一种二次脱模机构的制作方法
1.本实用新型涉及注塑模具领域,尤其是涉及一种能够避免产品凸起与模具部件粘连的二次脱模机构。
背景技术:
2.如图1所示,所需的产品a的两侧设置有凸轴a1,该凸轴a1为齿轮传动的轴芯,凸轴a1需要直线度等高要求,避免传动过程中存在卡涩等情况。
3.因凸轴a1注塑成型的要求直线度等必要参数,现有的注塑模具中产品的凸轴与模具部件出现粘连现象,导致凸轴无法确保直线度等参数,直接影响传动效果,降低产品品质。
4.因此,如何改进现有注塑模具的内部结构,避免凸轴a1与模具部件出现粘连现象是本领域技术人员需要解决的技术问题之一。
技术实现要素:
5.为解决上述现有技术中存在的技术问题,本实用新型的目的在于提供一种能够避免产品凸起与模具部件粘粘的二次脱模机构。
6.为实现上述目的,本实用新型采用以下技术方案:
7.一种二次脱模机构,其包括第一滑块、第二滑块、抽芯镶块,其中:
8.所述抽芯镶块一端面为模具中成型腔的侧壁,该抽芯镶块由第一滑块镶件及两个第二滑块镶件构成,两个第二滑块镶件对称分布于所述第一滑块镶件的两侧,所述第一滑块镶件的端面上开设有成型孔,所述成型孔与成型腔连通;
9.所述第一滑块与第一滑块镶件连接并联动,所述第二滑块与两个所述第二滑块镶件连接并联动;所述第一滑块与第二滑块之间通过弹簧及等高螺栓连接,并延迟联动,以实现二次脱模。
10.进一步优选的:所述弹簧横置于相邻设置的第一滑块与第二滑块之间;
11.所述第一滑块靠近第二滑块,弹簧压缩蓄能;第一滑块远离第二滑块,弹簧复位释能。
12.进一步优选的:所述等高螺栓装于相邻设置的第一滑块与第二滑块之间。
13.进一步优选的:所述第一滑块镶件穿设气针,所述气针的出气端对应所述成型孔设置。
14.进一步优选的:所述抽芯镶块一端面由第一滑块镶件的端面,及两个第二滑块镶件的端面组成。
15.进一步优选的:所述第二滑块镶件靠近成型腔的端面为抵压面。
16.进一步优选的:每个所述第二滑块镶件为长条形状的块体。
17.进一步优选的:所述第一滑块与抽芯气缸连接并联动,其穿设斜导柱。
18.采用上述技术方案后,本实用新型与背景技术相比,具有如下优点:
19.本实用新型针对产品侧面的凸轴,设计并制造出二次脱模机构,专用于凸轴的抽芯脱模;二次脱模机构中两个第二滑块镶件夹持第一滑块镶件设计,第一滑块镶件由第一滑块带动进行一次脱模,滑动脱模的距离大于所述凸轴的轴向长度,此时,两个第二滑块镶件抵于产品侧面,避免凸轴与滑块之间的粘连现象;第一滑块持续抽芯滑动位移,进而驱动第二滑块,该第二滑块带动两个第二滑块镶件抽芯滑动位移,而完成二次脱模,从而确保产品的凸轴符合加工要求,确保传动效果,提升产品品质,解决现有技术中存在的技术问题。
附图说明
20.图1是脱模产品a的结构示意图;
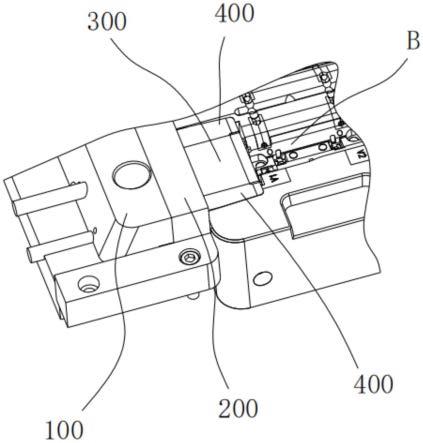
21.图2是本实用新型实施例中所述一种二次脱模机构的结构示意图;
22.图3是本实用新型实施例中所述一种二次脱模机构处于一次脱模动作后的结构示意图;
23.图4是本实用新型实施例中所述第一滑块镶件的结构剖面图。
具体实施方式
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
25.在本实用新型中需要说明的是,术语“上”“下”“左”“右”“竖直”“水平”“内”“外”等均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示本实用新型的装置或元件必须具有特定的方位,因此不能理解为对本实用新型的限制。
26.实施例
27.如图1及图2所示,一种二次脱模机构,其对应注塑模具中的产品成型位设置,所述产品成型位为产品注塑成型的成型腔b;所述二次脱模机构的数量是根据产品a具有凸轴a1侧面的数量相适配。要求注塑加工的产品所要求(见图1),成型腔b的一侧设置有二次脱模机构。
28.一种脱模机构为二次脱模机构,其包括第一滑块100、第二滑块200及抽芯镶块。
29.所述抽芯镶块一端面为模具中成型腔b的侧壁,该抽芯镶块由第一滑块镶件300及两个第二滑块镶件400构成,两个第二滑块镶件400对称分布于所述第一滑块镶件300的两侧,所述第一滑块镶件300的端面上开设有成型孔310,所述成型孔310成型腔连通;
30.所述抽芯镶块靠近成型腔b的一端面由第一滑块镶件300的端面,及两个第二滑块镶件400的端面组成。
31.所述第一滑块镶件300为矩形状块体,其靠近成型腔的的端面上开设有成型孔310,所述成型孔310的数量等相关参数与产品侧壁上的凸轴a1相适配,该成型孔310为凸轴a1的成型腔,任一所述成型孔310与成型腔b连通。需要说明的是:所述第一滑块镶件300安装有气针320,所述气针320的进气口与气缸连通,出气口则对应成型孔310设置并与成型孔310连通;优选的是:气针320为直线型气针,并与所述成型孔310同轴分布。
32.在本实施例中:产品需求其一侧面具有两个凸轴a1,对应两个凸轴a1,所述第一滑
块镶件300开设有两个成型孔310,每个成型孔310均与成型腔b连通,每个成型孔310均设置有所述气针320,实现气动脱模。
33.所述第二滑块镶件400为长条形状的块体,两个所述第二滑块镶件400对称分布于所述第一滑块镶件300的两侧,所述第二滑块镶件400靠近成型腔b 的端面超出于第一滑块镶件300靠近成型腔b的端面设置;每个第二滑块镶件 400靠近成型腔b的端面为抵压面,该抵压面抵于成型后的产品a侧壁上。
34.所述第一滑块100与第二滑块200相邻设置,所述第一滑块100远离所述第一滑块镶件300及第二滑块镶件400设置,而第二滑块200靠近所述第一滑块镶件300及第二滑块镶件400设置;即:所述第一滑块100远离成型腔b设置,另一端靠近所述成型腔b设置。
35.具体的说:所述第一滑块100为矩形块体,其远离所述成型腔b的侧面为倾斜面,该第一滑块100上穿设有斜导柱(未示出),并由气缸驱动朝向远离所述成型腔b的方向,直线滑动位移;所述第二滑块200为条形块体,并设置于所述第一滑块100旁侧。
36.所述第一滑块100与第一滑块镶件300连接并联动,所述第二滑块200与两个所述第二滑块镶件400连接并联动。
37.所述第一滑块100与第二滑块200之间通过弹簧500及等高螺栓600连接,并延迟联动。所述弹簧500横置于相邻设置的第一滑块100与第二滑块200之间;所述第一滑块100靠近第二滑块200,弹簧500压缩蓄能;第一滑块100 远离第二滑块200,弹簧500复位释能。所述等高螺栓600装于相邻设置的第一滑块100与第二滑块200之间。需要说明的是:所述等高螺栓600与弹簧500 配合实现第一滑块100与第二滑块200之间的延迟联动。
38.更具体的说:第一滑块100由气缸驱动远离所述成型腔b方向直线滑动位移,当第一滑块100滑动后,第一滑块100与第二滑块200的弹簧500因复位释能,及等高螺栓600的限位使得第二滑块200在第一滑块100滑动位移后,才开始朝向第一滑块100滑动方向进行滑动位移。即:第一滑块100独自滑动一段距离,而后第一滑块100与第二滑块200同时滑动位移。
39.需要注意的是:所述等高螺栓600上光滑段轴向的长度,就是第一滑块100 独自滑动的距离,也就是第一滑块100带动第一滑块镶件300进行一次脱模的位移距离。
40.因第一滑块100与第二滑块200之间的延迟联动,进而依次驱动第一滑块镶件300及第二滑块镶件400有序滑动脱模,具体如下:
41.一次脱模:气缸驱动第一滑块100及第一滑块镶件300朝向远离所述成型腔b的方向,直线滑动位移;第一滑块100及第一滑块镶件300滑动位移一定距离,此时,所述第一滑块镶件300成型孔内的产品a凸轴a1完全从成型孔 310内脱出,而两个所述第二滑块镶件400抵于成型后产品同一侧面的两端,从而确保凸轴a1的直线度等参数,进而确保产品品质;
42.需要说明的是:在一次脱模的过程中,所述第一滑块镶件300内安装的气针与气缸联动,实现对产品a凸轴a1的气动脱出,进一步避免凸轴a1与成型孔310内壁粘连现象,进一步确保产品品质;
43.更值得注意的是:所述一次脱模中第一滑块100及第一滑块镶件300滑动位置的距离大于产品上凸轴的轴向长度,在本实施例中:任一所述凸轴a1的轴向长度为4.6mm,所述一次脱模中第一滑块100及第一滑块镶件300滑动位置的距离为5mm。
44.二次脱模:因等高螺栓600的作用,第一滑块100驱动第二滑块200朝向远离所述成型腔b的方向,直线滑动位移,第二滑块200带动两个所述第二滑块镶件400与注塑后的产品a脱离,从而实现产品a的完整抽芯脱模。
45.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1