一种模块化增材制造装置的制作方法
1.本实用新型涉及打印技术领域,具体涉及一种模块化增材制造装置。
背景技术:
2.随着制造领域向数字化、智能化及产品个性化的发展,增材制造技术的应用越来越广泛。在医药生物领域,增材制造技术有望革新现有的研发、生产、流通、治疗等环节,使医药产品更有效、更安全、更顺应。
3.3d打印(3dimension printing)是增材制造的一种通俗叫法,根据美国机械工程师学会(american society of mechanical engineers,asme)规定,3d打印又分为材料挤出成型技术(material extrusion)、粘合剂喷射成型技术(binder jetting)、材料喷射成型技术(material jetting)、粉末床熔融成型技术(powder bed fusion)、光聚合固化技术(vat photopolymerization)、定向能量沉积技术(directed energy deposition)和薄膜层积技术(sheet lamination)等技术。
4.近年来,在3d打印技术的基础上又发展出了4d打印技术。4d打印与3d打印具有同样的工艺,但比3d打印多了一个对时间维度(dimension)的设计,使打印的产品具有时变功能,使打印出的三维形状的产品,在环境作用下(如ph值,溶液,水,声,光,热,电,磁场,振动等)按设定的时间发生预定的形状或特性的变化从而达到特定的功能。这为药物制剂、组织再生以及医美康复等领域提供了新的技术方案。而这些领域要求根据材料与功能使用不同的打印技术,比如有的药物适合热融挤出技术,有的生物器官适合光固化,有的器械需要两种以上的打印技术的组合。
5.因而,适用于多种打印技术且能将这些技术任意组合,又易于清洗清洁的打印技术平台特别有助于医药领域的产品开发。
技术实现要素:
6.本实用新型的目的是提供一种模块化增材制造装置,可以集成多种工艺的打印头进行打印。
7.为解决上述技术问题,本实用新型提供一种模块化增材制造装置,包括:底部平台;龙门架,安装于所述底部平台;三个以上的垂直轴组件,各所述垂直轴组件间隔装配于所述龙门架,所述垂直轴组件包括垂向驱动部和安装板,所述垂向驱动部和所述安装板相连,所述安装板设置有多种形式的安装结构,不同形式的安装结构对应不同类型的打印头的装配;水平轴机构,包括上轴组件、下轴组件和打印平台,所述上轴组件包括上驱动部和上轴板,所述打印平台安装于所述上轴板,所述上驱动部安装于所述下轴组件,并用于驱使所述上轴板沿第一方向进行位移,所述下轴组件包括下驱动部和下轴板,所述下驱动部安装于所述底部平台,并用于驱使所述下轴板沿第二方向进行位移,所述第一方向和所述第二方向呈夹角设置。
8.上述方案中,垂直轴组件配合水平轴机构,能够提供三个不同方向的位移,可更好
地满足打印的需求。并且,垂直轴组件配置有安装板,安装板设置有多种形式的安装结构,可以实现三种乃至更多种的打印头的安装,以更好地适应生物药物制剂的打印。底部平台、龙门架、垂直轴组件以及水平轴机构均为模块化的结构,可以方便地进行组装、替换,以更好地满足应用的需求。
9.可选地,所述龙门架包括横梁部和相对设置的两个底座,两所述底座安装于所述底部平台,各所述垂直轴组件均安装于所述横梁部。
10.可选地,所述垂直轴组件通过定位销装配于所述横梁部,所述垂直轴组件还配置有对插式接口。
11.可选地,所述下驱动部包括第一定子、第一动子和第一拖链,所述第一定子固定于所述底部平台,所述第一动子安装于所述下轴板,所述第一拖链和所述第一动子电连接。
12.可选地,所述水平轴机构还包括转接板,所述转接板用于连接所述下轴板和所述上轴组件,所述转接板还设置有刮屑板。
13.可选地,所述下轴组件还包括第一连接板,所述第一连接板固定于所述底部平台,所述第一定子固定于所述第一连接板,所述下轴板和所述第一连接板滑动连接,并形成对接缝隙;所述转接板呈l型,包括相连接的横板部和竖板部,所述下轴板和所述竖板部相连,且所述对接缝隙朝向所述竖板部,所述横板部和所述上轴组件相连。
14.可选地,所述上驱动部包括第二定子、第二动子和第二拖链,所述第二定子安装于所述上轴板,所述第二动子直接或者间接地固定于所述下轴板,所述第二拖链和所述第二动子电连接。
15.可选地,所述上轴组件和所述下轴组件均配置有导向部件,所述上轴组件和所述下轴组件均配置有位置检测部件。
16.可选地,所述打印平台的材质为不锈钢,且所述打印平台配置有温度控制部件和负压吸附口。
17.可选地,所述模块化增材制造装置还配置有控制器,所述控制器和所述垂向驱动部、所述上驱动部、所述下驱动部以及各所述打印头均信号连接。
附图说明
18.图1为本实用新型所提供模块化增材制造装置的结构示意图,未配置打印头;
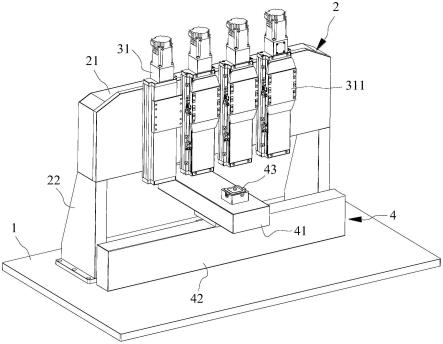
19.图2为本实用新型所提供模块化增材制造装置的结构示意图,配置有打印头;
20.图3为垂直驱动部的结构示意图;
21.图4为水平轴机构的俯视图;
22.图5为图4在a-a方向的剖视图,仅剖切了上轴组件;
23.图6为图4在b-b方向的剖视图,仅剖切了下轴组件;
24.图7为待打印产品的一种具体实施方式的结构示意图;
25.图8为模块化增材制造装置的控制系统的功能结构图。
26.图1-图7中的附图标记说明如下:
27.1底部平台;
28.2龙门架、21横梁部、22底座;
29.3垂直轴组件、31垂向驱动部、311安装板、32安装板、33定位销、34对插式接口;
30.4水平轴机构、41上轴组件、411上驱动部、411a第二定子、411b第二动子、411c第二拖链、412上轴板、413第二导向部件、414第二位置检测部件、415第二连接板、42下轴组件、421下驱动部、421a第一定子、421b第一动子、421c第一拖链、422下轴板、423第一导向部件、424第一位置检测部件、425第一连接板、426对接缝隙、43打印平台、44转接板、441刮屑板;
31.5打印头;
32.6待打印产品、61第一部分、62第二部分、63第三部分、64第四部分。
具体实施方式
33.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面结合附图和具体实施例对本实用新型作进一步的详细说明。
34.本文中所述“第一”、“第二”等词,仅是为了便于描述结构和/或功能相同或者相类似的两个以上的结构或者部件,并不表示对于顺序和/或重要性的某种特殊限定。
35.请参考图1-图7,图1为本实用新型所提供模块化增材制造装置的结构示意图,未配置打印头;图2为本实用新型所提供模块化增材制造装置的结构示意图,配置有打印头;图3为垂直驱动部的结构示意图;图4为水平轴机构的俯视图;图5为图4在a-a方向的剖视图,仅剖切了上轴组件;图6为图4在b-b方向的剖视图,仅剖切了下轴组件;图7为待打印产品的一种具体实施方式的结构示意图。
36.如图1和图2所示,本实用新型提供一种模块化增材制造装置,用于实现3d打印或者4d打印,可用于生物药物制剂、组织再生以及医美康复等领域的产品的制备加工。
37.该模块化增材制造装置包括底部平台1和龙门架2,底部平台1具体可以为底部板,用于形成底部支撑,龙门架2安装于底部平台1。龙门架2以及底部平台1均可用于安装其他部件。
38.龙门架2包括分体式的横梁部21和相对设置的两个底座22,横梁部21和底座22均为模块化的部件,可以单独制备,然后进行组装,以形成上述的龙门架2。这里,本实用新型实施例并不限定横梁部21和底座22的组装方式以及底座22和底部平台1的组装方式,具体实施时,本领域技术人员可以根据实际需要进行调整,只要能够满足安装可靠性的要求即可;示例性的,可以采用螺钉连接的方式进行组装,以方便地进行安装和拆卸,当然,焊接、卡接、粘结、铆接等连接方式也是可以采用的。
39.龙门架2设置有垂直轴组件3,具体而言,该垂直轴组件3可以是安装于横梁部21。垂直轴组件3和横梁部21的安装方式可以不作限定,如螺钉连接、卡接、焊接、铆接、粘结等均可以采用。结合图3,在一些可选的实施方式中,垂直轴组件3可以设置有定位销33,横梁部21可以设置有定位孔(图中未示出),装配时,定位销33可以插装于定位孔,以实现垂直轴组件3的快速安装。
40.定位销33可以是截面为圆形的销,也可以是截面为非圆形的销。具体实施时,可以是多种形式的销同步使用,如截面为圆形的销和截面为菱形的销的同步使用。
41.垂直轴组件3的数量可以为三个以上,如图2即示出了包括四个垂直轴组件3的实施例。各垂直轴组件3可以相间隔地装配于龙门架2,相邻两垂直轴组件3之间的间距在此不作限定,具体实施时,本领域技术人员可以根据实际需要进行设计,只要能够满足避免干涉的技术目的即可。垂直轴组件3包括垂向驱动部31和安装板32,垂向驱动部31和安装板32相
连,用于驱使安装板32在垂向上进行位移。
42.垂向驱动部31的具体结构在此不做限定,只要能够输出驱使安装板32进行垂向位移的驱动力即可。示例性的,该垂向驱动部31可以采用旋转电机作为驱动件,然后,可以配合丝杠结构、齿轮齿条结构等位移转换结构,以将旋转电机所直接输出的旋转位移转换为安装板32所需要的直线位移;或者,该垂向驱动部31也可以采用直线气缸、液压油缸等能够直接输出直线位移的驱动部件。在一些可选的实施方式中,该垂向驱动部31可以采用旋转电机+滚珠丝杠的结构,以保证运动的精度。
43.结合图3,垂向驱动部31还可以配置有对插式接口34,该对插式接口34可作为垂向驱动部31的线缆接口,用于插接电机动力线、电机编码器线、加热器动力线、温度控制线等,并且还可以集成供气口等其他的功能性接口,可方便地进行相关线缆的安装以及更换等。
44.垂向驱动部31设置有安装板311,用于安装安装板32,安装板32设置有多种形式的安装结构,该安装结构具体可以为若干的孔位等。不同形式的安装结构可以对应不同类型打印头5的装配,以实现不同形式打印头5的安装。结合图2,在具体实践中,各安装板32可以分别安装不同的打印头5,那么,本实用新型所提供模块化增材制造装置可以同时搭载有四种打印头5,可实现四种不同打印方式,能够更好地满足一些特定产品的打印需求,如生物药物制剂的打印需求等。当然,也可以存在部分的安装板32安装相同的打印头5。
45.如图1和图4所示,本实用新型所提供模块化增材制造装置还可以包括水平轴机构4,水平轴机构4包括上轴组件41、下轴组件42和打印平台43。其中,上轴组件41包括上驱动部411和上轴板412,上驱动部411安装于下轴组件42,并用于驱使上轴板412沿第一方向进行位移;下轴组件42包括下驱动部421和下轴板422,下驱动部421安装于底部平台1,并用于驱使下轴板422沿第二方向进行位移;打印平台43安装于上轴板412,打印平台43可用于支撑待打印产品6。
46.第一方向和第二方向呈夹角设置,该夹角的具体值在此不作限定,在图4的实施方式中,第一方向和第二方向可以呈九十度的夹角。第一方向、第二方向还和垂向呈夹角设置,该夹角的具体值同样不作限定,在一些可选的方案中,第一方向和第二方向可以形成平面,该平面可以和垂向呈九十度的夹角。
47.采用上述方案,通过水平轴机构4和垂直轴组件3的配合,可以实现三个方向上的位移,能够更好地满足产品的打印需求,尤其是一些具有复杂打印路径的产品的打印需求。
48.结合图5,上驱动部411可以包括第二定子411a、第二动子411b和第二拖链411c。第二定子411a和第二动子411b可以组合形成驱动电机,能够实现无接触驱动。第二定子411a可以安装于上轴板412,第二动子411b可以直接或者间接地固定于下轴板422,第二拖链411c内配置有电气和信号线缆等,电气和信号线缆等可以和第二动子411b相连。如此设置,对于上轴组件41而言,相当于第二动子411b不动,第二定子411a进行位移,这样,可以减少第二拖链411c的长度,可便于实现第二拖链411c的内藏式设计。
49.具体地,上轴组件41还可以包括第二连接板415,上轴板412可以安装于第二连接板415,并和第二连接板415围合形成第二安装空间,第二定子411a、第二动子411b以及第二拖链411c均可以位于该第二安装空间内。这样,上轴组件41整体基本无外露线缆,表面相对光洁,可以方便地对粉料、粒料等散落物料进行清理。
50.上轴组件41还配置有第二导向部件413,第二导向部件413具体可以为滑轨和滑槽
的配合结构,用于对上轴板412的位置移动进行导向,以保证上轴板412的移动方向。上轴组件41还配置有第二位置检测部件414,第二位置检测部件414具体可以为磁栅尺,用于实时检测上轴板412的位置,有利于实现高精度的定位。
51.上轴组件41和下轴组件42之间可以设置有转接板44。结合图6,转接板44具体可以为l形板,包括两个呈夹角设置的板部,其中的一个板部和第二连接板415相连,其中的另一个板部和下轴板422相连。并且,转接板44还可以配置有刮屑板441,用于刮除转接板44和上轴组件41结合处的积料。
52.为便于描述,可以将转接板44和第二连接板415(也即上轴组件41)相连的板部称之为横板部,并将转接板44和下轴板422相连的板部称之为竖板部。
53.如图6所示,下驱动部421可以包括第一定子421a、第一动子421b和第一拖链421c,第一定子421a可以固定于第一连接板425,第一连接板425可以固定于底部平台1,第一动子421b安装于下轴板422,第一拖链421c内配置有电气和信号线缆等,电气和信号线缆等可以和第一动子421b相连。在通电的状态下,第一动子421b可以带动下轴板422沿第二方向进行位移。下轴板422具体是和转接板44相连。
54.下轴板422和第一连接板425可以围合形成第一安装空间,第一定子421a和第一动子421b可以是安装在第一安装空间内。下轴板422和第一连接板425可以构成下轴组件42的外部结构,该外部结构相对光洁,可以方便清理散落的物料。
55.下轴组件42还配置有第一导向部件423,第一导向部件423具体可以为滑轨和滑槽的配合结构,用于对下轴板422相对第一连接板425的位置移动进行导向,以保证下轴板422的移动方向。下轴组件42还配置有第一位置检测部件424,第一位置检测部件424具体可以为磁栅尺,用于实时检测下轴板422的位置,有利于实现高精度的定位。
56.下轴板422和第一连接板425之间具有对接缝隙426,该对接缝隙426可以朝向竖板部,并被竖板部所遮挡。这样,可以减少粉料、粒料等散落物料进入下轴组件42内部,以及由此而对下轴组件42正常运行的影响,并且可以利于散落物料的清理。
57.在上述的方案中,上驱动部411以及下驱动部421均是采用无接触式直驱电机,可以实现高加速度,使用寿命也较长,可以避免丝杠驱动方式的使用磨损,并可以很好应对3d打印中小尺寸特征、直角、尖角轨迹打印。同时,这种无接触式直驱旋转电机的速度高,最高速度可达1.8m/s;响应快,加减速平稳,加速度可达20m/s2;精度高,重复定位精度达微米级。
58.当然,上驱动部411和下驱动部421也可以采用其他的结构形式,例如,可以参见垂向驱动部31处的相关说明。
59.打印平台43的材质为不锈钢,且打印平台43配置有温度控制部件和负压吸附口,用于实现对于待打印产品6的吸附。温度控制部件的具体结构类型可以参照相关技术,在此不做细化说明。
60.模块化增材制造装置还配置有控制器和驱动部,控制器与驱动部相连,驱动部可以和垂向驱动部31、上驱动部411、下驱动部421以及各打印头5均电气连接和信号连接,用于为相应驱动部和打印头5发出驱动信号。
61.本实用新型所提供模块化增材制造装置还基于控制器配置有相应的控制系统,旨在建设具有工业互联网(industrial internet of things,iiot)基础的、开放式、模块化、
网络化的数控系统,为实现数字化、智能化的3d/4d打印生产系统提供技术支撑。
62.上述模块化增材制造装置采用工控机及运动控制卡作为控制器,通过以太网控制自动化技术(ethercat)、rs485等总线实现网络化信息采集与控制,其它模块包括电机及驱动部、io模块、温度控制模块、压力采集模块、工业相机等。
63.请参考图8,图8为模块化增材制造装置的控制系统的功能结构图。
64.如图8所示,整个控制系统包括数据服务层,通讯协议层,业务逻辑层和终端显示层。运动控制器及外接设备通过硬件驱动与通讯协议层进行连接;
65.数据服务层包括xml文件、gcode文件和数据库;
66.通讯协议层包括数据库封装操作、rs485通讯协议、tcp/ip通讯协议、pci总线协议;
67.终端显示层的操作界面按照操作模式进行划分,主要包括监视区和操作区。监视区包含设备状态、坐标显示、温度和压力显示、打印路径3d显示、报警和操作记录显示;操作区包括自动模式、手动模式、g代码处理和参数设置;
68.业务逻辑层中与终端显示层自动模式对应的包括g代码解析模块和g代码运行模块;与终端显示层手动模式对应的包括回零模块、jog模块、点位运动模块、打印头探测模块、打印头挤出模块和温度压力控制模块;与终端显示层g代码处理对应的包括g代码预处理、g代码打开、编辑和保存;另外业务逻辑层还包括权限管理、数据库管理、代码仿真及故障诊断模块等;
69.多轴插补模块、前瞻规划算法模块都集成在硬件中,保证打印的快速实时性和精准性。在具体进行打印作业时,首先要在模块化增材制造装置上配置多个需要用到的打印头5以及功能装置,采用切片软件对待打印产品6的打印轨迹进行规划,生产可执行g代码,然后通过标定装置将多个打印头5的喷嘴位置标定到同一设备坐标系中,最后通过预定的轨迹逐层进行打印,在相关区域切换对应打印头工作,其余打印头处于待机状态,最终通过层层堆积完成产品打印。
70.结合图2和图7,以配置有四个不同的打印头5作为示例,待打印产品6可以为分为第一部分61、第二部分62、第三部分63以及第四部分64,在进行打印时,可以先在打印平台43打印出第一部分61,然后再每层分别打印第二部分62以及第三部分63,最后打印第四部分64,以形成最终的产品。
71.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1