一种滑块辅助拉拔注塑件脱模装置的制作方法
1.本实用新型涉及注塑生产技术领域,尤其涉及滑块辅助拉拔注塑件脱模装置。
背景技术:
2.注塑塑料产品局部倒扣,使模具无法直接脱模,通常情况下会设计滑块、斜顶、隧道抽芯等结构。然而一些复杂产品往往没有足够的空间去设计常规滑块、斜顶、隧道抽芯,来实现注塑件倒扣区域的脱模,或者产品的高低落差较大,常规现有技术存在斜顶等结构定位和运动不可靠、模具强度弱、量产不稳定等弊端。
技术实现要素:
3.针对现有技术的不足,本实用新型提供一种滑块辅助拉拔注塑件脱模装置,采用滑块结构,辅助拉拔脱出注塑件倒扣,以解决以上技术问题。
4.本实用新型所采用的技术方案为:
5.一种滑块辅助拉拔注塑件脱模装置,其特征在于:包括凸模、外侧滑块机构、内侧滑块机构和拉拔机构,所述凸模安装在注塑机上,其凸模框上固定有镶块,所述外侧滑块机构包括外侧滑块、拉钩和托板,所述外侧滑块底部设有延时槽,并与凸模框分别对应设有滑槽和滑轨,它们通过所设滑槽和滑轨活动连接,所述托板与外侧滑块下部分别对应设有形台阶,并通过它们的台阶相互钩合连接,所述凸模框或/和镶块贴衬着托板,或者,所述凸模框或/和镶块,与托板,分别对应设有滑槽和滑轨,它们通过所设滑槽和滑轨活动连接,所述拉钩近似j形,活动安装在凸模的凸模框或/和固定镶块所设的沟槽中,且一端钩入外侧滑块底部所设的延时槽,所述内侧滑块机构包括内侧滑块、锁紧块、斜导柱和压条,所述内侧滑块设有斜导孔,并且一端设有型头,另一端设有被锁紧头,所述被锁紧头设有斜面,所述内侧滑块通过压条活动安装连接在外侧滑块上,所述锁紧块设有锁紧头,所述锁紧头,设有与被锁紧头所设斜面相对应的斜面,所述斜导柱固定在锁紧块上,并与锁紧头一同固定连接在外侧滑块底部,所述斜导柱活动安装在斜导孔中,所述拉拔机构包括拉拔器、连接块和托块,所述拉拔器通过托块固定在凸模框上,并通过连接块经凸模框所设的安装连接窗口,与外侧滑块机构托板连接。
6.所述拉拔器优选为油缸,也可采用气缸或电缸,其活塞通过连接块经凸模框所设的安装连接窗口,与外侧滑块机构托板连接。
7.本实用新型滑块辅助拉拔注塑件脱模装置,设计科学,结构合理、小巧,节省空间,作用可靠,实用性强,通过外侧滑块带动内侧滑块及拉钩脱出注塑件倒扣脱模,成本低、可实现注塑件保证质量稳定量产。
附图说明
8.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。
9.图1为注塑件产品示意图;
10.图2为本实用新型滑块辅助拉拔注塑件脱模装置外侧滑块与注塑件状态立体示意图;
11.图3为本实用新型滑块辅助拉拔注塑件脱模装置外侧滑块机构、内侧滑块机构及注塑件合模状态立体示意图;
12.图4为本实用新型滑块辅助拉拔注塑件脱模装置外侧滑块机构与注塑件合模状态剖视示意图;
13.图5为本实用新型滑块辅助拉拔注塑件脱模装置外侧滑块机构、内侧滑块机构与注塑件脱模状态立体示意图;
14.图6为本实用新型滑块辅助拉拔注塑件脱模装置外侧滑块机构、内侧滑块机构与注塑件脱模状态剖视示意图;
15.图7为本实用新型滑块辅助拉拔注塑件脱模装置拉拔机构与外侧滑块机构连接立体示意图;
16.图8为本实用新型滑块辅助拉拔注塑件脱模装置拉拔机构与外侧滑块机构连接剖视示意图;
17.图9为本实用新型滑块辅助拉拔注塑件脱模装置外侧滑块机构与内侧滑块机构连接剖视示意图;
18.图10为本实用新型滑块辅助拉拔注塑件脱模装置内侧滑块与压条立体示意图;
19.图11为本实用新型滑块辅助拉拔注塑件脱模装置滑块锁紧块与斜导柱立体示意图;
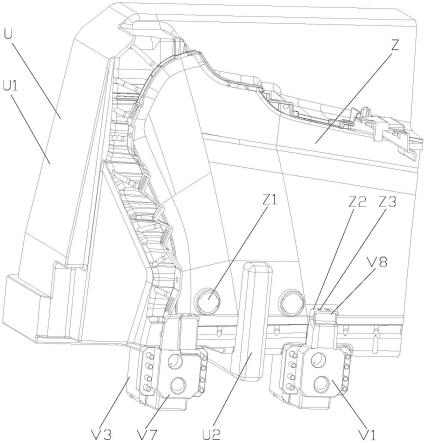
20.图中:m-凸模(动模);m1-凸模框;m2-镶块;u-外侧滑块机构;u1-外侧滑块;u2-拉钩;u3-延时槽;u4-托板;v-内侧滑块机构;v1-内侧滑块;v2-被锁紧头;v3-锁紧块;v4-锁紧头;v5-斜导柱;v6-斜导孔;v7-压条;v8-型头;y-拉拔机构;y1-拉拔器;y2-连接块;y3-托块;z-注塑件;z1-横孔;z2-卡筋;z3-竖孔。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,以下所描述的具体实施例仅用以解释本实用新型,在这些描述中,需要注意的关键字,包括“凸模”、“镶块”、“滑块”、“拉钩”、“延时槽”、“锁紧块”、“斜导柱”和“型头”等,这些仅是为了便于描述本实用新型和简化描述,因此不能理解为对本实用新型的限制。
22.常规注塑件产品脱模,其外侧的倒扣一般选用滑块结构,内侧倒扣选用斜顶结构,常规斜顶高度50-80mm,特殊斜顶可以做到100mm以上,超过150mm斜顶自身强度和定位可靠性会逐渐降低。如果在产品倒扣结构的上方还存在卡接结构,此结构阻碍斜顶的脱模运动,斜顶结构更加无法实现注塑件产品脱模。如图1所示,本实施例注塑件产品倒扣落差达到200mm以上,斜顶结构已不能满足日后保质连续稳定量产,且注塑件z设有横孔z1和卡筋z2,所述卡筋z2开有竖孔z3,与横孔z1空间方向上垂直,存在脱模障碍。
23.如图2-图8所示,本实用新型滑块辅助拉拔注塑件脱模装置,包括凸模m、外侧滑块机构u、内侧滑块机构v和拉拔机构y,所述凸模m安装在注塑机上,其凸模框m1上固定有镶块
m2;所述外侧滑块机构u包括外侧滑块u1、拉钩u2和托板u4,所述外侧滑块u1底部设有延时槽u3,并与凸模框m1分别对应设有滑槽和滑轨,它们通过所设滑槽和滑轨活动连接,所述托板u4与外侧滑块u1下部分别对应设有u形(或倒u形)台阶,并通过它们的台阶相互钩合连接,所述凸模框m1或/和镶块m2贴衬着托板u4,或者,所述凸模框m1或/和镶块m2,与托板u4,分别对应设有滑槽和滑轨,它们通过所设滑槽和滑轨活动连接;所述拉钩u2(截面)近似j形,活动安装在凸模m的凸模框m1或/和固定镶块m2所设的沟槽中,且一端钩入外侧滑块u1底部所设得延时槽u3;参见图9-图11所示,所述内侧滑块机构v包括内侧滑块v1、锁紧块v3、斜导柱v5和压条v7,所述内侧滑块v1设有斜导孔v6,并一端设有型头v8,所述型头v8根据注塑件的需要,设有孔或/和凸筋对应成型的形状,或其他对应注塑件成型的形状,本实施例,所述型头v8设有卡筋z2和竖孔z3成型的形状,所述内侧滑块v1另一端设有被锁紧头v2,所述被锁紧头v2设有斜面,所述内侧滑块v1通过压条v7活动安装连接在外侧滑块u1侧(底)端,所述锁紧块v3设有锁紧头v4,所述锁紧头v4,设有与被锁紧头v2所设斜面相对应的斜面,所述斜导柱v5固定在锁紧块v3上,并与锁紧头v4一同固定连接在外侧滑块u1底部,当合模时,所述锁紧块v3通过锁紧头v4斜面抵顶被锁紧头v2斜面,将内侧滑块v1向上抵顶,且斜导柱v5活动安装在斜导孔v6中,向上锁定内侧滑块v1;所述拉拔机构y包括拉拔器y1、连接块y2和托块y3,安装在凸模框m1外部,本实施例中,所述拉拔器y1优选为油缸,也可采用气缸或电缸,所述拉拔器y1通过托块y3固定在凸模框m1上,其活塞端部连接连接块y2,所述连接块y2通过凸模框m1所设的安装连接窗口,与外侧滑块机构u托板u4连接。
24.本实用新型实际应用中,当注塑完成后开模时,所述注塑件z竖孔z3被内侧滑块v1型头v8倒扣,所述横孔z1也同样倒扣,且注塑件z置于外侧滑块u1与拉钩u2之间,其状态参见图3、图4所示,因此,所述拉拔器y1油缸活塞拉动托板u4及外侧滑块u1平移,首先带动内侧滑块机构v的锁紧块v3平移,通过其斜导柱v5和斜导孔v6相互作用,使内侧滑块v1向下移动,将型头v8脱出倒扣的竖孔z3,其状态参见图5所示,由于延时槽u3的作用,此时拉钩u2尚未移动。接着,油缸活塞继续拉动外侧滑块u1平移,则开始拉动拉钩u2,并拉动注塑件z,使注塑件z脱出横孔z1倒扣。至此,注塑件z脱出所有倒扣,则能通过模具顶针机构将其顺利顶出。期间,所述注塑件z虽产生轻微弹性变形,随即就能恢复,不影响注塑件z外观及内在质量。
25.以上所述仅为本实用新型的一种实施方式而已,对于本领域技术人员来说,本实用新型可以有各种更改和变化的其他实施方式,不一一冗述。凡在本实用新型的精神和原理以内所作的任何修改、等同替换、改进等,均包括在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1