顶面之间扔具有空隙,形成第一模压槽,因此通过第一阳模120加压后可以实现第二层材料的固化成型,从而实现不同材质层的模压制造;相应的,增加阳模的数量,可以增加材料层的数量;当第一模面121和第二模面131之间为软质材料层时,软质材料在第一阳模120的挤压下会向两侧流动,而第一限位部122能够阻碍软质材料的流动,使软质材料容纳于第一限位部122朝向第一模压槽的一侧,避免软质材料从第一限位部122底面和安装座140的顶面之间大量溢出,导致浪费。
40.在一个具体的实施例中,发动机绝热封头模具100例如还包括:阴模底座150,阴模底座150设于阴模组件110底部。其中,阴模组件110的底面和阴模底座150的顶面为相互匹配的弧面,使得阴模底座150能够有效支撑阴模组件110,提高阴模组件110的强度,避免阴模组件110在模压过程中形变。
41.优选的,安装座140包括底座支撑面,阴模底座150朝内的一端设于底座支撑面。举例来说,阴模底座150朝向其中心轴线的一侧设有开口,安装座140远离其中心轴线的一端深入所述开口中,从而实现对所述阴模底座150的支撑。安装座140支撑阴模底座150内侧,进一步提高阴模底座150的稳定性。
42.在一个具体的实施例中,发动机绝热封头模具100例如还包括:阳模延伸件123,阳模延伸件123环绕于第一阳模120或第二阳模130外侧。举例来说,阳模延伸件123底面为水平面,所述水平面与第一阳模120或第二阳模130底部的弧面连接,阴模底座150的顶面连接阳模延伸件123底部的水平面,从而实现阴模底座150对阳模延伸件123的支撑作用。同时,在第一阳模120或第二阳模130的加压过程中,阴模底座150与阳模延伸件123的配合,即对第一阳模120或第二阳模130起到限位作用,避免第一阳模120或第二阳模130进一步下降,使得第一阳模120或第二阳模130加压形成的材料层不易形变,同时,也避免阴模组件110形变。
43.在一个具体的实施例中,阴模底座150例如包括:第一排料槽151和第一排料通道152,第一排料槽151和第一排料通道152对应阳模延伸件123底部。举例来说,第一排料槽151周向开设于阴模底座150顶面,形成环形结构,并且第一排料槽151与第一阳模120或第二阳模130的弧形底面具有间距,使得第一阳模120或第二阳模130在模压过程中,模压的液态材料不容易渗出,少量溢出的液态材料也能够汇集在第一排料槽151,实现收集。
44.优选的,第一排料槽151通过至少一个第一排料通道152连通至阴模底座150的外侧面,第一排料槽151内的液态材料可以从第一排料通道152排出。举例来说,第一排料通道152的方向沿第一阳模120或第二阳模130的径向设置,并且第一排料通道152等间距环绕第一阳模120或第二阳模130,使得任意一侧溢出的液态材料都能够实现收集。
45.在一个具体的实施例中,阴模组件110远离安装座140的一端与阳模延伸件123的底部接触。阳模延伸件123对绝热封头材料边缘起到限位和密封作用,液态材料不容易从阴模组件110顶部溢出。
46.在一个具体的实施例中,阴模组件110例如还包括:阴模单元111和阴模安装件112,阴模单元111底部设有阴模安装槽,阴模安装件112设于阴模安装槽,阴模安装件112连接安装座140。其中,阴模安装件112用于将阴模单元111稳定安装至安装座140,便于绝热封头成型;阴模单元111和阴模安装件112分别生产并相互装配,使得二者可以是材质不同的两个零件,例如阴模单元111采用耐腐蚀或绝热材质,阴模安装件112可以采用高强度的材质,从而同时起到绝热、支承等作用。
47.优选的,阴模安装槽靠近阴模单元111的一侧,举例来说,阴模单元111的一侧为薄壁结构,阴模安装槽一侧可以形变,便于阴模安装件112安装和锁定。
48.在一个具体的实施例中,安装座140顶部设有至少一个支承台阶141,阴模组件110与支承台阶141配合。举例来说,阴模单元111相对所述薄壁结构的另一侧可通过多个支承台阶141与安装座140配合;阴模安装件112底部也可以通过多个支承台阶141与安装座140配合。其中,支承台阶141顶部的水平面用于支撑阴模组件110,支承台阶141的侧面用于对阴模组件110实现安装座140径向的定位,进一步提高阴模组件110在安装座140上的径向精度,使阴模组件110更加稳定,使绝热封头的形状更加标准。
49.在一个具体的实施例中,安装座140例如包括第二排料槽142和第二排料通道143,第二排料槽142对应第一限位部122的底部,第二排料槽142周向开设于安装座140顶面,并且,安装座140朝向阴模组件110的侧面与第二排料槽142之间具有间隙,在该间隙内安装座140顶面与第一限位件底面抵接,使得第一阳模120或第二阳模130在模压过程中,液态材料不容易从安装座140顶部溢出,即使少量液态材料进入安装座140和第一限位件之间,也能够汇集在第二排料槽142进行收集。
50.优选的,第二排料通道143周向开设于安装座140的内侧面,第二排料槽142连通第二排料通道143,使得液态材料可以沿安装座140的内侧面向下流动,排出至安装座140底部。
51.优选的,第一阳模120包括第二限位部125,第二限位部125延伸至安装座140内,并且第二限位部125覆盖第二排料通道143。举例来说,安装座140的内侧面形成圆柱状空腔,第二限位部125与所述圆柱状空腔匹配,第二限位部125进一步引导第二排料通道143内的液态材料竖直向下流动,便于溢出的少量液态材料回收。
52.优选的,第二排料槽142和第二排料通道143之间设有导向斜面144,导向斜面144进一步引导液态材料从第二排料槽142流动至第二排料通道143,避免液态材料滞留在第二排料槽142。
53.在一个具体的实施例中,发动机绝热封头模具100例如还包括至少一个气囊槽124,气囊槽124周向开设于第一阳模120顶部或第二阳模130的顶部。其中,气囊槽124用于容纳气囊,通过气囊的充气,实现对第一阳模120和第二阳模130的加压,便于材料固化成型。
54.优选的,第一阳模120顶部或第二阳模130的顶部通过多个径向设置的隔板均匀分割为多个气囊槽124,从而增大气囊槽124的容积,提高气囊的加压效果。
55.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等
同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1