一种小型腔且双侧收口筒型遮光罩成型模具的制作方法
1.本实用新型涉及的是复合材料成型技术领域,具体涉及一种小型腔且双侧收口筒型遮光罩成型模具。
背景技术:
2.传统的复合材料小型腔且双侧收口筒型遮光罩是先通过分瓣模压的方法,分别制备出其左右筒型罩体及连接法兰,然后通过胶接连接的方法,对左、右筒型罩体通过法兰进行拼接,而通过胶粘连接的主要缺陷是:在外加大的拉伸或剪切载荷作用下,由于复合材料胶接面之间存在明显的界面,容易发生断裂。
3.现有技术进行一体成型的方式有以下三种:
4.(1)硅橡胶芯模模具
5.复合材料筒形遮光罩内部常有安装接口,对产品的外形面精度较高。硅橡胶芯模模具虽然为软质易于产品脱模,但是也由于硅橡胶的软质特性,在固化时对模具施压可能会造成芯模变形,不易保证产品尺寸精度;并且,预浸料在铺层期间会夹杂一部分气体,由于芯模具有弹性可变性特性,气泡或挤压的树脂可能会聚集在产品主体的预浸料层间,存在极大的不可控性,以上软质特性可能会对遮光罩产品质量存在安全隐患,降低产品成品率和增加成本,并不适用于产品型面尺寸和结构强度要求较高的产品;且硅橡胶受热膨胀系数也会随着膨胀次数逐渐降低,模具有效使用时间较短,使用成本较高,并不适用于批量化产品制造。
6.(2)可溶性一次性模具
7.可溶模具为一次性使用模具,每次生产产品前需要进行可溶模具制作,可溶模具制作过程复杂,需要先投产可溶性浇筑金属模具,然后用可溶性材料进行模具浇筑(浇筑过程需要配比材料、排泡、浇筑、固化、脱模),以上制作过程会对遮光罩产品的人工制造成本和材料制造成本显著增加,并不适用批量化生产的产品制造。
8.(3)传统金属分瓣模具
9.现有技术中虽然有可以一体成型的小型腔且双侧收口筒型遮光罩的金属组合模具,但是模具阳模分瓣不合理,造成脱模困难甚至无法脱模,产品成品率过低,模具阳模定位不准确,造成产品在热压机加温固化时阳模松动,产品内部不易控制成型,尺寸及结构性能无法保证,模具在加压时轴向、径向同时加压,加压合模一个方向受到影响,无法合模到位就会造成轴向、径向方向均无法合模到位,工件成型尺寸不易保证,非常容易出现缺陷,比如产品为外形尺寸超差、产品表面缺胶、结构疏松等现象,因此在工件热固化成型后需要进行边缘打磨修理才能使用甚至于产品报废,生产效率低,产品质量不稳定,且增加了生产成本,以上制作过程会对遮光罩产品的人工制造成本和材料制造成本显著增加,并不适用批量化生产的产品制造。
10.为了解决上述问题,设计一种新型的小型腔且双侧收口筒型遮光罩成型模具尤为必要。
技术实现要素:
11.针对现有技术上存在的不足,本实用新型目的是在于提供一种小型腔且双侧收口筒型遮光罩成型模具,可靠性高,有效地降低了人工成本和材料成本,提升筒形零件的成型质量,提高产品成品率,适用批量化生产的产品制造,易于推广使用。
12.为了实现上述目的,本实用新型是通过如下的技术方案来实现:一种小型腔且双侧收口筒型遮光罩成型模具,由阳模组合结构和分瓣阴模两部分组成,所述的阳模组合结构包括有芯模阳模、分瓣阳模、上限位阳模、下限位阳模,所述的分瓣阴模包括上法兰加压块、下法兰加压块和两瓣加压模,芯模阳模插入分瓣阳模中,芯模阳模的上部和分瓣阳模通过定位销与上限位阳模连接,芯模阳模的下部和分瓣阳模通过定位销与下限位阳模连接,形成阳模组合结构;所述的上法兰加压块、下法兰加压块分别通过加长螺栓与阳模组合结构进行定位连接,阳模组合结构及上法兰加压块、下法兰加压块两侧设置有加压模。
13.作为优选,所述的分瓣阳模分为6瓣,各块与块之间存在脱模角度,通过脱模角度可以按照顺序依次脱下;分瓣阳模的两端设置有阳模定位凹槽;所述的分瓣阳模与芯模阳模、上限位阳模、下限位阳模之间均存在脱模角度,便于脱模。
14.作为优选,所述的上限位阳模、下限位阳模上均设置有方便分瓣阳模定位的导向槽。
15.作为优选,所述的加压模上设置有溢胶槽,在固化过程中存放铺层过程中存有的气体和多余胶液。
16.作为优选,所述的芯模阳模、分瓣阳模均采用7075铝主体;上限位阳模、下限位阳模、上法兰加压块、下法兰加压块和加压模均采用p20钢主体;所述的芯模阳模、分瓣阳模、上限位阳模、下限位阳模、上法兰加压块、下法兰加压块和加压模各部接触表面的粗糙度均≤1.6μm。
17.本实用新型的有益效果:本模具可靠性高,可长时间使用,有效降低了人工成本和材料成本,提升筒形零件的成型质量,提高产品成品率,适用批量化生产的产品制造,应用前景广阔。
附图说明
18.下面结合附图和具体实施方式来详细说明本实用新型;
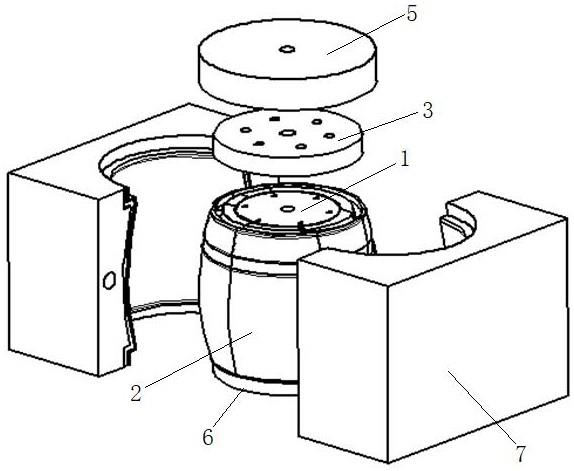
19.图1为本实用新型的分解结构示意图;
20.图2为本实用新型分瓣阳模的结构示意图;
21.图3为本实用新型芯模阳模与下限位阳模的组装结构示意图;
22.图4为本实用新型芯模阳模与分瓣阳模及下限位阳模的组装结构示意图;
23.图5为本实用新型的整体模具组装示意图。
具体实施方式
24.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
25.参照图1-5,本具体实施方式采用以下技术方案:一种小型腔且双侧收口筒型遮光罩成型模具,由阳模组合结构和分瓣阴模两部分组成,所述的阳模组合结构包括有芯模阳
模1、分瓣阳模2、上限位阳模3、下限位阳模4,所述的分瓣阴模包括上法兰加压块5、下法兰加压块6和两瓣加压模7,芯模阳模1插入分瓣阳模2中,芯模阳模1的上部和分瓣阳模2通过定位销与上限位阳模3连接,芯模阳模1的下部和分瓣阳模2通过定位销与下限位阳模4连接,形成阳模组合结构;所述的上法兰加压块5、下法兰加压块6分别通过加长螺栓与阳模组合结构进行定位连接,阳模组合结构及上法兰加压块5、下法兰加压块6两侧设置有加压模7。
26.值得注意的是,所述的分瓣阳模2分为6瓣,各块与块之间存在脱模角度,通过脱模角度可以按照顺序依次脱下;分瓣阳模2的两端设置有阳模定位凹槽8;所述的分瓣阳模2与芯模阳模1存在一定的脱模角度,分瓣阳模2与上限位阳模3、下限位阳模4之间也均存在一定的脱模角度,便于脱模。
27.值得注意的是,所述的上限位阳模3、下限位阳模4上均设置有方便分瓣阳模2定位的导向槽9。
28.此外,所述的加压模7在距离产品边缘0.5mm位置设置有在固化过程中存放铺层过程中存有的气体和多余胶液的溢胶槽,可以避免产品夹料造成合模不到位和存在空间可以在固化过程中排出气体。
29.本具体实施方式芯模阳模1、分瓣阳模2均采用7075铝主体;上限位阳模3、下限位阳模4、上法兰加压块5、下法兰加压块6和加压模7均采用p20钢主体;所述的芯模阳模1、分瓣阳模2、上限位阳模3、下限位阳模4、上法兰加压块5、下法兰加压块6和加压模7各部接触表面的粗糙度均≤1.6μm;各部分模具与产品的接触面粗糙度均≤1.6μm。
30.本具体实施方式芯模阳模1和分瓣阳模2通过定位销与上限位阳模3、下限位阳模4进行组装装配,首先将下限位阳模4与芯模阳模1组装然后,将分瓣阳模2放入,分瓣阳模2通过上限位阳模3、下限位阳模4导向槽进行定位,通过螺钉将上限位阳模3锁死,通过一个加长螺栓将上法兰加压块5、下法兰加压块6与整体阳模组合结构进行定位组装,组装结束后放入阴模中准备固化,与阴模的定位关系通过上法兰加压块5、下法兰加压块6定位加压模7通过导向柱定位,上法兰加压块5、下法兰加压块6及阳模组合结构通过与加压模7形成导向定位,将整体连接定位。两瓣加压模7设置有导向进行施压导向,压机上下加压板与模具阴模接触进行自动径向加压,通过穿过上下法兰压板和芯模的螺栓加紧进行手动径向加压,这样保证施压过程中每个部分均有导向定位,各压板对模具压紧时,各面均匀施压。
31.本具体实施方式还公开了一种小型腔且双侧收口筒型遮光罩的成型工艺,其步骤为:
32.①
计算产品上、下法兰、壳体及加厚区的预浸料尺寸和铺层层数;
33.②
裁切预浸料,并按设计层数铺贴到阳模组合结构上,将上、下法兰和环向增厚区与整体蒙皮交叉铺设,保证产品厚度,铺层期间进行抽真空,降低产品在铺层过程中产生的气泡,提高产品质量;
34.③
将上法兰加压块5、下法兰加压块6通过螺栓与阳模组合结构连接,并且进行加压,压紧上、下法兰的间隙,保证预浸料层间密实度;
35.④
将组合好的模具整体放入加压模7,然后放入导向柱,将加压模合上,完成模具组装;
36.⑤
热固化成型,由于上述引导结构的设计,使得工件在热固化成型过程中,气体及
树脂会优先从引导槽缝处排出,在加压点通过手动对径向加压螺栓二次锁紧,保证结构强度;
37.⑥
按照模具设计角度进行脱模。
38.值得注意的是,组装模具时,使阳模组合结构、分瓣阴模对工件均匀施加压力。
39.值得注意的是,热固化前,将铺贴有预浸料的模具整体置入真空袋,抽真空处理,减少预浸料铺层间夹杂的空气。
40.此外,热固化成型后,降温至30-50℃时进行脱模,更利于脱模。
41.本具体实施方式通过对模具阳模的分瓣结构设计、分瓣模具的固定组合形式、双向单独加压的设计以及和特殊的成型方式,能够有规律、可控地将气体及树脂从预定位置排出,并且成型过程无需转模,该工艺操作简单,容易脱模,而且模具可靠性高,可以长时间使用,有效降低人工成本和材料成本。该模具的加压方式分为筒型环向加压和上、下法兰加压,两个方向加压方式独立、互不影响,能够提升产品合格率。另外,保障工件主体部位尺寸精度,极大提升筒形零件的成型质量,产品成型后,几乎不需要进行修理,更不会出现劈裂等情况,具有广阔的市场应用前景。
42.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定 。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1