一种可调节喷嘴高度的热流道装置的制作方法
1.本实用新型涉及注塑配套设备技术领域,特别是一种可调节喷嘴高度的热流道装置。
背景技术:
2.在注塑行业中,热流道泛指加热熔融设备(比如螺杆式挤压机)和浇注模具之间的管道,是通过加热(热流道外侧分为两层,两层之间安装有中空环形电加热机构,电加热机构保持200度以上温度)的办法来保证上一道工序加热熔融设备输出的塑料原料流体、经模具塑料原料进口(浇口)进入模具内前保持熔融状态,进而使进入模具内的流体原料分散均匀,为保证浇注的塑料产品质量起到了有力技术支撑。
3.通常情况下热流道具有多只,多只热流道安装在壳体内、且出料口位于壳体外下端,多只热料道上端经连通管(外侧内外两层之间安装有电加热机构)和壳体上端外的进料管并联连接,进料管上端和加热熔融设备的出料管连接在一起,多只热流道的喷嘴下端和多个模具的上端原料进口活动连接,每只热流道内垂直安装有电驱机构(比如基于电动推杆的电驱机构)驱动的阀杆(电驱机构位于壳体上端外,阀杆上端和电驱机构的下端活动杆焊接在一起,阀杆经由热流道上端进入热流道内),工作时工作人员经电源开关控制电驱机构带动阀杆向下运动将热流道喷嘴的内下端关闭、关闭进入模具内的流体原料(喷嘴上端安装在热流道下端且下中部具有一个流体孔),或者将热流道喷嘴下端打开控制流体进入模具内。现有的热流道喷嘴由于是处于固定结构,实际应用中,其下端和模具原料进口之间的间距是固定的,当模具的大小及高度发生变化时,那么当模具原料进口和喷嘴下端之间间距过小时将会造成喷嘴和原料进口之间无法结合、喷嘴输出的流体原料无法进入模具内,当模具原料进口和喷嘴下端之间间距过大时将会造成喷嘴下端和原料进口上端之间流出流入的流体原料、容易受到周围环境影响(比如流动空气)不能有效进入原料进口内,且还容易造成空气中各种杂质进入模具内,对产品质量带来不利影响。最后就是,现有的热流道无一种有效的温控监测装置,这样当其中一只或多只热流道内的电加热机构发生故障后,由于出现问题的热流道温度得不到保证,那么进入模具内的流体原料不能有效处于熔融状态,同样会对产品质量带来不利影响。综上所述,提供一种可方便实现喷嘴高度变化,且能有效监测温度的热流道装置显得尤为必要。
技术实现要素:
4.为了克服现有热流道因结构所限存在如背景所述弊端,本实用新型提供了基于热流道本体,应用中在相关机构及电路共同作用下,能方便改变喷嘴的高度,且能实时监测多只热流道本体的温度,温度异常时能及时提示工作人员根据具体情况进行处置,由此为保证注塑产品质量起到了有利技术支撑的一种可调节喷嘴高度的热流道装置。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种可调节喷嘴高度的热流道装置,包括多只热流道本体、稳压电源、电源开关、
电动推杆、继电器、温度开关、套管,其特征在于还具有温度探测电路、探测机构;所述每只热流道本体的喷嘴上端安装在套管下端,套管上端套在热流道本体的外侧;所述电动推杆的上端安装在热流道本体的上端一侧,电动推杆的下端和套管的一侧安装在一起;所述探测机构包括绝缘座、导电片,导电片安装在绝缘座下端,绝缘座安装在套管下端一侧;所述继电器及稳压电源、电源开关、温度探测电路安装在电控箱内,温度开关安装在套管外侧;所述温度开关一端和温度探测电路的信号输入端电性连接,电源开关的第一路及第二路电源输出端分别和电动推杆的电源输入一端、继电器电源输入端电性连接,继电器的常闭触点端和电动推杆的另一电源输入端电性连接。
7.进一步地,所述温度开关是突跳式常闭触点温度开关。
8.进一步地,所述电动推杆是往复式电动伸缩杆。
9.进一步地,所述温度探测电路包括电性连接的蜂鸣器、电阻和npn三极管、电容,npn三极管集电极和蜂鸣器负极电源输入端连接,第一只电阻一端和第二只电阻一端、电容正极连接,第二只电阻另一端和npn三极管基极连接,npn三极管发射极和电容负极连接。
10.本实用新型有益效果是:本新型基于热流道本体,应用中在相关机构及电路共同作用下,通过调节电源开关能控制电动推杆带动套管上升或下降高度,能在模具高度发生变化时使喷嘴下端和模具的原料进口接触,实际操作中,当喷嘴下端和模具进料口上端接触后能自动控制喷嘴停止运动,实现了智能化控制,且有效保证了喷嘴下端和模具进料口上端的有效结合(喷嘴全部进入模具内,套管下端位于模具进料口上端),为保证流体进入模具内起到了有利技术支持。本新型中,当其中一只或多只热流道本体的加热机构出现问题、温度降低时能及时通过蜂鸣器发声提示工作人员,这样,工作人员能根据具体情况进行处置,由此保证了注塑产品生产质量。基于上述,所以本新型具有好的应用前景。
附图说明
11.下面结合附图和实施例对本实用新型做进一步说明。
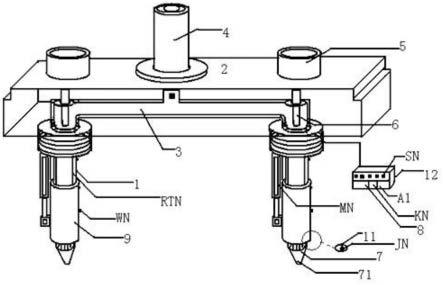
12.图1是本实用新型整体结构及局部放大结构示意图;
13.图2是本实用新型电路图。
具体实施方式
14.图1、2中所示,一种可调节喷嘴高度的热流道装置,包括多只热流道本体1、稳压电源a1、电源开关sn、电动推杆mn、继电器kn、温度开关wn;多只热流道本体1的上端安装在壳体2内、且热流道本体1下端位于壳体2外下端,多只热料道本体1上端经连通管3和壳体2上端外的进料管4下部并联连接,进料管3上端和加热熔融设备的出料管连接在一起,每只热流道本体内垂直安装有电驱5或液压驱动的阀杆6,工作时相关设备(电源开关)控制阀杆6向下运动时将热流道本体喷嘴7的下端流体孔71关闭进入模具内的流体原料,或者将热流道喷嘴下端打开控制流体进入模具内;还具有温度探测电路8、探测机构;所述每只热流道本体的喷嘴7上端焊接在一只中空套管9下端,喷嘴7下中部具有一个流体孔71,套管9外侧是内外两层中空结构,套管9上端套在热流道本体1的下端外侧,且套管9内层内端和热料道本体1外侧处于紧密接触可活动状态;热流道本体1外侧是内外两层中空结构,热流道本体1外侧内外两层之间内安装有环形ptc陶瓷电加热板rtn,电加热板rtn连接的导线分别套在
多节陶瓷绝缘管外侧,导线经由热流道本体1的右端上部向外引出;所述电动推杆mn有多套、温度开关wn及电源开关sn、继电器kn、探测机构、温度探测电路8各有多路,且电动推杆mn、温度开关wn、电源开关sn、继电器kn、探测机构、温度探测电路和热流道本体1数量一致,每只热流道本体1配套一套电动推杆mn、一只温度开关wn及电源开关sn、继电器kn、探测机构、温度探测电路,每套电动推杆mn的筒体上端垂直分布经螺杆螺母安装在热流道本体1的上端外左侧,每套电动推杆mn的活动杆下端和每只热流道套管9的左外侧中部焊接在一起;所述每只热流道本体1的套管9右下端中部有一个开孔91,探测机构包括圆形陶瓷座11、圆形接触铜片jn,铜片jn上端中部焊接有一只螺杆,螺杆经由陶瓷座11中部开孔向上引出并经螺母固定,每只探测机构的陶瓷座11外侧紧套在每个开孔91的内侧且铜片下端和套管9下端处于同一平面,和螺杆连接的导线分别套在多节陶瓷绝缘管外侧,导线经由套管9右端下部向外引出;所述多只继电器kn及稳压电源a1、多只电源开关sn、温度探测电路8安装在电控箱12内电路板上,多只温度开关wn分别用螺杆螺母固定夹等安装在多只热流道本体1的套管右端外侧中部。
15.图1、2中所示,温度开关wn是突跳式常闭触点温度开关;电加热板rtn是工作电压交流220v、功率300w的ptc恒温陶瓷电加热板、其发热温度260℃。电动推杆mn是往复式电动伸缩杆成品,电源开关sn是具有两个电源输入端1及2脚、两路电源输出端3及4脚、5及6脚和拨动电源开关,多只电源开关sn的手柄位于电控箱前端多个开孔外;每只探测机构的铜片jn下端和套管下端处于同一平面;稳压电源u1是型号220v/12v/1kw的交流220v转直流12v开关电源模块成品。温度探测电路包括经电路板布线连接的蜂鸣器b、电阻r1及r2和npn三极管q1、电容c1,npn三极管q1集电极和蜂鸣器b负极电源输入端连接,第一只电阻r1一端和第二只电阻r2一端、电容c1正极连接,第二只电阻r2另一端和npn三极管q1基极连接,npn三极管q1发射极和电容c1负极连接。
16.图1、2所示,稳压电源u1的电源输入端1及2脚和交流220v电源两极分别经导线连接,稳压电源u1的正极电源输出端3脚和电源开关sn正极电源输入端1脚、模具的外壳t、温度开关wn一端、温度探测电路的正极电源输入端电阻r1另一端分别经导线连接,稳压电源u1的负极电源输出端4脚和电源开关sn负极电源输入端2脚、继电器kn负极电源输入端、温度探测电路的负极电源输入端电容c1负极分别经导线连接,温度开关wn另一端和温度探测电路的信号输入端蜂鸣器b正极电源输入端经导线连接,电源开关sn的负正两极电源输出端3及4脚和电动推杆mn的负正两极电源输入端分别经导线连接,电源开关sn的正负两极电源输出端5及6脚和继电器kn控制电源输入端、电动推杆mn的负极电源输入端分别经导线连接,继电器kn的常闭触点端和电动推杆mn的正极电源输入端分别经导线连接,继电器kn正极电源输入端和铜片jn经导线连接。
17.图1、2所示,本新型基于热流道本体,本新型热流道本体1的使用方法和现有热流道完全一致,工作时加热熔融设备(比如螺杆式挤压机)流出的流体原料经连通管3、进料管4进入多只热流道本体1内,再经多只热流道本体1下端进入多个浇注模具内,多只热流道本体1通过加热(电加热板rtn得电后为流经内部的流体加热)的办法来保证上一道工序加热熔融设备输出的原料流体、经模具塑料原料进口(浇口)进入模具内前保持熔融状态,进而使进入模具内的流体原料分散均匀,为保证浇注后的塑料产品质量起到了有力技术支撑;实际情况下,工作人员经电源开关控制阀杆6向下运动时将热流道本体1内下端关闭、关闭
进入模具内的流体原料,或者控制阀杆6向上运动打开进入模具内的液体流体量。打开总电源开关,220v电源进入稳压电源a1的电源输入端后,稳压电源a1的3及4脚会输出稳定的直流12v电源进入温度探测电路、多只电源开关sn的电源输入端、多只温度开关wn一端。当相应一只或多只热流道本体1的喷嘴下端和模具上端其中一个或多个原料进口之间高度过低或过高需要调节时,工作人员把其中一只或多只电源开关sn的手柄向左或向右拨动,于是,一只或多只电源开关sn的1、2脚和3、4脚或5、6脚分别连通,这样,一套或多套电动推杆mn的负正或正负两极会得电。一套或多套电动推杆mn的负正得电后其活动杆会带动一只或多只套管9上行,和模具上端其中一个或多个原料进口拉开间距,到位后关闭电源开关sn,就能保证一只或多只热流道本体1的喷嘴下端和模具上端其中一个或多个原料进口间距合适。一套或多套电动推杆mn的正负得电后其活动杆会带动一只或多只套管9下行,和模具上端其中一个或多个原料进口间距逐渐靠近;实际情况下,套管9下行中,如果下端没有有效和模具上端接触,那么继电器kn会继续失电,电源开关sn的5脚输出的正极电源继续经继电器kn控制电源输入端及常闭触点端进入电动推杆mn的正极电源输入端,那么电动推杆mn继续推动套管9下行;套管9下行中,如果下端有效和模具上端接触,这样,12v电源正极会经金属模具t的壳体、接触铜片jn进入继电器kn正极电源输入端,这样相应一只继电器kn会得电吸合其控制电源输入端和常闭触点端开路,相应一套电动推杆mn就会失电不再工作;通过上述,本新型实际操作中,当喷嘴下端和模具进料口上端接触后能自动控制喷嘴停止运动,实现了智能化控制,且有效保证了喷嘴下端和模具进料口上端的有效结合(喷嘴全部进入模具内,套管下端位于模具进料口上端),为保证流体进入模具内起到了有利技术支持。
18.图1、2所示,温度探测电路得电工作后,12v电源会经电阻r1降压限流为电容c1充电,刚开始的一段时间内,电容c1没有充满电时,12v电源经电阻r1、r2降压限流进入npn三极管q1基极电压低于0.7v,npn三极管q1处于截止状态,那么蜂鸣器b负极不会得电,即使有热流道本体温度不够、蜂鸣器b也不会得电发声。充电一段时间(比如2分钟),电容c1充满电后,12v电源经电阻r1、r2降压限流进入npn三极管q1基极电压高于0.7v,npn三极管q1处于导通状态,那么蜂鸣器b负极会得电,这样,有热流道本体温度不够时蜂鸣器b就会得电发声。实际情况下,任何一只安装在热流道本体1外侧端的温度开关wn在该热流道本体温度正常高于一定时(比如高于200℃),其内部两个常闭触点开路,蜂鸣器b不会得电发声;当任何一只热流道本体1内部的电加热板出现问题不再发热时,安装在盖热流道本体1外侧的温度开关wn由于检测到的温度低于200℃,其内部触点会闭合,这样,12v电源正极会进入蜂鸣器b正极电源输入端,于是,蜂鸣器b会得电发声提示工作人员有热流道本体1加热保温异常,及时进行检修,工作人员能根据具体情况进行处置,由此保证了注塑产品生产质量。本新型通过电阻和电容延时2分钟,是因为刚开机的时间段,电加热板rtn加热温度上升需要一定时间,热流道本体1的温度还未上升到200℃左右,如果不延时将造成蜂鸣器b不必要的发声,对工作人员产生不必要的干扰;2分钟后,由于温度上升到200℃以上,此刻只要全部热流道本体1都得到正常加热也就不会发出不必要得干扰报警声。图2中,电阻r1、r2阻值分别是0.9m、470k;npn三极管q1型号是9013;继电器kn是dc12v继电器;蜂鸣器b是型号sf12v的有源连续声讯响报警器成品;电动推杆mn是是工作电压直流12v、功率20w的往复式电动伸缩杆成品;电容c1是型号20μf/25v的电解电容;温度开关wn是型号ksd301的常闭触点式突跳温度开关成品(温度控制200℃)。
19.对于本领域技术人员而言,显然本新型限于上述示范性实施例的细节,而且在不背离本新型的精神或基本特征的情况下,能够以其他的具体形式实现本新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本新型内。
20.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1