一种精准定位的机械视觉模具状态检测系统
1.本发明涉及模具状态检测技术领域,具体为一种精准定位的机械视觉模具状态检测系统。
背景技术:
2.模具是在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。应用内腔形状可使坯料获得相应的立体形状。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,对模具的状态检测,可以进一步提升模具的成型精度,需要用到机械视觉模具状态检测系统。
3.市场上的机械视觉模具状态检测系统存在检测精度较低,不便于根据实际检测的模具尺寸进行对应的调节工作,实际使用范围受到限制的缺点。
技术实现要素:
4.本发明的目的在于提供一种精准定位的机械视觉模具状态检测系统,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种精准定位的机械视觉模具状态检测系统,包括定位座和检测组件,所述定位座的上端边缘处穿设有定位螺栓,且定位座的上端设置有用于安装调节的调节组件,所述调节组件的上端设置有用于检测调整的调整组件,且调整组件的一侧设置有用于跟随检测的跟随组件,用于模具状态检测的所述检测组件安置于跟随组件的另一侧,且检测组件包括c形安置块、连接滑块、连接槽体、连接螺栓、检测摄像头、红外传感器、影像检测仪和传输天线,且c形安置块的外侧设置有连接滑块,所述连接滑块的外侧连接有连接槽体,所述c形安置块的两端穿设有连接螺栓,且c形安置块的内壁安置有检测摄像头,所述c形安置块的两端内壁中部安置有红外传感器,且c形安置块的两端外侧安置有影像检测仪,所述影像检测仪的一侧连接有传输天线。
6.进一步的,所述调节组件包括第一调节座、调节套体、连接块、定位旋钮、第二调节座、紧固螺杆、连接环和定位夹块,且第一调节座的一侧两端设置有调节套体,所述调节套体的内侧连接有连接块,且调节套体的上端穿设有定位旋钮,所述连接块的另一端连接有第二调节座,所述第一调节座与第二调节座的内侧前后两端均穿设有紧固螺杆,且紧固螺杆的一端连接有连接环,所述连接环的另一侧衔接有定位夹块。
7.进一步的,所述连接块的外侧贴合于调节套体的内侧,且第二调节座通过连接块、调节套体与第一调节座之间滑动连接。
8.进一步的,所述紧固螺杆与定位夹块呈垂直状分布,且定位夹块通过连接环与紧
固螺杆之间转动连接。
9.进一步的,所述调整组件包括l形安置块、运动滑块、运动套、驱动丝杆、同步电机和运动导轨,且l形安置块的底部两端设置有运动滑块,所述l形安置块的底部下端两端设置有运动套,且运动套的内侧连接有驱动丝杆,所述驱动丝杆的一端连接有同步电机,所述运动滑块的下端连接有运动导轨。
10.进一步的,所述运动滑块关于l形安置块的中心位置对称设置有两个,且运动套与l形安置块固定连接。
11.进一步的,所述跟随组件、包括驱动气缸、衔接块、定位滑块和定位导轨,且驱动气缸的下端连接有衔接块,所述衔接块的一侧设置有定位滑块,且定位滑块的内侧连接有定位导轨。
12.进一步的,所述定位滑块与衔接块固定连接,且定位滑块内侧呈凹槽状,并且衔接块通过定位滑块、驱动气缸与定位导轨之间滑动连接。
13.进一步的,所述连接槽体的内侧贴合于连接滑块的外侧,且连接滑块与c形安置块呈垂直状分布。
14.进一步的,所述检测摄像头等距分布于c形安置块的一侧,且检测摄像头设置有七个,并且红外传感器关于c形安置块的中心位置对称设置有两个。
15.本发明提供了一种精准定位的机械视觉模具状态检测系统,具备以下有益效果:该精准定位的机械视觉模具状态检测系统,通过多个组件之间的相互配合,实现对模具的机械视觉检测效果,确保上下模具在开闭合过程中两者之间相对位置的准确性,从而保证模具的实际注塑效果,可以根据模具的实际运动状态进行跟随式的检测工作,便于根据实际检测的模具尺寸进行对应的调节工作,使得该模具状态检测系统可以对不同大小尺寸的模具进行检测,同时可以对检测的数据进行远程的传输工作,以便于工作人员对检测数据进行查看;
16.1、本发明通过设置在定位座上端的调节组件,便于根据实际检测的模具尺寸进行对应的调节,通过设置在第一调节座上端一侧的调节套体,配合连接于第二调节座一侧的连接块,使得第一调节座与第二调节座之间的间距对应模具尺寸进行调节,配合设置有的定位旋钮对调节完成的连接块加以固定,同时设置于第一调节座及第二调节座内部两侧的定位夹块,可以对放置于第一调节座及第二调节座内侧的下模具进行定位夹持,进一步提升整个模具状态检测系统的稳定性及检测精度,同时转动连接的定位夹块与紧固螺杆,避免定位夹块跟随紧固螺杆转动,确保定位夹块通过紧固螺杆螺纹松紧对下磨具的紧固效果。
17.2、本发明通过设置在第一调节座及第二调节座上端的调整组件,便于进行检测模具尺寸的微调工作,设置在l形安置块底部下端两侧的运动套,配合运动套内侧连接有的驱动丝杆,使得驱动丝杆在同步电机的带动下,可以驱动l形安置块于第一调节座及第二调节座上端进行x轴直线位置上的左右移动,实现模具对应尺寸的调节工作,同时,配合设置有的运动滑块及运动导轨,确保l形安置块调节过程中的稳定性。
18.3、本发明通过设置在l形安置块一侧的跟随组件,便于对检测组件进行跟随驱动,使得检测组件可以跟随上模具的开闭合运动,进行对应方向及位置的运动工作,从而确保检测组件对模具状态的检测效果,设置在衔接块一侧的定位滑块,配合设置在l形安置块一
侧的定位导轨,使得衔接块在驱动气缸的驱动下,可以在l形安置块一侧进行y轴直线位置上的上下移动,从而确保整个检测组件跟随移动过程中的稳定性及对模具状态检测的精度。
19.4、本发明通过设置在c形安置块一侧的连接滑块,配合设置在衔接块另一侧的连接槽体,使得c形安置块可以在衔接块一侧进行滑动,使得c形安置块可以根据实际检测的模具尺寸进行更换对应型号的c形安置块,配合设置有的连接螺栓对c形安置块加以固定即可,通过设置在c形安置块内侧两端的红外传感器,可以对上模具的具体位置进行检测,配合跟随组件实现c形安置块跟随上模具对应移动的效果,通过设置在c形安置块内侧的检测摄像头,配合设置有的影像检测仪,可以对上下模具之间开合状态进行检测,配合传输天线可对检测的数据进行远程传输工作,便于工作人员进行查看。
附图说明
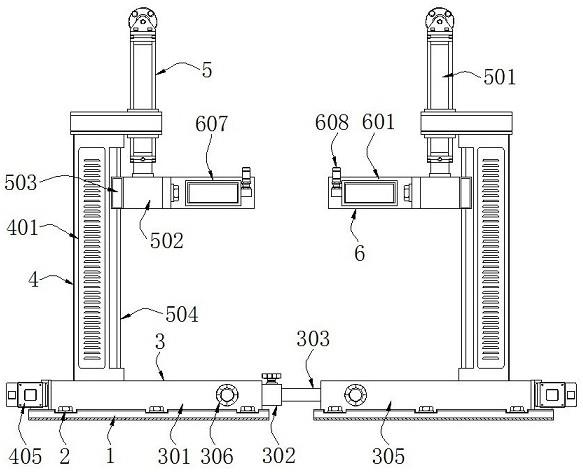
20.图1为本发明一种精准定位的机械视觉模具状态检测系统的整体结构示意图;
21.图2为本发明一种精准定位的机械视觉模具状态检测系统的c形安置块俯视结构示意图;
22.图3为本发明一种精准定位的机械视觉模具状态检测系统的调整组件俯视结构示意图;
23.图4为本发明一种精准定位的机械视觉模具状态检测系统的c形安置块立体结构示意图;
24.图5为本发明一种精准定位的机械视觉模具状态检测系统的连接块俯视结构示意图;
25.图6为本发明一种精准定位的机械视觉模具状态检测系统的图2中a处放大结构示意图;
26.图7为本发明一种精准定位的机械视觉模具状态检测系统的图3中b处放大结构示意图。
27.图中:1、定位座;2、定位螺栓;3、调节组件;301、第一调节座;302、调节套体;303、连接块;304、定位旋钮;305、第二调节座;306、紧固螺杆;307、连接环;308、定位夹块;4、调整组件;401、l形安置块;402、运动滑块;403、运动套;404、驱动丝杆;405、同步电机;406、运动导轨;5、跟随组件;501、驱动气缸;502、衔接块;503、定位滑块;504、定位导轨;6、检测组件;601、c形安置块;602、连接滑块;603、连接槽体;604、连接螺栓;605、检测摄像头;606、红外传感器;607、影像检测仪;608、传输天线。
具体实施方式
28.请参阅图1-7,本发明提供一种技术方案:一种精准定位的机械视觉模具状态检测系统,包括定位座1和检测组件6,定位座1的上端边缘处穿设有定位螺栓2,且定位座1的上端设置有用于安装调节的调节组件3,调节组件3的上端设置有用于检测调整的调整组件4,且调整组件4的一侧设置有用于跟随检测的跟随组件5,用于模具状态检测的检测组件6安置于跟随组件5的另一侧,且检测组件6包括c形安置块601、连接滑块602、连接槽体603、连接螺栓604、检测摄像头605、红外传感器606、影像检测仪607和传输天线608,且c形安置块
601的外侧设置有连接滑块602,连接滑块602的外侧连接有连接槽体603,c形安置块601的两端穿设有连接螺栓604,且c形安置块601的内壁安置有检测摄像头605,c形安置块601的两端内壁中部安置有红外传感器606,且c形安置块601的两端外侧安置有影像检测仪607,影像检测仪607的一侧连接有传输天线608;
29.具体操作如下,设置在c形安置块601一侧的连接滑块602,配合设置在衔接块502另一侧的连接槽体603,使得c形安置块601可以在衔接块502一侧进行滑动,使得c形安置块601可以根据实际检测的模具尺寸进行更换对应型号的c形安置块601,配合设置有的连接螺栓604对c形安置块601加以固定即可,通过设置在c形安置块601内侧两端的红外传感器606,可以对上模具的具体位置进行检测,配合跟随组件5实现c形安置块601跟随上模具对应移动的效果,通过设置在c形安置块601内侧的检测摄像头605,配合设置有的影像检测仪607,可以对上下模具之间开合状态进行检测,配合传输天线608可对检测的数据进行远程传输工作,便于工作人员进行查看;
30.请参阅图1、图3、图5和图7,调节组件3包括第一调节座301、调节套体302、连接块303、定位旋钮304、第二调节座305、紧固螺杆306、连接环307和定位夹块308,且第一调节座301的一侧两端设置有调节套体302,调节套体302的内侧连接有连接块303,且调节套体302的上端穿设有定位旋钮304,连接块303的另一端连接有第二调节座305,第一调节座301与第二调节座305的内侧前后两端均穿设有紧固螺杆306,且紧固螺杆306的一端连接有连接环307,连接环307的另一侧衔接有定位夹块308,连接块303的外侧贴合于调节套体302的内侧,且第二调节座305通过连接块303、调节套体302与第一调节座301之间滑动连接,紧固螺杆306与定位夹块308呈垂直状分布,且定位夹块308通过连接环307与紧固螺杆306之间转动连接;
31.具体操作如下,设置在定位座1上端的调节组件3,便于根据实际检测的模具尺寸进行对应的调节,通过设置在第一调节座301上端一侧的调节套体302,配合连接于第二调节座305一侧的连接块303,使得第一调节座301与第二调节座305之间的间距对应模具尺寸进行调节,配合设置有的定位旋钮304对调节完成的连接块303加以固定,同时设置于第一调节座301及第二调节座305内部两侧的定位夹块308,可以对放置于第一调节座301及第二调节座305内侧的下模具进行定位夹持,进一步提升整个模具状态检测系统的稳定性及检测精度,同时转动连接的定位夹块308与紧固螺杆306,避免定位夹块308跟随紧固螺杆306转动,确保定位夹块308通过紧固螺杆306螺纹松紧对下磨具的紧固效果;
32.请参阅图1、图3和图7,调整组件4包括l形安置块401、运动滑块402、运动套403、驱动丝杆404、同步电机405和运动导轨406,且l形安置块401的底部两端设置有运动滑块402,l形安置块401的底部下端两端设置有运动套403,且运动套403的内侧连接有驱动丝杆404,驱动丝杆404的一端连接有同步电机405,运动滑块402的下端连接有运动导轨406,运动滑块402关于l形安置块401的中心位置对称设置有两个,且运动套403与l形安置块401固定连接;
33.具体操作如下,设置在第一调节座301及第二调节座305上端的调整组件4,便于进行检测模具尺寸的微调工作,设置在l形安置块401底部下端两侧的运动套403,配合运动套403内侧连接有的驱动丝杆404,使得驱动丝杆404在同步电机405的带动下,可以驱动l形安置块401于第一调节座301及第二调节座305上端进行x轴直线位置上的左右移动,实现模具
对应尺寸的调节工作,同时,配合设置有的运动滑块402及运动导轨406,确保l形安置块401调节过程中的稳定性;
34.请参阅图2、图3和图6,跟随组件5、包括驱动气缸501、衔接块502、定位滑块503和定位导轨504,且驱动气缸501的下端连接有衔接块502,衔接块502的一侧设置有定位滑块503,且定位滑块503的内侧连接有定位导轨504,定位滑块503与衔接块502固定连接,且定位滑块503内侧呈凹槽状,并且衔接块502通过定位滑块503、驱动气缸501与定位导轨504之间滑动连接,连接槽体603的内侧贴合于连接滑块602的外侧,且连接滑块602与c形安置块601呈垂直状分布,检测摄像头605等距分布于c形安置块601的一侧,且检测摄像头605设置有七个,并且红外传感器606关于c形安置块601的中心位置对称设置有两个;
35.具体操作如下,设置在l形安置块401一侧的跟随组件5,便于对检测组件6进行跟随驱动,使得检测组件6可以跟随上模具的开闭合运动,进行对应方向及位置的运动工作,从而确保检测组件6对模具状态的检测效果,设置在衔接块502一侧的定位滑块503,配合设置在l形安置块401一侧的定位导轨504,使得衔接块502在驱动气缸501的驱动下,可以在l形安置块401一侧进行y轴直线位置上的上下移动,从而确保整个检测组件6跟随移动过程中的稳定性及对模具状态检测的精度;
36.综上,该精准定位的机械视觉模具状态检测系统,使用时,首先,通过设置在定位座1上端的调节组件3,便于根据实际检测的模具尺寸进行对应的调节,通过设置在第一调节座301上端一侧的调节套体302,配合连接于第二调节座305一侧的连接块303,使得第一调节座301与第二调节座305之间的间距对应模具尺寸进行调节,配合设置有的定位旋钮304对调节完成的连接块303加以固定,然后通过定位座1及定位螺栓2对第一调节座301与第二调节座305进行定位固定,然后通过设置于第一调节座301及第二调节座305内部两侧的定位夹块308,可以对放置于第一调节座301及第二调节座305内侧的下模具进行定位夹持,设置在第一调节座301及第二调节座305上端的调整组件4,便于进行检测模具尺寸的微调工作,设置在l形安置块401底部下端两侧的运动套403,配合运动套403内侧连接有的驱动丝杆404,使得驱动丝杆404在同步电机405的带动下,可以驱动l形安置块401于第一调节座301及第二调节座305上端进行x轴直线位置上的左右移动,实现模具对应尺寸的调节工作,设置在c形安置块601一侧的连接滑块602,配合设置在衔接块502另一侧的连接槽体603,使得c形安置块601可以在衔接块502一侧进行滑动,使得c形安置块601可以根据实际检测的模具尺寸进行更换对应型号的c形安置块601,配合设置有的连接螺栓604对c形安置块601加以固定即可,通过设置在c形安置块601内侧两端的红外传感器606,可以对上模具的具体位置进行检测,配合跟随组件5实现c形安置块601跟随上模具对应移动的效果,设置在衔接块502一侧的定位滑块503,配合设置在l形安置块401一侧的定位导轨504,使得衔接块502在驱动气缸501的驱动下,可以在l形安置块401一侧进行y轴直线位置上的上下移动,通过设置在c形安置块601内侧的检测摄像头605,配合设置有的影像检测仪607,可以对上下模具之间开合状态进行检测,配合传输天线608可对检测的数据进行远程传输工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1