一种节能型豆瓣酱盒注塑机的制作方法
1.本实用新型涉及注塑机技术的领域,尤其是涉及一种节能型豆瓣酱盒注塑机。
背景技术:
2.注塑机是将融化后的塑料原料通过喷嘴注射进模具中进行成型的设备,注塑机可分为立式注塑机、卧式注塑机等,注塑机可完成对塑料原料进行加热、对熔融塑料进行塑形、塑形后通过温度变化使塑料定型等过程,可方便高效的生产塑料制品。
3.相关技术可参考公告号为cn202021743u的中国专利公开了一种注塑机,包括加料机构、注射装置、注塑模具和注塑模具的冷却装置,注射装置包括机筒、螺杆、加热机构和喷嘴,喷嘴包括射嘴本体,射嘴本体具有流质流道,射嘴本体的后端设置有台阶孔,射嘴本体的台阶孔具有与流质流道相通的内螺纹段,射嘴本体的台阶孔内设置有注塑过滤件和挡环,注塑过滤件具有与射嘴本体的台阶孔内螺纹段相配合的外螺纹和多个用于过滤杂质的滤孔,挡环位于注塑过滤件的后端。
4.针对上述中的相关技术,上述注塑机在使用时,注射装置将加热后的塑料原料通过喷嘴推送至注塑模具内,注塑模具一般开设有排气孔,排气孔用于排出注塑模具、机筒内部的空气以及原料进行加热后产生的热解气,减少注塑机产品中的气泡,排气孔中排出的气体温度较高,直接排放会浪费气体所含热量。
技术实现要素:
5.为了对注塑机排出的热气进行热量回收利用,本技术提供一种节能型豆瓣酱盒注塑机。
6.本技术提供一种节能型豆瓣酱盒注塑机,采用如下的技术方案:
7.一种节能型豆瓣酱盒注塑机,包括机架、投料斗、注塑机构、模具和合模机构,所述注塑机构设有注塑筒,模具包括动模和定模,定模开设有若干排气孔,定模外壁固定连接有集气件,集气件开设有集气腔,集气腔与排气孔相连通,集气件固定连接有输送管,输送管固定连接有过滤筒,过滤筒内固定连接有滤网,过滤筒背离输送管的一端固定连接有出气管,出气管与投料斗固定连接,投料斗开设有加热腔,加热腔内设有中空的盘管,出气管背离输送管的一端与盘管相连通。
8.通过采用上述技术方案,注塑机构向模具中注射融化的塑料原料,塑料融化时产生的热解气和模具中的空气从排气孔中排入集气腔中,经由输送管流经过滤筒,过滤筒中的滤网对空气中的烟气进行过滤后从过滤筒对的出气管进入盘管中,热解气与模具中的空气温度较高,盘管螺旋设置于加热腔中,盘管中热空气的热量与传导至加热腔中,盘管与加热腔对投料斗中的塑料原料进行预加热,对热空气的热能进行再利用的同时,提高进入注塑机构中塑料原料的温度,减少了后续注塑机构对塑料原料进行加热的时间,降低了注塑机的能耗,节能效果好。
9.可选的,所述盘管背离出气管的一端穿设投料斗壁厚且连接有单向气阀。
10.通过采用上述技术方案,单向气阀可使盘管中的热空气排入外界环境中,同时阻挡外界空气进入盘管中,有利于保障盘管与加热腔对塑料原料的预热效果。
11.可选的,所述过滤筒包括两个侧板,侧板固定连接有电机,电机固定连接有转杆,转杆固定连接有风扇,转杆两端分别与两个侧板转动连接。
12.通过采用上述技术方案,电机带动转杆转动,使风扇转动,加快过滤筒中的气流流速,保证输送管中的气体顺利进入盘管中。
13.可选的,所述转杆固定连接有第一齿轮,第一齿轮啮合有第二齿轮,第二齿轮固定连接有螺纹杆,螺纹杆两端分别与两个侧板转动连接,过滤筒设有圆环,螺纹杆穿设圆环且与圆环螺纹连接,过滤筒固定连接有直杆,直杆穿设圆环且与圆环滑动连接,圆环外壁固定连接有与过滤筒内壁相抵触的毛刷。
14.通过采用上述技术方案,电机带动第一齿轮转动,第一齿轮带动第二齿轮转动,直杆对圆环有限位作用,螺纹杆转动使圆环沿过滤筒长度方向移动,毛刷对过滤筒内壁附着的烟灰进行清理,有利于保证过滤筒的输送效果。
15.可选的,所述过滤筒靠近电机的一侧卡接有清灰盒,清灰盒与过滤筒内部相连通。
16.通过采用上述技术方案,清灰盒便于对毛刷清理出的烟灰进行收集,清灰盒与过滤筒卡接,可取下清灰盒进行清洗。
17.可选的,所述注塑筒靠近定模的一端设有加热管,注塑筒外壁设有与加热管相配合的换热管,换热管上端部开设有进水口,进水口螺纹连接有端盖。
18.通过采用上述技术方案,换热管通过进水口加水,换热管内的液体对加热管向外逸散的热量进行吸收,减少加热管的能量损失。
19.可选的,所述注塑筒背离定模的一端开设有保温腔,保温腔与换热管相连通。
20.通过采用上述技术方案,换热管与保温腔中均充满液体,保温腔内的水吸收换热管内水的热量,保温腔对注塑筒内部的塑料原料进行保温,使经由加热腔和盘管预热的塑料原料保持温度,减少加热管对塑料原料的加热时间,降低了注塑机的能耗,进一步提高注塑机的节能效果。
21.可选的,所述动模与定模均设有若干冷却管。
22.通过采用上述技术方案,冷却水流经冷却管,便于对注塑后的模具产品进行冷却降温,便于加快产品成型脱模。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.注塑机构向模具中注射融化的塑料原料,塑料融化时产生的热解气和模具中的空气从排气孔中排入集气腔中,经由输送管流经过滤筒,过滤筒中的滤网对空气中的烟气进行过滤后从过滤筒对的出气管进入盘管中,热解气与模具中的空气温度较高,盘管螺旋设置于加热腔中,盘管中热空气的热量与传导至加热腔中,盘管与加热腔对投料斗中的塑料原料进行预加热,对热空气的热能进行再利用的同时,提高进入注塑机构中塑料原料的温度,减少了后续注塑机构对塑料原料进行加热的时间,降低了注塑机的能耗,节能效果好;
25.2.电机带动第一齿轮转动,第一齿轮带动第二齿轮转动,直杆对圆环有限位作用,螺纹杆转动使圆环沿过滤筒长度方向移动,毛刷对过滤筒内壁附着的烟灰进行清理,有利于保证过滤筒的输送效果;
26.3.换热管与保温腔中均充满液体,保温腔内的水吸收换热管内水的热量,保温腔对注塑筒内部的塑料原料进行保温,使经由加热腔和盘管预热的塑料原料保持温度,减少加热管对塑料原料的加热时间,降低了注塑机的能耗,进一步提高注塑机的节能效果。
附图说明
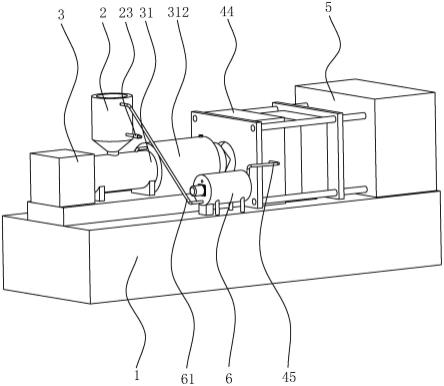
27.图1是一种节能型豆瓣酱盒注塑机的整体结构示意图。
28.图2是一种节能型豆瓣酱盒注塑机的剖面示意图。
29.图3是过滤筒的剖面示意图。
30.附图标记说明:1、机架;2、投料斗;3、注塑机构;4、模具;5、合模机构;31、注塑筒;41、动模;42、定模;43、排气孔;44、集气件;441、集气腔;45、输送管;6、过滤筒;7、滤网;61、出气管;21、加热腔;22、盘管;23、单向气阀;62、侧板;63、电机;64、转杆;641、风扇;65、第一齿轮;66、第二齿轮;661、螺纹杆;67、圆环;68、直杆;671、毛刷;69、清灰盒;311、加热管;312、换热管;314、端盖;315、保温腔;411、冷却管。
具体实施方式
31.以下结合全部附图对本技术作进一步详细说明。
32.本技术实施例公开一种节能型豆瓣酱盒注塑机。
33.实施例
34.参照图1和图2,一种节能型豆瓣酱盒注塑机,包括机架1、投料斗2、注塑机构3、模具4和合模机构5,模具4包括动模41和定模42,工作人员向投料斗2中投加塑料原料,塑料原料经由投料斗2进入注塑机构3中,合模机构5带动动模41移动与定模42相贴合。
35.注塑机构3设有注塑筒31,注塑机构3将塑料原料融化后注入模具4中,动模41与定模42均设有若干冷却管411,冷却水流经冷却管411,对模具4中融化状态的塑料原料进行冷却降温,使模具4中的塑料原料温度降低,便于加快产品成型脱模。
36.参照图1和图2,定模42开设有若干排气孔43,当注塑机构3将塑料原料注入模具4时,模具4和注塑筒31内部的空气以及塑料原料进行加热后产生的热解气等会从排气孔43中排出,排气孔43中排出的气体温度较高,可对其进行热量回收利用。定模42外壁固定连接有集气件44,集气件44开设有集气腔441,集气腔441与排气孔43相连通,进入集气腔441中,集气件44固定连接有输送管45,输送管45与集气腔441相连通,输送管45固定连接有过滤筒6,气体经由输送管45进入过滤筒6中。
37.参照图1和图3,过滤筒6包括两个侧板62,过滤筒6固定连接有滤网7,滤网7对流经过滤筒6的气体进行过滤,滤去气体中含有的部分烟气。侧板62固定连接有电机63,电机63固定连接有转杆64,电机63带动转杆64转动,转杆64两端分别与两个侧板62转动连接,转杆64固定连接有风扇641,风扇641转动加速过滤筒6中的气流流速,过滤筒6背离输送管45的一端固定连接有出气管61,保证从输送管45进入过滤筒6的气体顺利进入出气管61中。
38.参照图1和图2,出气管61与投料斗2固定连接,投料斗2开设有加热腔21,加热腔21内设有中空的盘管22,出气管61背离输送管45的一端与盘管22相连通,气体从出气管61进入盘管22中,盘管22沿投料斗2壁厚螺旋设置,可保证温度较高的气体充分与加热腔21和投料斗2内的塑料原料进行热交换,对投料斗2内的塑料原料进行预加热。盘管22背离出气管
61的一端穿设投料斗2壁厚且连接有单向气阀23,单向气阀23可保证盘管22中的热空气顺利排出的同时,还可阻挡外界空气进入盘管22中,有利于保障盘管22及加热腔21的温度,保证盘管22及加热腔21对投料斗2内塑料原料的预热效果。
39.参照图1和图2,注塑筒31靠近定模42的一端设有加热管311,加热管311对注塑筒31中的塑料原料进行加热,使其融化后注入模具4中进行塑形,盘管22与加热腔21对投料斗2中的塑料原料进行预加热,将气体的热能进行回收利用的同时,提高了塑料原料进入注塑机构3时的温度,减少加热管311对塑料原料加热的时间,降低了注塑机的能耗。
40.参照图1和图2,注塑筒31外壁设有与加热管311相配合的换热管312,换热管312上端部开设有进水口,进水口螺纹连接有端盖314,旋下端盖314,通过进水口向换热管312进行注水,注塑筒31背离定模42的一端开设有保温腔315,保温腔315与换热管312相连通,保温腔315与换热管312中均注满水且二者相连通。换热管312中的水位于注塑筒31外壁,吸收加热管311加热时逸散的热量,换热管312中的水将吸收的热量传导至保温腔315的水,使保温腔315中的水温度上升,对注塑筒31内部的塑料原料进行保温,使经由盘管22和加热腔21预热的塑料原料保持温度,进而减少加热管311对塑料原料的加热时间,进一步提高注塑机的节能效果。
41.参照图1和图3,转杆64固定连接有第一齿轮65,第一齿轮65啮合有第二齿轮66,第二齿轮66固定连接有螺纹杆661,螺纹杆661两端分别与两个侧板62转动连接,电机63带动转杆64和第一齿轮65转动,使第二齿轮66带动螺纹杆661转动,过滤筒6设有圆环67,圆环67固定连接有第一限位块,螺纹杆661穿设第一限位块且与第一限位块螺纹连接。圆环67固定连接有第二限位块,过滤筒6固定连接有直杆68,直杆68穿设第二限位块且与第二限位块滑动连接,直杆68对第二限位块和圆环67有限位作用,使螺纹杆661转动时,圆环67沿螺纹杆661长度方向移动而不随螺纹杆661转动,圆环67外壁固定连接有与过滤筒6内壁相抵触的毛刷671,圆环67沿螺纹杆661长度方向移动时,毛刷671对过滤筒6内壁附着的烟灰进行清理,有利于保证过滤筒6的输送效果。
42.参照图1和图3,过滤筒6靠近电机63的一侧卡接有清灰盒69,清灰盒69与过滤筒6内部相连通,初始状态,圆环67位于过滤筒6背离电机63的一侧,电机63工作使圆环67沿螺纹杆661长度方向向靠近电机63的一侧移动,将圆环67与毛刷671清理的烟灰送入清灰盒69中,工作人员可取下清灰盒69进行清理后,再将清灰盒69与过滤筒6卡接继续使用。
43.本技术实施例一种节能型豆瓣酱盒注塑机的实施原理为:排气孔43中排出的气体温度较高,经由输送管45输送至过滤筒6中,由过滤筒6的滤网7过滤气体中烟气后,气体经由出气管61进入盘管22中,盘管22与加热腔21一同对投料斗2内部的塑料原料进行预热,同时换热管312吸收加热管311向外逸散的热量,用于保温腔315对注塑管中的塑料原料进行保温,盘管22与加热腔21提高了进入注塑筒31的塑料原料的温度,减少了后续注塑机构3对塑料原料进行加热的时间,降低了注塑机的能耗。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1