一种破损皮带冷补固定夹具的制作方法
1.本实用新型涉及夹具技术领域,尤其涉及一种破损皮带冷补固定夹具。
背景技术:
2.灵东煤矿主运强力采用jtl160/300/2
×
560带式输送机,运量3000t/h、运输长度1300m、带宽1600mm、带速4.0m/s,每天连续运转20小时,每年运行365天。因运转时间长,运量较高,带面存在磨损或原煤砸伤情况,导致承载带面易出现破口或局部磨损漏出钢丝绳,为保证皮带使用寿命,检修工需对此情况进行处理。局部硫化时间较长,不适宜高强度生产,为实现短时间内高效检修,保证安全生产运转,常采用冷补方式进行修复皮带破口或磨损处。
3.冷补方式修复皮带承载面中间破口时出现未等冷补料凝固,就顺破口滴漏现象;上槽皮带为槽型,边缘与水平面夹角为35
°
,修复上槽皮带边缘破口时出现未等冷补料凝固,就顺带面流淌或滴漏现象,冷补效果不好,使用寿命不长,存在安全隐患。
4.因此,针对以上不足,需要提供一种破损皮带冷补固定夹具。
技术实现要素:
5.(一)要解决的技术问题
6.本实用新型要解决的技术问题是解决冷补上槽皮带时冷补料易流淌的问题。
7.(二)技术方案
8.为了解决上述技术问题,本实用新型提供了一种破损皮带冷补固定夹具,包括两块钢板、两组内夹钢筋和两组外夹钢筋,内夹钢筋和外夹钢筋均为钢筋弯折而成的u型结构,两块钢板分别抵接在皮带倾斜面的上下两端面,钢板覆盖皮带上的冷补区,内夹钢筋两端抵接在两块钢板高度低的外侧,外夹钢筋两端抵接在两块钢板高度高的外侧。
9.作为对本实用新型的进一步说明,优选地,钢板与皮带的接触面上贴有耐高温薄膜。
10.作为对本实用新型的进一步说明,优选地,内夹钢筋长度大于外夹钢筋长度,内夹钢筋和外夹钢筋一端长度均小于另一端长度。
11.作为对本实用新型的进一步说明,优选地,内夹钢筋长度短的一端焊接有内夹螺母,内夹螺母内螺纹连接有内夹螺杆,内夹螺杆底端与钢板抵接;外夹钢筋长度短的一端焊接有外夹螺母,外夹螺母内螺纹连接有外夹螺杆,外夹螺杆底端与钢板抵接。
12.作为对本实用新型的进一步说明,优选地,内夹钢筋长度长的一端固连有方形的垫块,垫块端面突出内夹钢筋外,垫块端面与钢板抵接。
13.作为对本实用新型的进一步说明,优选地,内夹螺杆和外夹螺杆均位于皮带上部。
14.作为对本实用新型的进一步说明,优选地,内夹螺杆顶端固连有内夹手柄,内夹手柄长度方向与内夹螺杆长度方向垂直;外夹螺杆顶端固连有外夹手柄,外夹手柄长度方向与外夹螺杆长度方向垂直。
15.作为对本实用新型的进一步说明,优选地,内夹手柄一端突出内夹螺杆外,外夹手柄两端均突出外夹螺杆外。
16.作为对本实用新型的进一步说明,优选地,内夹手柄和外夹手柄的长度不小于10cm。
17.作为对本实用新型的进一步说明,优选地,两组内夹钢筋间隔分布在钢板对称线两侧,两组外夹钢筋间隔分布在钢板外侧两端。
18.(三)有益效果
19.本实用新型的上述技术方案具有如下优点:
20.本实用新型通过设置一种简易夹具,彻底解决了制约着短时间内皮带高效检修中冷补方式质量不高,效果不好的问题,保证冷补外形平整,延长冷补胶使用寿命,解决冷补胶凝固期流淌和滴漏问题,降低修补难度,减少修补时间,保证冷补质量,更好的促进安全生产,节约成本费用开支,提高皮带检修作业效率。
附图说明
21.图1是本实用新型的使用效果俯视图;
22.图2是本实用新型的使用效果仰视图;
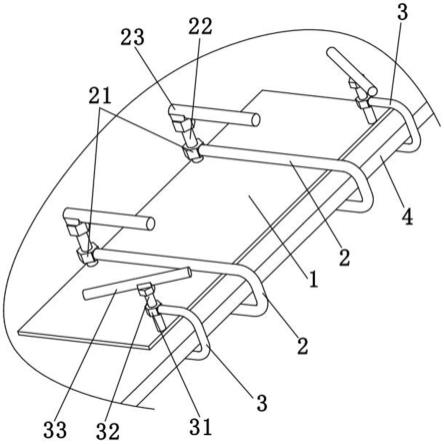
23.图3是本实用新型的内夹螺杆和外夹螺杆的安装位置图;
24.图4是本实用新型的垫块位置图。
25.图中:1、钢板;2、内夹钢筋;21、内夹螺母;22、内夹螺杆;23、内夹手柄;24、垫块;3、外夹钢筋;31、外夹螺母;32、外夹螺杆;33、外夹手柄;4、皮带。
具体实施方式
26.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.一种破损皮带冷补固定夹具,结合图1、图2,包括两块钢板1、两组内夹钢筋2和两组外夹钢筋3,两块钢板1分别抵接在皮带4倾斜面的上下两端面,钢板1覆盖皮带4上的冷补区。内夹钢筋2两端抵接在两块钢板1高度低的外侧,外夹钢筋3两端抵接在两块钢板1高度高的外侧。
28.结合图1、图2,钢板1为普通方形平面钢板,厚度不超过10mm,以降低钢板1重量减少钢筋的夹持负担。钢板1与皮带4的接触面上贴有耐高温薄膜,防止冷补胶粘连钢板1。内夹钢筋2和外夹钢筋3均为钢筋弯折而成的u型结构,以使内夹钢筋2和外夹钢筋3能够夹持两块钢板1。两组内夹钢筋2间隔分布在钢板1对称线两侧,两组外夹钢筋3间隔分布在钢板1外侧两端,以确保对钢板1夹持全面和稳定。
29.在对皮带4进行冷补时,先采用专用清洗剂清理带面破口,再将两张与钢板1夹具尺寸一致的耐高温薄膜分别贴在钢板1上。冷补时,在冷补带面下先用一张钢板1与皮带4底部贴合防止滴漏,随后在破口上边沿浇筑冷补胶,当冷补胶填满破口后用另一片钢板迅速
盖住破口防止流淌,此时在钢板1四角处分别用内夹钢筋2和外夹钢筋3紧固,保证一定的紧固力,等待冷补料凝固,冷补料凝固后即可拆卸内夹钢筋2、外夹钢筋3和钢板1完成皮带冷补。
30.结合图3、图4,内夹钢筋2长度大于外夹钢筋3长度,可实现内夹钢筋2和外夹钢筋3夹持钢板1不同位置。内夹钢筋2和外夹钢筋3一端长度均小于另一端长度,内夹钢筋2长度短的一端焊接有内夹螺母21,内夹螺母21内螺纹连接有内夹螺杆22,内夹螺杆22底端与钢板1抵接。外夹钢筋3长度短的一端焊接有外夹螺母31,外夹螺母31内螺纹连接有外夹螺杆32,外夹螺杆32底端与钢板1抵接。设置内夹螺母21和外夹螺母31可以使内夹螺杆22和外夹螺杆32与钢板1抵接或不接触,配合另一端的钢筋实现夹持钢板1或放松钢板1的作用。另外内夹螺杆22和外夹螺杆32均位于皮带4上部,可便于工作人员操作内夹螺杆22和外夹螺杆32。
31.结合图3、图4,内夹螺杆22顶端固连有内夹手柄23,内夹手柄23长度方向与内夹螺杆22长度方向垂直。外夹螺杆32顶端固连有外夹手柄33,外夹手柄33长度方向与外夹螺杆32长度方向垂直,内夹手柄23一端突出内夹螺杆22外,外夹手柄23两端均突出外夹螺杆32外,内夹手柄23和外夹手柄33的长度不小于10cm。设置内夹手柄23和外夹手柄33提高内夹螺杆22和外夹螺杆32的可操作性,使工作人员更便于旋动内夹螺杆22和外夹螺杆32。
32.结合图3、图4,内夹钢筋2长度长的一端固连有方形的垫块24,垫块24端面突出内夹钢筋2外,垫块24端面与钢板1抵接,设置垫块24可增加内夹钢筋2与钢板1的接触面积,提高内夹钢筋2的夹持效果,弥补内夹钢筋2长度较长且点接触造成的夹持不稳定问题。
33.综上所述,皮带4在每天连续运转20小时,每年运行365天的高强度运输生产运转中,本技术的冷补夹具结合冷补料解决了短时间内无法高效检修难题,在带面出现磨损、原煤砸伤或局部漏出钢丝绳情况,无需局部硫化处理,就可保证皮带4冷补外形平整,大大延长了冷补胶使用寿命,操作简单,减少作业时间,冷补胶凝固后外形平整,质量较高,缩短了检修时间,降低职工劳动强度,减少成本费用开支,提高皮带检修作业效率,保障了皮带运输安全。
34.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1