一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装的制作方法
1.本实用新型涉及工装技术领域,特别涉及一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装。
背景技术:
2.现有技术中音响壳体粘胶面等离子阳极化处理,因所用塑胶原料为pp材质,表面与泡棉粘胶无法完全融合,存在泡棉脱落风险。
技术实现要素:
3.为解决上述技术问题,本实用新型目的是提供一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装;具体技术方案如下:
4.一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,包括产品固定装置、移动装置、等离子阳极化处理装置、工装轨迹控制装置、支撑装置和工装防滑支撑底座;
5.所述支撑装置设置在工装轨迹控制装置两侧;
6.所述移动装置包括工装y轴驱动装置、工装x轴驱动装置和工装z轴驱动装置;
7.所述支撑装置上设有工装x轴驱动装置和工装z轴驱动装置;
8.所述工装轨迹控制装置端面上设有工装y轴驱动装置;
9.所述产品固定装置设置在工装轨迹控制装置上端面的工装y轴驱动装置上;
10.所述工装轨迹控制装置底面四角设有工装防滑支撑底座。
11.所述的一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,其优选方案为所述工装轨迹控制装置包括控制箱,所述控制箱为长方形壳体,前端设有斜面,斜面上设有“手动/自动”选择开关、工装复位开关、工装急停旋钮和工装启动开关;
12.所述控制箱内设与电脑连接的控制器;
13.所述控制箱侧面设有工装电源接口和工装轨迹数据接口。
14.所述的一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,其优选方案为所述支撑装置包括工装龙门横向梁、工装龙门支架a、工装龙门支架b;
15.所述工装龙门支架a、工装龙门支架b一端通过螺钉分别设置在工装龙门横向梁两端;
16.所述工装龙门支架a、工装龙门支架b的另一端通过螺钉固定在控制箱两侧;
17.工装线束尼龙防尘拖链通过工装线束尼龙防尘拖链固定支架设置在工装龙门横向梁顶端。
18.所述的一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,其优选方案为所述产品固定装置包括产品a固定治具定位块、产品a固定治具支撑块、产品a固定治具支撑板、产品固定工装连接板、产品固定工装底板、产品b固定治具支撑块、产品b固定治具支撑板、产品b固定治具定位块;
19.所述产品固定工装底板连接在产品固定工装连接板上;
20.所述产品a固定治具支撑板和产品b固定治具支撑板前后垂直固定在产品固定工装底板上;
21.所述产品a固定治具定位块和产品b固定治具定位块分别设置在产品a固定治具支撑板和产品b固定治具支撑板的上端;
22.所述产品a固定治具支撑块和产品b固定治具支撑块分别设置在产品a固定治具支撑板和产品b固定治具支撑板的下端,垂直于产品固定工装底板并与其固定。
23.所述的一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,其优选方案为所述工装y轴驱动装置包括工装y轴滑轨a、工装y轴精密丝杠、工装y轴滑轨b、工装y轴滑轨连接座a、工装y轴滑轨连接座b、工装y轴滑轨连接座c和工装y轴滑轨连接座d;
24.所述工装y轴精密丝杠连接在产品固定工装底板上;
25.所述产品固定工装连接板通过底部设置的工装y轴滑轨连接座a、工装y轴滑轨连接座b、工装y轴滑轨连接座c和工装y轴滑轨连接座d在工装y轴滑轨a和工装y轴滑轨b上滑行;
26.所述工装x轴驱动装置包括工装x轴滑轨a、工装x轴精密丝杠、工装x轴滑轨b、工装x轴滑轨连接支架a、工装x轴滑轨连接支架b和工装x轴滑轨防尘罩;
27.所述工装x轴滑轨连接支架a、工装x轴滑轨连接支架b平行设置在工装龙门支架a、工装龙门支架b相对的内壁上,工装x轴滑轨防尘罩设置在工装龙门支架a和工装龙门支架b的前端;
28.所述工装x轴滑轨a和工装x轴滑轨b设置在装x轴滑轨连接支架a、工装x轴滑轨连接支架b上;
29.所述z轴驱动装置由工装z轴滑轨连接支架a、工装z轴滑轨连接支架b、工装z轴滑轨a、工装z轴精密丝杠、工装z轴滑轨b和工装z轴滑轨防尘罩组成;
30.所述工装z轴滑轨连接支架a、工装z轴滑轨连接支架b上平行设有工装z轴滑轨a和工装z轴滑轨b;
31.所述工装z轴精密丝杠连接在工装z轴滑板上;
32.在所述工装z轴滑板上安装工装z轴滑轨连接座,通过工装z轴滑轨连接座工装z轴滑板在工装z轴滑轨a和工装z轴滑轨b上滑行;
33.所述工装x轴精密丝杠连接在工装x轴滑板上;
34.在所述工装x轴滑板上安装工装x轴滑轨连接座,通过工装x轴滑轨连接座使工装x轴滑板在工装x轴滑轨a和工装x轴滑轨b上滑行;
35.所述工装x轴滑板的另一侧与z轴滑轨连接支架a、工装z轴滑轨连接支架b的背面。
36.所述的一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,其优选方案为所述等离子阳极化处理装置包括等离子阳极化处理射嘴、等离子阳极化处理发生器和等离子阳极化处理装置气管接口;
37.所述等离子阳极化处理发生器的上端设有等离子阳极化处理装置气管接口,下端设有等离子阳极化处理射嘴;
38.所述等离子阳极化处理发生器固定在工装x轴滑板的前端面。
39.所述的一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,其优选方案为所述产品a固定治具定位块、产品a固定治具支撑块、产品b固定治具支撑块、产品b固定治
具定位块、产品a固定治具支撑板和产品b固定治具支撑板均根据产品放置工装固定区域的形状利用仿形来固定住音箱外壳。
40.一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装的工作过程:包括如下步骤:
41.1.首先通过产品a固定治具定位块、产品a固定治具支撑块、产品a固定治具支撑板和产品b固定治具支撑板、产品b固定治具支撑、产品b固定治具定位块将将两件音响壳体固定住;
42.2.按下工装启动开关后,工装通电运行,长按3秒“手动/自动”选择开关,工装为调试阶段,电子设备程序通过工装轨迹数据接口连接,对工装运行轨迹点进行描绘调试,轨迹点存储在工装轨迹控制装置的控制器中;
43.3.然后单击“手动/自动”选择开关,工装为自动运行阶段,工装根据调试轨迹,工装y轴滑轨a、工装y轴滑轨b、工装z轴滑轨a、工装z轴滑轨b、工装x轴滑轨a、工装x轴滑轨b根据电子设备所设置的轨迹连接等离子阳极化处理射嘴和等离子阳极化处理发生器,将rs4高保真音响外壳泡棉对准音响壳体的泡棉粘贴胶位面进行等离子阳极化处理,然后自动开始对另一个音响壳体进行等离子阳极化处理;
44.4.音响壳体表面处理完成后,工装y轴滑轨a、工装y轴滑轨b、工装z轴滑轨a、工装z轴滑轨b、工装x轴滑轨a、工装x轴滑轨b回到原位,取下音响壳体,音响壳体的泡棉粘贴胶位面进行等离子阳极化处理完成。
45.本实用新型的有益效果:本实用新型的产品固定装置根据产品的形状利用仿形来固定住产品,一个工装可以固定2pcs产品,增加生产效率;为了更好的对产品异形胶位面进行等离子阳极化处理,首先进行调试阶段,连接工装轨迹数据接口,使用电子设备程序,对工装运行轨迹点进行描绘调试,轨迹点存储在工装轨迹控制装置中;然后根据已经调试好的轨迹,x,y,z轴的驱动装置,通过各自轴向丝杠,使各工件能够在滑轨上,通过滑轨连接器或连接支架移动,等离子阳极化处理射嘴,负责喷出高频电弧,等离子阳极化处理发生器,负责制造高频电弧,等离子阳极化处理装置气管接口,负责吹气,将高频电弧喷出至产品待处理区域,产品外壳出音口减震密封泡棉粘贴牢度。三轴驱动,对于产品较复杂的曲型坡面,工装能够很好地处理与控制;调试后运行阶段为全自动,对于产品表面处理状态更均匀,且质量能够更好的把控,因为全自动,省去人手工进行处理,省力且更加安全。
附图说明
46.图1为一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装俯视图;
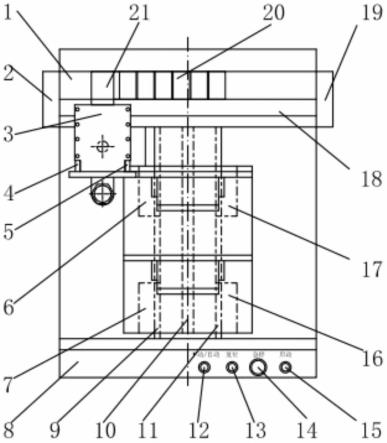
47.图2为一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装主视图;
48.图3为音响壳体结构示意图;
49.图4为一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装无产品效果图;
50.图5为一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装有产品效果图。
51.图中:1-工装龙门架横向梁、2-工装龙门支架a、3-工装z轴驱动装置、4-工装z轴滑轨连接支架a、5-工装z轴滑轨连接支架b、6-工装y轴滑轨连接座a、7-工装y轴滑轨连接座b、
8-工装轨迹控制装置、9-工装y轴滑轨a、10-工装y轴精密丝杠、11-工装y轴滑轨b、12
‑“
手动/自动”选择开关、13-工装复位开关、14-工装急停旋钮、15-工装启动开关,16-工装y轴滑轨连接座c、17-工装y轴滑轨连接座d、18-工装x轴滑轨防尘罩、19-工装龙门支架b、20-工装线束尼龙防尘拖链、21-工装线束尼龙防尘拖链固定支架、22-工装z轴滑轨a、23-工装z轴精密丝杠、24-工装z轴滑轨b、25-工装z轴滑轨防尘罩、26-工装x轴滑轨a、27-工装x轴精密丝杠、28-工装x轴滑轨b、29-工装x轴滑轨连接支架a、30-工装x轴驱动装置、31-工装x轴滑轨连接支架b、32-产品a固定治具定位块、33-产品a固定治具支撑块、34-产品a固定治具支撑板、35-工装y轴驱动装置、36-工装防滑支撑底座、37-工装y轴滑板、38-工装电源接口、39-工装轨迹数据接口、40-控制箱、41-工装x轴滑板、42-工装底板、43-产品固定工装连接板、44-产品固定工装底板、45-产品b固定治具支撑板,46-产品b固定治具支撑块、47-产品2固定治具定位块、48-等离子阳极化处理射嘴、49-等离子阳极化处理发生器、50-等离子阳极化处理装置气管接口、51-产品泡棉粘贴胶位面、52-rs4高保真音响外壳、53-产品放置工装固定区域、54-rs4高保真音响外壳泡棉。
具体实施方式
52.下面结合本实用新型中的附图对实用新型作进一步说明,但不应该理解为本实用新型上述主体范围仅限于下述实施例。在不脱离本实用新型上述思想的情况下,根据本领域普通技术知识和惯用手段,作出各种替换和变更,均应包括在本实用新型的保护范围内。
53.如图1-5所示,一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装,包括产品固定装置、移动装置、等离子阳极化处理装置、工装轨迹控制装置8、支撑装置和工装防滑支撑底座36;
54.所述支撑装置设置在工装轨迹控制装置8两侧;
55.所述移动装置包括工装y轴驱动装置、工装x轴驱动装置30和工装z轴驱动装置3;
56.所述支撑装置上设有工装x轴驱动装置3和工装z轴驱动装置30;
57.所述工装轨迹控制装置8端面上设有工装y轴驱动装置;
58.所述产品固定装置设置在工装轨迹控制装置上端面的工装y轴驱动装置上;
59.所述等离子阳极化处理装置设置在支撑装置上;
60.所述工装轨迹控制装置底面四角设有工装防滑支撑底座36。
61.所述工装轨迹控制装置包括控制箱40,所述控制箱40为长方形壳体,前端设有斜面,斜面上设有“手动/自动”选择开关12、工装复位开关13、工装急停旋钮14和工装启动开关15;
62.所述控制箱40内设与电脑连接的控制器;
63.所述控制箱40侧面设有工装电源接口38和工装轨迹数据接口39。
64.所述支撑装置包括工装龙门横向梁1、工装龙门支架a2、工装龙门支架b19;
65.所述工装龙门支架a2、工装龙门支架b19一端通过螺钉分别设置在工装龙门横向梁1两端;
66.所述工装龙门支架a2、工装龙门支架b19的另一端通过螺钉固定在控制箱40两侧;
67.工装线束尼龙防尘拖链20通过工装线束尼龙防尘拖链21固定支架设置在工装龙门横向梁1顶端。
68.所述产品固定装置包括产品a固定治具定位块32、产品a固定治具支撑块33、产品a固定治具支撑板34、产品固定工装连接板43、产品固定工装底板44、产品b固定治具支撑块46、产品b固定治具支撑板45、产品b固定治具定位块47;
69.所述产品固定工装底板44连接在产品固定工装连接板43上;
70.所述产品a固定治具支撑板34和产品b固定治具支撑板45前后垂直固定在产品固定工装底板44上;
71.所述产品a固定治具定位块32和产品b固定治具定位块47分别设置在产品a固定治具支撑板34和产品b固定治具支撑板45的上端;
72.所述产品a固定治具支撑块33和产品b固定治具支撑块46分别设置在产品a固定治具支撑板34和产品b固定治具支撑板45的下端,垂直于产品固定工装底板44并与其固定。
73.所述工装y轴驱动装置包括工装y轴滑轨a9、工装y轴精密丝杠10、工装y轴滑轨b11、工装y轴滑轨连接座a6、工装y轴滑轨连接座b7、工装y轴滑轨连接座c16和工装y轴滑轨连接座d17;
74.所述工装y轴精密丝杠10连接在产品固定工装底板44上;
75.所述产品固定工装连接板43通过底部设置的工装y轴滑轨连接座a6、工装y轴滑轨连接座b7、工装y轴滑轨连接座c16和工装y轴滑轨连接座d17在工装y轴滑轨a9和工装y轴滑轨b11上滑行;
76.所述工装x轴驱动装置30包括工装x轴滑轨a26、工装x轴精密丝杠27、工装x轴滑轨b28、工装x轴滑轨连接支架a29、工装x轴滑轨连接支架b31和工装x轴滑轨防尘罩18;
77.所述工装x轴滑轨连接支架a29、工装x轴滑轨连接支架b31平行设置在工装龙门支架a2、工装龙门支架b19相对的内壁上,工装x轴滑轨防尘罩18设置在工装龙门支架a2和工装龙门支架b19的前端;
78.所述工装x轴滑轨a26和工装x轴滑轨b28设置在装x轴滑轨连接支架a29、工装x轴滑轨连接支架b31上;
79.所述z轴驱动装置3由工装z轴滑轨连接支架a4、工装z轴滑轨连接支架b5、工装z轴滑轨a22、工装z轴精密丝杠23、工装z轴滑轨b24和工装z轴滑轨防尘罩25组成;
80.所述工装z轴滑轨连接支架a4、工装z轴滑轨连接支架b5上平行设有工装z轴滑轨a22和工装z轴滑轨b24;
81.所述工装z轴精密丝杠23连接在工装z轴滑板37上;
82.在所述工装z轴滑板37上安装工装z轴滑轨连接座,通过工装z轴滑轨连接座37工装z轴滑板37在工装z轴滑轨a22和工装z轴滑轨b24上滑行;
83.所述工装x轴精密丝杠27连接在工装x轴滑板41上;
84.工装x轴滑板上安装工装x轴滑轨连接座,通过工装x轴滑轨连接座使工装x轴滑板41在工装x轴滑轨a26和工装x轴滑轨b27上滑行;
85.所述工装x轴滑板41的另一侧与z轴滑轨连接支架a4、工装z轴滑轨连接支架b5的背面。
86.所述等离子阳极化处理装置包括等离子阳极化处理射嘴48、等离子阳极化处理发生器49和等离子阳极化处理装置气管接口50;
87.所述等离子阳极化处理发生器49的上端设有等离子阳极化处理装置气管接口50,
下端设有等离子阳极化处理射嘴48;
88.所述等离子阳极化处理发生器49固定在工装x轴滑板41的前端面。
89.所述产品a固定治具定位块32、产品a固定治具支撑块33、产品b固定治具支撑块45、产品b固定治具定位块47、产品a固定治具支撑板34和产品b固定治具支撑板45均根据产品放置工装固定区域53的形状利用仿形来固定住rs4高保真音响外壳52。
90.一种三轴移动对音响壳体粘胶面等离子阳极化处理治具工装的工作过程:包括如下步骤:
91.1.首先通过产品a固定治具定位块32、产品a固定治具支撑块33、产品a固定治具支撑板34和产品b固定治具支撑板45、产品b固定治具支撑46、产品b固定治具定位块47将将两件音响壳体固定住;
92.2.按下工装启动开关15后,工装通电运行,长按3秒“手动/自动”选择开关12,工装为调试阶段,电子设备程序通过工装轨迹数据接口39连接,对工装运行轨迹点进行描绘调试,轨迹点存储在工装轨迹控制装置8的控制器中;
93.3.然后单击“手动/自动”选择开关12,工装为自动运行阶段,工装根据调试轨迹,工装y轴滑轨a9、工装y轴滑轨b11、工装z轴滑轨a22、工装z轴滑轨b24、工装x轴滑轨a26、工装x轴滑轨b28根据电子设备所设置的轨迹连接等离子阳极化处理射嘴48和等离子阳极化处理发生器49,将rs4高保真音响外壳泡棉54对准音响壳体的泡棉粘贴胶位面51进行等离子阳极化处理,然后自动开始对另一个音响壳体进行等离子阳极化处理;
94.4.音响壳体表面处理完成后,工装y轴滑轨a9、工装y轴滑轨b11、工装z轴滑轨a22、工装z轴滑轨b24、工装x轴滑轨a26、工装x轴滑轨b28回到原位,取下音响壳体,音响壳体的泡棉粘贴胶位面51进行等离子阳极化处理完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1