凝胶制备模具及凝胶制备组件的制作方法
1.本实用新型涉及凝胶片的制备技术领域,具体涉及一种凝胶制备模具及凝胶制备组件。
背景技术:
2.传统的手工电泳方法通过在电泳槽内加入缓冲液,将琼脂糖凝胶作为载体,人工将血清加在载体上,接通电源开始电泳,该方法的缺点在于,操作麻烦,完成一次电泳耗时较长,且电泳质量不高,电泳区带边缘不清晰,曲折歪斜。
3.因此需要提供一种可用于制备凝胶片的装置,使用方便,为快速电泳提供基本条件,且能够提高电泳质量。
技术实现要素:
4.本实用新型的一个目的是提供一种凝胶制备模具,能够为快速电泳提供条件,提高电泳质量。
5.上述凝胶制备模具包括:第一壳体;第二壳体,与所述第一壳体可拆卸连接,连接状态下的所述第一壳体与所述第二壳体之间形成有腔体;第一注胶口,设置于所述第一壳体和/或所述第二壳体上;第二注胶口,设置于所述第一壳体和/或所述第二壳体上;以及出气口,设置于所述第一壳体和/或所述第二壳体上;其中,所述腔体包括凝胶成型区,所述腔体沿模具宽度方向的一端与所述第一注胶口相连通,另一端与所述第二注胶口相连通,所述模具宽度方向为成型于所述凝胶成型区内的凝胶片进行电泳时的电泳方向。
6.在一个或多个实施方式中,还包括连接孔,沿模具长度方向,所述第一注胶口与所述第二注胶口设置在所述第一壳体和/或所述第二壳体的一侧,所述连接孔设置在所述第一壳体和/或所述第二壳体的另一侧;其中,所述连接孔和/或所述出气口配置成可与负压装置连接的接口。
7.在一个或多个实施方式中,所述腔体还包括设置在所述凝胶成型区的所述一端的第一缓冲区,以及设置在所述另一端的第二缓冲区,所述第一缓冲区与所述第一注胶口相连通,所述第二缓冲区与所述第二注胶口相连通;其中,所述第一缓冲区与所述第二缓冲区的深度大于所述凝胶成型区的深度。
8.在一个或多个实施方式中,所述第一缓冲区与所述第二缓冲区均设置有定位部。
9.在一个或多个实施方式中,所述定位部为凹槽。
10.在一个或多个实施方式中,所述凝胶成型区的深度为0.3-0.7mm。
11.在一个或多个实施方式中,所述第一壳体的表面具有凹槽,所述第二壳体为盖体,在所述第一壳体与所述第二壳体的连接状态下,所述盖体与所述凹槽共同限定出所述腔体,所述第一注胶口、所述第二注胶口以及所述出气口分别形成于所述第一壳体中;其中,所述第二壳体为透明件。
12.在一个或多个实施方式中,所述第一壳体具有自表面朝向所述腔体内部倾斜的斜
面,所述斜面与所述盖体之间限定出所述出气口,所述第一注胶口和/或所述第二注胶口设置于所述斜面上。
13.上述凝胶制备模具制备的凝胶片能够为快速电泳提供条件,在制备得到的凝胶片两端分别放置两个极性相反的电极并通电即可进行电泳试验,操作方便,提高电泳效率,同时在电泳过程中能够形成清晰的电泳区带,提高电泳质量。
14.本实用新型的另一个目的是提供一种凝胶制备组件,能够为快速电泳提供条件,提高电泳质量。
15.上述凝胶制备组件包括温控单元以及上述的凝胶制备模具,所述温控单元用于对所述凝胶制备模具进行加热,使所述腔体内的凝胶成型。
16.在一个或多个实施方式中,所述凝胶制备组件还包括支架,通过所述支架对所述凝胶制备模具进行支撑,并使所述腔体与水平面倾斜。
17.上述凝胶制备组件制备的凝胶片能够为快速电泳提供条件,在制备得到的凝胶片两端分别放置两个极性相反的电极并通电即可进行电泳试验,操作方便,提高电泳效率,同时在电泳过程中能够形成清晰的电泳区带,提高电泳质量。
附图说明
18.本实用新型的上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变得更加明显,其中:
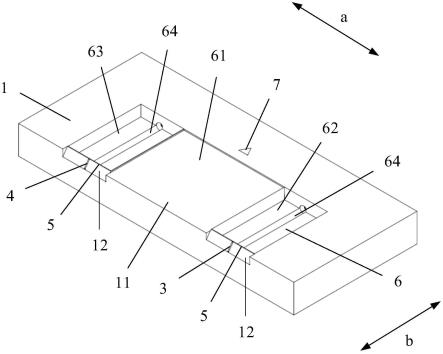
19.图1是根据一实施例的凝胶制备模具的示意图。
20.图2是根据一实施例的凝胶制备组件的示意图。
21.图3是根据一实施例的凝胶制备组件的分解图。
22.符号标记说明
23.1第一壳体
24.2第二壳体
25.3第一注胶口
26.4第二注胶口
27.5出气口
28.6腔体
29.7连接孔
30.8支架
31.9针头部分
32.11凹槽
33.12斜面
34.61凝胶成型区
35.62第一缓冲区
36.63第二缓冲区
37.64定位部
38.81夹持部
39.82底板
40.83底部
41.84侧壁
42.85紧固螺栓
43.a模具宽度方向
44.b模具长度方向
具体实施方式
45.下面结合具体实施例和附图对本实用新型作进一步说明,在以下的描述中阐述了更多的细节以便于充分理解本实用新型,但是本实用新型显然能够以多种不同于此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下根据实际应用情况作类似推广、演绎,因此不应以此具体实施例的内容限制本实用新型的保护范围。需要注意的是,这些以及后续其他的附图均仅作为示例,其并非是按照等比例的条件绘制的,并且不应该以此作为对本实用新型实际要求的保护范围构成限制。
46.通过手工电泳方法制备凝胶存在操作复杂、耗时长且电泳质量不高的问题,发明人研究后发现,通过提供凝胶制备的专用模具,能够为快速电泳提供条件,同时能够提高电泳质量。
47.根据本技术的一些实施方式,如图1所示的一种凝胶制备模具包括第一壳体1、第二壳体2、第一注胶口3、第二注胶口4以及出气口5,第一壳体1与第二壳体2可拆卸连接,第一注胶口3设置于第一壳体1和/或第二壳体2上,第二注胶口4设置于第一壳体1和/或第二壳体2上,出气口5设置于第一壳体1和/或第二壳体2上。连接状态下的第一壳体1与第二壳体2之间形成有腔体6,腔体6包括凝胶成型区61,腔体6沿模具宽度方向a的一端与第一注胶口3相连通,另一端与第二注胶口4相连通。该模具宽度方向a为成型于所述凝胶成型区内的凝胶片进行电泳时的电泳方向。
48.在本技术实施方式的描述中,术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。
49.上述凝胶制备模具特别适用于琼脂糖凝胶、聚丙烯酰胺凝胶等不同胶体的制备,在使用该凝胶制备模具完成制备的凝胶片进行电泳时,带电荷的分子将根据其分子大小、构型、所带净电荷量等物理性质以不同的速度在凝胶片内向正电极或负电极方向迁移,上述电泳方向指的即是带电荷分子的迁移方向,可以是由正电极向负电极或是由负电极向正电极的方向。
50.在如图1所示的实施方式中,第一壳体1的表面具有凹槽11,所述第二壳体2为盖体,在第一壳体1与第二壳体2的连接状态下,盖体2与凹槽11共同限定出腔体6,第一注胶口3、第二注胶口4以及出气口5分别形成于第一壳体1中;其中,第二壳体2为透明件,使腔体6可视,便于在制备过程中进行观察和操作。在一个实施方式中,第一壳体1由不锈钢制成,第二壳体由透明材料,如玻璃制成。
51.在如图1所示的实施方式中,第一壳体1具有自表面朝向腔体内部倾斜的斜面12,斜面12与盖体之间限定出出气口5,第一注胶口3和/或第二注胶口4设置于斜面12上。具体来说,第一注胶口3与第二注胶口4为设置在出气口5壁面上自腔体6入口处向腔体6内部延
伸的凹槽,通过将第一注胶口3以及第二注胶口4设置于出气口5处,可简化制备模具结构。
52.在一个实施方式中,该凝胶成型区61的深度为0.3-0.7mm,凝胶制备模具可用于制备超薄凝胶片。
53.如图2所示,在对凝胶制备模具的腔体6内部注胶时,注胶装置的针头部分9可以放置在第一注胶口3与第二注胶口4所形成的凹槽中进行注胶,便于针头部分9的定位,注胶过程中腔体6内的空气可以自出气口5排出。在一个实施方式中,采用压力注胶方式进行注胶,在压力的作用下使凝胶可以更快布满凝胶成型区61。
54.通过在第一壳体1上设置斜面12,使形成于出气口5处的部分凝胶具有自腔体6入口处向腔体6内部逐渐减小的截面,在凝胶制备完成后便于将凝胶片自凝胶制备模具上剥离。
55.采用上述凝胶制备模具制备的凝胶片能够为快速电泳提供条件,在制备得到的凝胶片两端分别放置两个极性相反的电极并通电即可进行电泳试验,操作方便,提高电泳效率,同时在电泳过程中能够形成清晰的电泳区带,提高电泳质量。
56.在其它实施方式中,第一注胶口3或第二注胶口4可以具有与图中所示不同的结构,且可以是设置在第二壳体2上,或是由第一壳体1与第二壳体2共同限定出第一注胶口3或第二注胶口4。出气口5也可以具有与图中所示不同的结构,且可以设置在第一壳体1或第二壳体2的其它位置上,例如,可以不设置单独的开口结构作为出气口5,在进行注胶时,以第一注胶口3为例,仅通过其中一部分的第一注胶口3进行注胶,其它部分的第一注胶口3则起到与出气口5相同的作用,使腔体6内的空气可以排出。
57.在如图1所示的实施方式中,凝胶制备模具还包括连接孔7,沿模具长度方向b,第一注胶口3与第二注胶口4设置在第一壳体1的一侧,连接孔7设置在第一壳体1的另一侧,其中,连接孔7配置成可与负压装置连接的接口。采用负压吸引方式进行注胶时,在负压装置的作用下腔体6内部的空气自连接孔7抽出,此时第一注胶口3与第二注胶口4处于关闭状态,使腔体6内部能够形成负压;抽气完成后,将连接孔7关闭,第一注胶口3与第二注胶口4打开,在负压的所用下凝胶分别自第一注胶口3与第二注胶口4进入凝胶成型区61,完成注胶。
58.在其它实施方式中,也可以不设置连接孔7,将出气口5独立于第一注胶口3与第二注胶口4设置,并配置成可与负压装置连接的接口,实现负压注胶。
59.在一个实施方式中,沿模具宽度方向a,腔体6还包括设置在凝胶成型区61的一端的第一缓冲区62,以及设置在另一端的第二缓冲区63,第一缓冲区62与第一注胶口3相连通,第二缓冲区63与第二注胶口4相连通,其中,第一缓冲区62与第二缓冲区63的深度大于凝胶成型区61的深度。以第一缓冲区62为例,凝胶由第一注胶口3进入腔体6内部后,将先流入第一缓冲区62,再由第一缓冲区62流入凝胶成型区61,可使进入凝胶成型区61的凝胶更为缓慢且分布更均匀,减少对胶层的破坏。
60.通过在凝胶成型区61的两端分别设置具有较大厚度的第一缓冲区62与第二缓冲区63,能够增加凝胶片与电极相接触的部分中的缓冲液量,提高凝胶片的缓冲能力,进而提高电泳质量。
61.在一个实施方式中,第一缓冲区62与第二缓冲区63均设置有定位部64,在凝胶制备完成后,凝胶片中对应该定位部64的部分可用于对电极进行定位,如图1所示,定位部64
由腔体6的一侧延伸至另一侧,其延伸方向为模具长度方向b,使凝胶成型区61中的电场分布更加均匀,提高电泳质量。
62.在图1所示的实施方式中,定位部64为凹槽,可以提高第一缓冲区62与第二缓冲区63中的缓冲液量,提高电泳质量。在其他实施方式中,定位部64也可以是其它结构,例如凸出结构,便于在定位部64中放置电极棒。
63.在一个实施方式中,凝胶制备模具还包括多个紧固件,紧固件为螺栓,第一壳体1与第二壳体2上设置有多个位置相对应的通孔,通孔为螺纹孔,通过在通孔内设置紧固件实现第二壳体2与第一壳体1的可拆卸连接,在完成对凝胶制备模具的加热并将其冷却后,移除紧固件即可分离第一壳体1与第二壳体2,取出制备得到的凝胶片。采用螺栓连接的方式,方便对第一壳体1与第二壳体2进行装配及拆卸。
64.在其它实施方式中,第一壳体1与第二壳体2也可以通过其他方式连接,例如在第一壳体1上设置滑块,第二壳体2上设置相对应的滑动槽,通过滑动配合的方式实现第一壳体1与第二壳体2的可拆卸连接。还提供一种凝胶制备组件,包括温控单元以及上述的凝胶制备模具,温控单元用于对凝胶制备模具进行加热并将其保持在某一温度,使腔体6内的凝胶成型。在一个实施方式中,温控单元提供的温控范围为5-80℃,利于琼脂糖凝胶成型。
65.在一个实施方式中,凝胶制备组件还包括支架8,通过该支架8将凝胶制备模具倾斜设置于水平面上,凝胶制备模具的倾斜方向为凝胶灌注的方向,使第一注胶口3与第二注胶口4位于注胶方向的上游处,从而可以在采用压力注胶或负压吸引注胶时,凝胶除压力外还将受其自身重力作用沿灌注方向进入腔体6,能够缩短注胶时间,提高效率。
66.在如图2及图3所示的一个实施方式中,支架8包括夹持部81、底板82以及紧固螺栓85,夹持部81的底部83固定在底板82上,其两侧壁84与底板82之间具有夹角,该夹角为60-80
°
,其中一侧壁84上设置有紧固螺栓85,通过调节紧固螺栓85可将凝胶制备模具顶紧于另一侧壁84上,对凝胶制备模具进行固定。图2为凝胶制备模具的第一壳体1与支架8在装配状态下的示意图,通过支架8将凝胶制备模具中的腔体6倾斜设置,在注胶过程中,凝胶自第一注胶口3与第二注胶口4进入,在压力及重力的作用下先布满第一缓冲区62与第二缓冲区63,再在压力的作用下布满凝胶成型区61,完成注胶。
67.本实用新型虽然以较佳实施例公开如上,但其并不是用来限定本实用新型,任何本领域技术人员在不脱离本实用新型的精神和范围内,都可以做出可能的变动和修改。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本实用新型权利要求所界定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1