一种新型高精密裁切通孔工装的制作方法
1.本实用新型涉及裁切模具技术领域,具体涉及一种新型高精密裁切通孔工装。
背景技术:
2.塑胶产品广泛应用到现代生活中的每一个领域,例如家用电器、仪器仪表、 电线电缆、建筑器材、通讯电子、汽车工业、航天航空、日用五金等领域中, 均能看到塑胶产品。大部分的塑胶产品都是由注塑模具注塑加工成型的,其注 塑成型过程为:溶胶经流道和浇口进入到模具型腔中成型,此时浇口中剩余的 溶胶会与塑胶产品一体成型形成料头,成型完成后,模具开模由顶针顶出注塑 完成后的塑胶产品,塑料产品在生产的过程中,会产生部分多余的部件,从而需要在特定的治具上进行裁切。
3.现有技术中公开了一个公开号为cn215282060u的专利,该方案包括主体,主体的底部设置有缓冲组件,主体内部的中间位置处设置有放置仓,放置仓的内底部均匀设置有多组转动杆,转动杆的外侧套设有滚轴,放置仓内底部的两侧皆设置有限位槽,且限位槽的一端与主体的内部相互连通,主体的内底部设置有伺服电机;本实用新型通过伺服电机、横杆、铰接杆c、限位槽、安装板、外套管、挤压块、安装槽b、安装槽a和弹簧e的相互配合,通过采用底部转动带动两侧的铰接杆c往里收缩,从而带动安装板,达到夹持定位,使其裁切时更加精准,而且采用多组夹持的固定定位方式,更加贴合塑料产品的两侧,提高其定位效果。
4.该装置随着生产使用,逐渐暴露出了该技术的不足之处,主要表现以下方面:
5.现有的部分产品采用边进胶且表面会有至少100个直径0.15mm以下的通孔,注塑成型后浇口不能与产品自动分离,小孔也会出现堵孔现象,由于孔径较小,现有的装置无法进行修剪浇口,使得后续需要人工用刀片修剪浇口,人工修剪的效率、良率较低,刀片使用过程中存在安全隐患,但通孔一旦堵掉,产品直接报废。
6.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
7.针对现有技术中的缺陷,本实用新型提供一种新型高精密裁切通孔工装,用以解决传统技术中注塑成型后浇口不能与产品自动分离,小孔也会出现堵孔现象,由于孔径较小,导致修剪效率低、良率较低的问题。
8.为实现上述目的,本实用新型提供如下技术方案:
9.一种新型高精密裁切通孔工装,包括由上到下并列设置的下模板与下模固定板,所述下模固定板上并列设有竖向设置的切刀以及通孔针,所述下模板的上方沿竖向升降有上模板,所述下模板与所述上模板相抵时,将所述下模板下压,所述切刀以及通孔针的上端部伸出于所述下模板的上表面。
10.作为一种优化的方案,所述下模板与所述下模固定板之间沿竖向设有弹簧,所述弹簧的上端部与所述下模板相抵,所述弹簧的下端部与所述下模固定板相抵。
11.作为一种优化的方案,所述下模板与所述下模固定板之间还设有安装板,所述安装板上开设有固定所述切刀的切刀固定孔。
12.作为一种优化的方案,所述安装板上还开设有固定所述通孔针的通孔针固定孔。
13.作为一种优化的方案,所述切刀以及通孔针的下端部分别与所述下模固定板的上表面相抵。
14.作为一种优化的方案,所述上模板的上方通过螺栓连接有上模固定板。
15.作为一种优化的方案,所述上模固定板的上端部连接有机柄。
16.作为一种优化的方案,所述下模固定板的上表面竖直并列固接有导柱,所述导柱贯穿所述安装板、下模板、上模板以及上模固定板。
17.作为一种优化的方案,所述上模板上还设有边锁。
18.作为一种优化的方案,所述下模板上开设有避让所述切刀以及通孔针的切刀避让孔与通孔针避让孔。
19.作为一种优化的方案,所述下模板的侧壁上还设有气嘴,所述下模板设有连通所述通孔针避让孔的内腔,所述气嘴与所述内腔相连通。
20.作为一种优化的方案,所述下模板上还设有与产品相对应的定位针。
21.作为一种优化的方案,所述通孔针并列设有若干个,所述切刀设有两个,分居于若干个所述通孔针的两侧。
22.与现有技术相比,本发明实用新型的有益效果是:
23.确保了生产过程中的安全性;生产效率和产品合格率提高5%;
24.裁切时将产品放入下模板中通过定位针将产品定位;
25.冲压机台与机柄连接,将其下压,上模固定板与上模板跟随下行,下行一段距离,通过导柱、边锁与下模板定位,上模板与下模板闭合压紧产品(防止裁切浇口时产品晃动),此时由于下模板下方弹簧的作用,切刀、通孔针均未与产品接触;
26.闭合后的上模固定板、上模板、下模板在冲压机台作用力下继续下行抵消掉弹簧的弹力,使得下模板与安装板闭合;闭合的过程中,切刀、通孔针相对上行,开始进行切断浇口、通孔的动作,当完全闭合时浇口切断实现与产品的完全分离,堵掉的孔也可以通开;最后气嘴吹气,产品从工装中取出。
附图说明
27.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
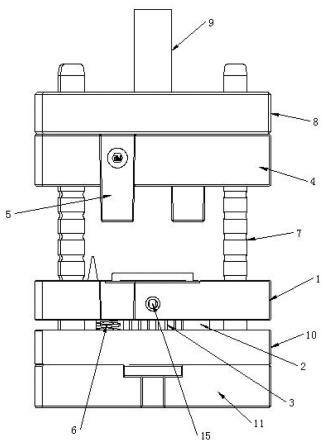
28.图1为本实用新型的结构示意图;
29.图2为本实用新型剖面的结构示意图。
30.图中:1-下模板;2-切刀;3-通孔针;4-上模板;5-边锁;6-弹簧;7-导柱;8-上模固定板;9-机柄;10-安装板;11-下模固定板;12-螺栓;13-产品;14-定位针;15-气嘴。
具体实施方式
31.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
32.如图1和图2所示,新型高精密裁切通孔工装,包括由上到下并列设置的下模板1与下模固定板11,下模固定板11上并列设有竖向设置的切刀2以及通孔针3,下模板1的上方沿竖向升降有上模板4,下模板1与上模板4相抵时,将下模板1下压,切刀2以及通孔针3的上端部伸出于下模板1的上表面。
33.下模板1与下模固定板之间沿竖向设有弹簧6,弹簧6的上端部与下模板1相抵,弹簧6的下端部与下模固定板11相抵。
34.下模板1与下模固定板11之间还设有安装板10,安装板10上开设有固定切刀2的切刀固定孔。
35.安装板10上还开设有固定通孔针3的通孔针固定孔。
36.切刀2以及通孔针3的下端部分别与下模固定板11的上表面相抵。
37.上模板4的上方通过螺栓12连接有上模固定板8。
38.上模固定板8的上端部连接有机柄9。
39.下模固定板11的上表面竖直并列固接有导柱7,导柱7贯穿安装板10、下模板1、上模板4以及上模固定板8。
40.上模板4上还设有边锁5。
41.下模板1上开设有避让切刀2以及通孔针3的切刀避让孔与通孔针避让孔。
42.下模板1的侧壁上还设有气嘴15,下模板1设有连通通孔针避让孔的内腔,气嘴15与内腔相连通。
43.下模板1上还设有与产品13相对应的定位针14。
44.通孔针3并列设有若干个,切刀2设有两个,分居于若干个通孔针3的两侧。
45.本装置的工作原理为:
46.裁切时将产品13放入下模板1中通过定位针14将产品13定位;
47.冲压机台与机柄9连接,将其下压,上模固定板8与上模板4跟随下行,下行一段距离,通过导柱7、边锁5与下模板1定位,上模板4与下模板1闭合压紧产品13(防止裁切浇口时产品13晃动),此时由于下模板1下方弹簧6的作用,切刀2、通孔针3均未与产品13接触;
48.闭合后的上模固定板8、上模板4、下模板1在冲压机台作用力下继续下行抵消掉弹簧6的弹力,使得下模板1与安装板闭合;闭合的过程中,切刀2、通孔针3相对上行,开始进行切断浇口、通孔的动作,当完全闭合时浇口切断实现与产品13的完全分离,堵掉的孔也可以通开;最后气嘴15吹气,产品13从工装中取出。
49.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1