一种碳纤维复合材料的成型模具的制作方法
1.本实用新型涉及碳纤维技术领域,具体涉及一种碳纤维复合材料的成型模具。
背景技术:
2.碳纤维复合材料具有轻质化和强度大的优点,被广泛应用,尤其是在高端自行车领域,随着人们生活水平的不断提高,高档自行车的需求越来越多,自行车运动越来越普及,人们开始追求更加轻巧的骑行工具,碳纤维由于其轻而强的特点,非常适合制造轻量化的自行车。
3.现有技术中碳纤维复合材料在制成产品时,通常是通过在金属模具的模腔的固化腔铺设碳纤维纱层,再通过高温加热模具进行固化成型,但该方法该种方式过程繁琐,效率慢,使用脱模剂才能进行脱模,且脱模后金属模具内会残留(多余树脂);且不同的产品部件对于金属模具的固化腔的结构需求不同,需要开设多个金属模具,成本高。
技术实现要素:
4.本实用新型提出一种碳纤维复合材料的成型模具用于解决上述问题。
5.为实现上述目的,本实用新型采用以下技术方案:
6.一种碳纤维复合材料的成型模具,包括固化模具和可拆卸拼接的预型壳模,所述固化模具设有用于容纳所述预型壳模的固化腔,所述预型壳模设有与成型产品结构相适配的预型腔,所述预型腔的内壁用于铺设有若干层碳纤维复合材料的预型层用于形成产品的预型件,所述预型腔内设有尼龙风管,且所述尼龙风管在充气状态下支撑所述预型层紧密贴附于所述预型腔的内壁。
7.优选地,所述预型壳模包括若干组分体壳模拼接而成。
8.优选地,相邻两组所述分体壳模间通过卡合结构进行可拆卸拼接。
9.优选地,所述固化模具包括上固化模具和下固化模具,所述上固化模具可升降设置在所述下固化模具的正上方,所述上固化模具的底侧设有上固化槽,所述下固化模具的顶侧设有下固化槽,所述上固化槽和下固化槽配合形成用于容纳所述预型壳模的固化腔。
10.优选地,所述预型层包括若干层,且其采用碳纤维复合材料。
11.优选地,所述固化模具采用金属材质。
12.优选地,所述预型壳模采用塑料材质。
13.采用上述技术方案后,本实用新型与背景技术相比,具有如下优点:
14.1、本实用新型提供一种碳纤维复合材料的成型模具,先在各个分体壳模的内侧铺设碳纤维复合材料的预型层,再将各一级分体壳模进行拼装组合形成预型壳模,然后将预型壳模放入通过在固化模具内进行固化成型,预型壳模的预型腔结构与待成型产品的结构相适配,铺设碳纤维复合材料时,是由外向内进行层层铺设,可直接在内部需要强化的局部地区进行补强,确保成型产品的整体强度,同时使得产品表面光滑平整,省去了后续产品成型后表面光滑处理工艺,节约人工成本。
15.2、本实用新型一种碳纤维复合材料的成型模具,脱模方便,无需脱模剂,便可将预型壳模取出,并塑料材质的预型壳模直接从固化成型的产品表面剥离,固化模具内无残留可继续使用,长久使用也无需进行清理模具,操作简便,不易损伤成产品,相比传统的工艺方式,精简了生成工艺,缩短了工艺时间,降低了企业生产成本。
16.3、本实用新型提供一种碳纤维复合材料的成型模具,可根据实际产品结构需求调整预型壳模的预型腔结构,固化模具采用通用模具即可,相比调整金属材质的固化模具的结构,调整塑料材质的预型壳模的成本和难度均更低,节省企业生产成本。
附图说明
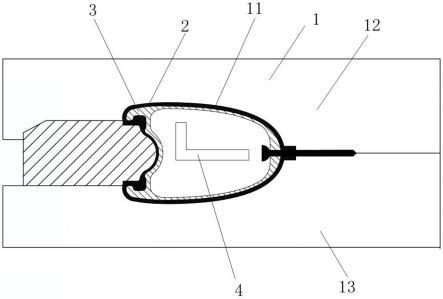
17.图1为本实用新型成型模具结构示意图;
18.图2为本实用新型预型壳模结构示意图。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
20.配合图1至图2所示,本实用新型公开了一种碳纤维复合材料的成型模具,本实施例中碳纤维复合材料成型的产品包括但不局限于自行车车圈、自行车车架、自行车车把等,本实施例具体以自行车车圈为例。成型模具包括固化模具1和可拆卸拼接的预型壳模2,固化模具1设有用于容纳预型壳模2的固化腔11,预型壳模2设有与成型产品结构相适配的预型腔21,预型腔21的内壁用于铺设有若干层碳纤维复合材料的预型层3用于形成产品的预型件,预型腔21内设有尼龙风管4,且尼龙风管4在充气状态下支撑预型层3紧密贴附于预型腔21的内壁。
21.预型壳模2包括若干组分体壳模拼接而成。相邻两组分体壳模间通过卡合结构进行可拆卸拼接,卡合结构包括卡扣和卡口,通过将卡扣插入卡口进行卡接固定内从而将相邻两组分体壳模进行固定拼接。
22.固化模具1包括上固化模具12和下固化模具13,上固化模具12可升降设置在下固化模具13的正上方,上固化模具12的底侧设有上固化槽,下固化模具13的顶侧设有下固化槽,上固化槽和下固化槽配合形成用于容纳预型壳模2的固化腔11。
23.预型层3包括若干层,且其采用碳纤维复合材料,不同位置的预型层3的层数可根据实际需求进行调整,例如在局部需要补强的部位可以多铺设几层进行补强。
24.固化模具1采用金属材质,预型壳模2采用塑料材质。
25.上述模具成型包括以下步骤:
26.s1、预制若干组分体壳模,并在分体壳模的内侧铺设碳纤维复合材料,形成预型层3;
27.s2、将若干组分体壳模进行拼装组合形成预型壳模2,且各组分体壳模的内侧的预型层3紧密连接配合形成产品的预型件,并在预型件的内部预放入尼龙风管4;
28.s3、往尼龙风管4中充入空气,并保压几秒,使尼龙风管4胀起支撑预型层紧密贴附在预型壳模2的预型腔21的内壁;
29.s4、将预型壳模2放置到固化模具1的固化腔11内,对固化模具1进行加热,同时对尼龙风管4进行加压,加热过程与加压过程同时进行,直至温度和压强达到固化成型的要求后持续保压,直至预型件完全成型固化,形成初品;
30.s5、打开固化模具1,并将预型壳模2从初品的表面剥离,取出初品,经过机加、表面处理后即得成品。
31.本实施例中成型产品具体以自行车车圈为例,分体壳模2包括上壳模22、下壳模23及外圈壳模24三组,上壳模22上的内侧设有第一卡扣,下壳模23的内侧设有与第一卡扣适配的第一卡口,上壳模22和下壳模23的外侧均设有第二卡口,外圈壳模24的两下两端分别设有与第二卡口相适配的第二卡扣,预型层3包括上预型层、下预型层、外圈预型层及内圈预型层四组。具体成型方法包括以下步骤:
32.1)预制上壳模22、下壳模23及外圈壳模24,分别在上壳模、下壳模及外圈壳模13的内侧铺设上预型层、下预型层、外圈预型层;
33.2)将外圈壳模24和内圈预型层放置分别放置到下壳模23的内侧两端进行拼装组合,并在外圈壳模24、内圈预型层及下壳模23之间放入尼龙风管;
34.3)内圈预型层通过外部预型治具预先铺贴成型,再将铺贴成型的内圈预型层放置在下壳模23上组合,上壳模22、下壳模23及外圈壳模24进行拼装组合形成预型壳模2,上预型层、下预型层、外圈预型层及内圈预型层紧密连接配合形成车圈预型件;
35.其中,上预型层和下预型层铺设过程中在靠近内圈预型层逐渐变薄,便于将内圈预型层与上预型层、下预型层进行平整紧密连接,外圈预型层在铺贴过程中延伸至两侧,便于将外圈预型层与上预型层、下预型层进行平整紧密连接,保证成型后的车圈在结合处的强度。同时,预型层在铺设过程中,对于局部位置,例如刹车部位,辐条孔部位,加厚进行铺设进行局部补强。
36.预型壳模的2还开设有贯穿预型壳模内外侧的用于安装车胎打气嘴配件的安装孔(图中未示出),尼龙风管3的端部从安装孔引出并连接有气嘴配件。
37.4)通过气嘴配件往尼龙风管4中充入空气,并保压几秒,使尼龙风管胀起支撑预型层紧密贴附在预型壳模的预型腔的内壁;
38.5)将预型壳模2放置到固化模具1的固化腔11内,对固化模具1进行加热,同时对尼龙风管4进行加压,加热过程与加压过程同时进行,直至温度和压强达到直至温度达到145℃~155℃之间,压强达到1.5mpa~1.8mpa之间,直至车圈预型件完全成型固化,形成车圈;
39.6)、打开固化模具1,并将预型壳模2从车圈的表面剥离,取出车圈,经过机加、表面处理后即得车圈成品。
40.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1