管材调圆装置的制作方法
1.本实用新型涉及农业机械领域,具体涉及一种管材调圆装置。
背景技术:
2.塑料管一般是以合成树脂制成的塑料颗粒为原料,加入稳定剂、润滑剂、增塑剂等,在挤出机内经挤压加工而成。
3.目前,申请号为cn201720644178.9的中国实用新型专利公开的“一种管材挤压成型机”,包括依次排列挤压机、预冷箱、喷淋冷却装置以及烘干装置,所述预冷箱包括箱体以及设置在箱体顶部的风机,所述箱体上端设有进风口,所述进风口与风机连接,所述箱体下端设有出风口,所述喷淋装置包括喷淋箱体、设置在喷淋箱体下端并与喷淋箱体连通的水箱以及水泵,所述喷淋箱体内设有喷淋管,所述水箱与水泵连接,所述水泵与喷淋管连接,所述烘干装置包括烘干箱体、设置在烘干箱体下端的热风进口以及设置在烘干箱体上端的排出口,所述热风进口与出风口连接,所述箱体、喷淋箱体以及烘干箱体内均设有托辊。管材挤压成型后从挤压机进入到预冷箱,风机吹入空气对管材预冷处理,然后管材进入喷淋箱体内,喷淋水对管材进行冷却处理。
4.但是,由于管材由挤压机连续挤出,且管材挤压成型后温度较高,较高温度的管材自挤压机的出口进入预冷箱的过程中,由于管材受到自身重力的影响,较高温度的管材两侧会出现程度不同的变形,导致管材进入预冷箱逐渐冷却后形成的管材圆度不达标。
技术实现要素:
5.有鉴于此,本实用新型提供一种管材调圆装置,以解决现有技术中生产的管材自成型机进入冷却箱后冷却的管材圆度不达标的问题。
6.一种管材调圆装置,包括固定架和两组夹持组件,固定架上设置两个水平导向杆,两组夹持组件沿着水平导向杆延伸的方向滑动安装在水平导向杆上,两组夹持组件相对内侧设置两组调圆组件,两组夹持组件沿着水平导向杆滑动改变两组调圆组件之间的距离,调圆组件之间的距离缩小后用两组调圆组件分别夹持所需调圆的管材外壁两侧使管材的圆度达标。
7.优选的,固定架包括两个竖向固定件,每个水平导向杆的一端和一个竖向固定件固定连接,每个水平导向杆的另一端和另一个竖向固定件固定连接,连个竖向固定件和两个水平导向杆连接后形成长方形或正方形的框体结构。
8.优选的,固定架还包括固定臂,固定臂的一端和竖向固定件固定连接。
9.优选的,夹持组件包括滑动件和调节螺杆,滑动件的两端各设置一个套接孔,每个套接孔对应套接在一个水平导向杆上,竖向固定件上设置螺纹孔,调节螺杆和螺纹孔配合后穿过螺纹孔,调节螺杆的一端设置底座,调节螺杆的另一端设置转动轮,底座的一侧和滑动件固定连接,底座的另一侧和调节螺杆转动连接。
10.优选的,套接孔内安装套筒,套筒由铜制作形成,套筒套置在水平导向杆上。
11.优选的,调圆组件包括支撑座和调圆辊,支撑座安装在滑动件上,调圆辊两端各设置一个转轴,调圆辊两端的转轴安装在支撑座上,支撑座和调节螺杆分别位于滑动件的两侧,调圆辊为两端粗而中间逐渐变细状。
12.优选的,支撑座包括两个l形支撑件,一个l形支撑件靠近滑动件的上端,另一个l形支撑件靠近滑动件的下端,两个l形支撑件上分别安装调圆辊一端的转轴,调圆辊竖向安装在滑动件上。
13.优选的,转动轮上设置把手。
14.上述管材调圆装置安装在挤压机和预冷箱之间、或挤压机和喷淋冷却装置之间,管材调圆装置根据管材的外径设置两组夹持组件之间的距离,使调圆组件相对内侧的距离和管材的外径相匹配,管材自挤压机挤出后通过管材调圆装置,两组调圆组件夹持高温管材的左右两侧,使高温管材因受重力使管材的左右两侧外扩形变的部分受到两组调圆组件的夹持向管材中心收拢,向中心收拢后的管材再进入冷却设备冷却定型后的管材能够达到管材圆度的目标值,同时该装置可根据不同管材的管径适应的调节两组夹持组件之间的距离,以达到对不同管径管材的调圆。
附图说明
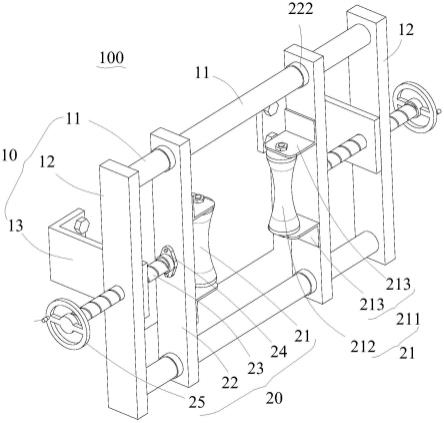
15.图1是本实用新型的立体图。
16.图2是本实用新型的固定架组装立体图。
17.图3是本实用新型的夹持组件部分组装立体图。
18.图4是将本实用新型安装在喷淋冷却装置一端的立体图。
19.图中:管材调圆装置100、固定架10、水平导向杆11、竖向固定件12、螺纹孔121、固定臂13、夹持组件20、调圆组件21、支撑座211、调圆辊212、l形支撑件213、滑动件22、套接孔221、套筒222、调节螺杆23、底座24、转动轮25、把手251、喷淋冷却装置200。
具体实施方式
20.以下结合本实用新型的附图,对本实用新型的技术方案以及技术效果做进一步的详细阐述。
21.请参看图1至图3,管材调圆装置100包括固定架10和两组夹持组件20,固定架10上设置两个水平导向杆11,两组夹持组件20沿着水平导向杆11延伸的方向滑动安装在水平导向杆11上,两组夹持组件20相对内侧设置两组调圆组件21,两组夹持组件20沿着水平导向杆11滑动改变两组调圆组件21之间的距离,调圆组件21之间的距离缩小后用两组调圆组件21分别夹持所需调圆的管材外壁两侧使管材的圆度达标。上述管材调圆装置100安装在挤压机和预冷箱之间、或挤压机和喷淋冷却装置之间,管材调圆装置100根据管材的外径设置两组夹持组件20之间的距离,使调圆组件21相对内侧的距离和管材的外径相匹配,管材自挤压机挤出后通过管材调圆装置100,两组调圆组件21夹持高温管材的左右两侧,使高温管材因受重力使管材的左右两侧外扩形变的部分受到两组调圆组件21的夹持向管材中心收拢,向中心收拢后的管材再进入冷却设备冷却定型后的管材能够达到管材圆度的目标值,同时该装置可根据不同管材的管径适应的调节两组夹持组件20之间的距离,以达到对不同管径管材的调圆。
22.进一步的,固定架10包括两个竖向固定件12,每个水平导向杆11的一端和一个竖向固定件12固定连接,每个水平导向杆11的另一端和另一个竖向固定件12固定连接,连个竖向固定件12和两个水平导向杆11连接后形成长方形或正方形的框体结构,竖向固定件12的一端与外界的机架固定连接。
23.进一步的,在竖向固定件12的一端与外界的机架不便固定连接的情况下,固定架10还包括固定臂13,固定臂13的一端和竖向固定件12固定连接,进一步的,固定臂13的一端和竖向固定件12的中间部位固定连接,固定臂13的另一端安装在外界的机架上。
24.进一步的,夹持组件20包括滑动件22和调节螺杆23,滑动件22的两端各设置一个套接孔221,每个套接孔221对应套接在一个水平导向杆11上,竖向固定件12上设置螺纹孔121,调节螺杆23和螺纹孔121配合后穿过螺纹孔121,调节螺杆23的一端设置底座24,调节螺杆23的另一端设置转动轮25,底座24的一侧和滑动件22固定连接,底座24的另一侧和调节螺杆23转动连接。转动轮25便于转动调节螺杆23,调节螺杆23相对竖向固定件12的螺纹孔121转动过程中使调节螺杆23沿着螺纹孔121孔径方向伸出或退回,进而使调节螺杆23牵引滑动件22沿着水平导向杆11滑动,两个水平导向杆11在各自对应的调节螺杆23牵引下相对移动改变两个水平导向杆11之间的距离。进一步的,转动轮25上设置把手251,把手251更便于操作人员操作转动轮25。
25.进一步的,套接孔221内安装套筒222,套筒222由铜制作形成,套筒222套置在水平导向杆11上,用铜制作的套筒222能够沿着水平导向杆11更好的滑动。
26.进一步的,调圆组件21包括支撑座211和调圆辊212,支撑座211安装在滑动件22上,调圆辊212两端各设置一个转轴,调圆辊212两端的转轴安装在支撑座211上,支撑座211和调节螺杆23分别位于滑动件22的两侧,调圆辊212为两端粗而中间逐渐变细状。
27.进一步的,支撑座211包括两个l形支撑件213,一个l形支撑件213靠近滑动件22的上端,另一个l形支撑件213靠近滑动件22的下端,两个l形支撑件213上分别安装调圆辊212一端的转轴,调圆辊212竖向安装在滑动件22上。
28.请参阅图4,本技术用两个固定臂13将管材调圆装置100安装在喷淋冷却装置200的管材进入端,管材调圆装置100根据管材的外径设置两组夹持组件20之间的距离,使调圆组件21相对内侧的距离和管材的外径相匹配,管材自挤压机挤出后通过管材调圆装置100,两组调圆组件21夹持高温管材的左右两侧,使高温管材因受重力使管材的左右两侧外扩形变的部分受到两组调圆组件21的夹持向管材中心收拢,挤压机挤出的高温管材先通过管材调圆装置100的调圆后再进入喷淋冷却装置200内冷却,使冷却后的管材达到管材圆度的要求,同时该装置可根据不同管材的管径适应的调节两组夹持组件20之间的距离,以达到对不同管径管材的调圆。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1