3LPE防腐钢管缠绕装置的制作方法
3lpe防腐钢管缠绕装置
技术领域
1.本实用新型属于防腐管生产设备技术领域,尤其涉及一种3lpe防腐钢管缠绕装置。
背景技术:
2.目前,长输油气管道的外防腐层是确保管道安全的重要屏障。其中,常用的3lpe防腐钢管就是在钢管外部加工三层聚乙烯复合结构作为防腐层。目前,现有3lpe防腐钢管的直管加工工艺已经成熟,多采用热挤出缠绕工艺或热挤出包覆工艺来完成防腐层的加工。但是对于弯管的防腐层加工还存在一些问题,例如在专利cn105666843a公开的一种钢质弯管3pe热挤出周向缠绕成型方法中提到:涂装前,事先通过快接装置将柱塞式挤出机与单螺杆挤出机对接,将单螺杆挤出机内熔融的聚乙烯注入到自身带有保温装置的柱塞式挤出机内,然后再断开快接装置,再由减速机带动柱塞式挤出机在环形轨道上旋转并挤出聚乙烯带热缠绕到弯管的胶粘剂中间层表面。这种加工方式不能实现连续缠绕操作,中间需要间断补给熔融的聚乙烯原料,操作繁琐,工作效率低;而且间断点出的防腐层还会存在渗漏的隐患。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术的不足,提供一种3lpe防腐钢管缠绕装置,能够实现聚乙烯的连续缠绕,提高工作效率,保证了3lpe防腐钢管的加工质量。
4.为解决上述技术问题,本实用新型所采取的技术方案是:
5.一种3lpe防腐钢管缠绕装置,包括用于承托弯管本体及挤出机的工作台,所述挤出机的机体通过旋转机构与工作台转动相连,所述挤出机的出料端与围绕弯管本体的环形流道相连,所述挤出机的出料管与环形流道的内腔连通,所述旋转机构用于驱动挤出机及其末端的环形流道沿着弯管本体的弧度转动;所述环形流道的内圈设有缠绕机构,用于向弯管本体的外壁在圆周方向喷涂熔融的聚乙烯以形成防腐层;所述环形流道的前进方向一侧设有用于喷涂熔结fbe的预热喷涂机构。
6.优选的,所述环形流道为分体式结构,包括外圈和内圈,所述外圈通过直流道与挤出机的出料管相连,所述内圈与外圈的边缘转动且密封配合,所述内圈与缠绕机构相连,所述内圈上设有用于喷涂熔融聚乙烯的喷头。
7.优选的,所述缠绕机构包括电机和传动组件,所述电机与外圈固连,所述电机通过传动组件与内圈相连,用于驱动内圈相对外圈转动。
8.优选的,所述预热喷涂机构包括加热部件及用于容纳熔结fbe的环形管体,所述环形管体与环形流道的外圈一侧固连,所述加热部件与环形管体的外环壁抵接、且设置于环形管体的外侧,所述环形管体的内环壁上均布设有若干个喷嘴,用于向弯管本体的外壁喷涂熔结fbe;所述环形管体的外侧设有挤出部件,用于将熔结fbe从喷嘴处挤出。
9.优选的,所述挤出部件包括第一气缸、连接板及多个推杆,所述第一气缸的缸体通过连接架与环形管体相连,所述环形管体的外侧设有能够与其环形腔体滑动配合的环形盘,所述环形盘通过多个推杆与连接板相连,所述连接板与第一气缸的活塞杆末端相连,用于驱动环形盘沿着平行于推杆做轴向移动、
10.优选的,所述环形流道的另一侧设有辊压机构,所述辊压机构包括环形支架和两个加热辊,所述环形支架与环形流道的外圈另一侧固连,所述加热辊设置于环形支架的内环,所述加热辊通过驱动部件与环形支架相连,所述驱动部件用于驱动加热辊沿着缠绕过防腐层的弯管本体的外壁做环形运动。
11.优选的,所述挤出机通过第二气缸与工作台上的旋转座相连,所述旋转座上设有与挤出机的机体滑动配合的滑道,所述滑道径向设置于旋转机构的侧面;所述第二气缸的缸体与旋转座固连,所述第二气缸的活塞杆末端与挤出机的机体固连。
12.优选的,所述工作台为分体式结构,包括主工作台和两个分工作台,所述旋转机构及挤出机均设置于主工作台上的旋转座上,所述弯管本体的两端分别设置于两个分工作台上。
13.优选的,所述弯管本体的端部通过位置调节机构与分工作台相连,用于调节弯管本体的三维位置。
14.优选的,所述位置调节机构包括横向移动部件、纵向移动部件和垂直升降部件,所述横向移动部件用于驱动弯管本体端部沿着横向轨道调节位置,所述纵向移动部件用于驱动弯管本体的端部沿着纵向轨道调节位置,所述垂直升降部件用于驱动弯管本体的端部沿着垂直方向调节高度。
15.采用上述技术方案所产生的有益效果在于:与现有技术相比,本实用新型通过将弯管本体放置在工作台上,通过旋转机构驱动挤出机带动其末端的环形流道沿着弯管本体的弧度转动,挤出机内的熔融聚乙烯经出料管输送至环形流道内,再经缠绕机构沿弯管本体的圆周方向呈螺旋状喷涂熔融的聚乙烯以形成防腐层;同时,在环形流道的前进方向一侧通过预热喷涂机构预先喷涂熔结fbe,在缠绕机构喷涂聚乙烯后再经辊压机构压实,最终形成3lpe涂层。本实用新型能够实现聚乙烯的连续缠绕,提高了工作效率,进而能够保证3lpe防腐钢管的加工质量。
附图说明
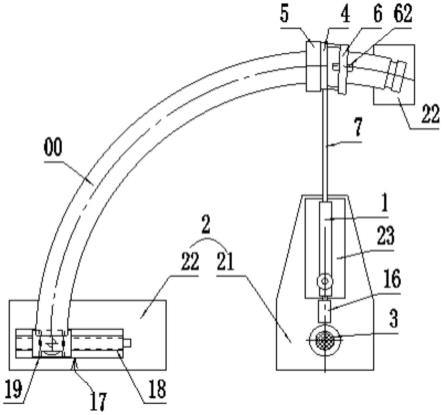
16.图1是本实用新型实施例提供的一种3lpe防腐钢管缠绕装置的结构示意图;
17.图2是本实用新型实施例中环形流道及缠绕机构的侧视图;
18.图3是图2中环形流道与弯管本体的配合示意图;
19.图4是图2中环形流道的a-a剖视图;
20.图5是本实用新型实施例中预热喷涂机构的结构示意图;
21.图6是图5中预热喷涂机构的侧视图;
22.图7是本实用新型实施例中辊压机构的结构示意图;
23.图中:00-弯管本体,01-熔融的聚乙烯;1-挤出机,2-工作台,21-主工作台,22-分工作台;3-旋转机构,4-环形流道,41-外圈,42-内圈;5-预热喷涂机构,51-加热部件,52-环形管体;6-辊压机构,61-环形支架,62-加热辊;7-直流道,8-缠绕机构,9-喷头,10-电机,
11-喷嘴,12-第一气缸,13-连接板,14-推杆,15-环形盘,16-第二气缸,17-位置调节机构,18-横向轨道,19-纵向轨道,20-保温层,23-旋转座。
具体实施方式
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
25.如图1所示,本实用新型提供的一种3lpe防腐钢管缠绕装置包括用于承托弯管本体00及挤出机1的工作台2,所述挤出机1的机体通过旋转机构3与工作台2转动相连,所述挤出机1的出料端与围绕弯管本体00的环形流道4相连,所述挤出机1的出料管与环形流道4的内腔连通,所述旋转机构3用于驱动挤出机1及其末端的环形流道4沿着弯管本体00的弧度转动;所述环形流道4的内圈设有缠绕机构,用于向弯管本体00的外壁在圆周方向喷涂熔融的聚乙烯01以形成防腐层;所述环形流道4的前进方向一侧设有用于喷涂熔结fbe的预热喷涂机构5,所述环形流道4的另一侧设有辊压机构6,用于对弯管本体外部的防腐层进行压实处理。
26.在本实用新型的一个具体实施例中,如图2-4所示,所述环形流道4为分体式结构,包括外圈41和内圈42,所述外圈41通过直流道7与挤出机1的出料管相连,所述内圈42与外圈41的边缘转动且密封配合,所述内圈42与缠绕机构8相连,所述内圈42上设有用于喷涂熔融聚乙烯的喷头9。外圈的外部包裹保温层20,保温层内嵌电加热丝,用于对内部填充的熔融的聚乙烯进行保温。其中,所述缠绕机构8包括电机10和传动组件,所述电机10与外圈41固连,所述电机10通过传动组件与内圈42相连,用于驱动内圈42相对外圈41转动。传动组件可采用齿轮传动,电极输出轴驱动主动齿轮旋转,主动齿轮驱动与之啮合的内圈旋转,进而带动内圈上的喷头绕弯管本体的外壁旋转。可通过控制器控制电机的旋转速度,使喷头转至弯管本体外环的转速低于转至弯管本体内环的转速,确保弯管本体内外环防腐层的均匀性。
27.作为一种优选结构,如图5、6所示,所述预热喷涂机构5包括加热部件51及用于容纳熔结fbe的环形管体52,所述环形管体52与环形流道4的外圈41一侧固连,所述加热部件51与环形管体52的外环壁抵接、且设置于环形管体52的外侧,环形管体的内侧与环形流道4相邻;所述环形管体52的内环壁上均布设有若干个喷嘴11,用于向弯管本体00的外壁喷涂熔结fbe;所述环形管体52的外侧设有挤出部件,用于将熔结fbe从喷嘴11处挤出,可采用静电喷涂工艺喷涂单层fbe涂层。其中,加热部件51通过感应的方式对弯钢管本体进行预热,并对熔结fbe进行加热并保温。采用该结构,能够在缠绕熔融聚乙烯前预先对弯管本体预热并对其外壁喷涂熔结fbe,确保熔融的聚乙烯牢固粘结在弯管本体外部。
28.具体制作时,如图5所示,所述挤出部件包括第一气缸12、连接板13及多个推杆14,所述第一气缸12的缸体通过连接架(图中未画出)与环形管体52相连,所述环形管体52的外侧设有能够与其环形腔体滑动配合的环形盘15,所述环形盘15通过多个推杆14与连接板13相连,所述连接板13与第一气缸12的活塞杆末端相连,用于驱动环形盘15沿着平行于推杆14做轴向移动,可将环形管体内的熔结fbe从喷嘴处喷涂在弯管本体的外壁上。
29.在本实用新型的一个具体实施例中,如图7所示,所述辊压机构6包括环形支架61和两个加热辊62,所述环形支架61与环形流道4的外圈41另一侧固连,所述加热辊62设置于环形支架61的内环,所述加热辊62通过驱动部件与环形支架61相连,所述驱动部件用于驱动加热辊62沿着缠绕过防腐层的弯管本体00的外壁做环形运动。其中,驱动部件包括电机和主动齿圈,电机及主动齿圈均设置在环形支架上,电机驱动主动齿圈旋转,所述主动齿圈通过轴承与加热辊相连。通过电机驱动主动齿圈旋转,主动齿圈带动加热辊旋转,用于滚压弯管本体外部缠绕的防腐层。其中,加热辊62的外部设有加热层,加热层内嵌电加热丝。采用该结构能够对缠绕后的防腐层进行压实,确保防腐层的紧实度。
30.进一步优化上述技术方案,如图1所示,所述挤出机1通过第二气缸16与工作台2上的旋转座23相连,所述旋转座23上设有与挤出机1的机体滑动配合的滑道,所述滑道径向设置于旋转机构3的侧面;所述第二气缸16的缸体与旋转座23固连,所述第二气缸16的活塞杆末端与挤出机1的机体固连。利用第二气缸能够调节挤出机的位置,可适应对不同半径的弯管本体进行防腐层的缠绕加工。其中,旋转机构包括旋转电机和减速机,通过减速机及旋转电机来控制挤出机的旋转速度,进行满足防腐层的喷涂要求。
31.具体设计时,如图1所示,所述工作台2为分体式结构,包括主工作台21和两个分工作台22,所述旋转机构3及挤出机1均设置于主工作台21上的旋转座23上,所述弯管本体00的两端分别设置于两个分工作台22上。另外,所述弯管本体00的端部通过位置调节机构17与分工作台22相连,用于调节弯管本体00的三维位置。采用该结构可调整弯管本体具体位置,使之与旋转机构和挤出机相适应。
32.具体设计时,如图1所示,所述位置调节机构17包括横向移动部件、纵向移动部件和垂直升降部件,所述横向移动部件用于驱动弯管本体00端部沿着横向轨道18调节位置,所述纵向移动部件用于驱动弯管本体00的端部沿着纵向轨道19调节位置,所述垂直升降部件用于驱动弯管本体00的端部沿着垂直方向调节高度。其中,横向移动部件、纵向移动部件和垂直升降部件可根据实际需要选择链传动、齿轮传动或其它传动方式。
33.为了提高设备的自动化程度,可将挤出机、旋转机构、预热喷涂机构、缠绕机构及辊压机构均与控制器相连,由控制器控制挤出机的启停、旋转电机的转速、熔结fbe的喷涂速度、熔融聚乙烯的缠绕速度以及防腐层的轸压速度,进一步提高工作效率,确保防腐层的加工质量。
34.本实用新型的工作过程如下:
35.①
通过位置调节机构17将弯管本体00在工作台上的位置调整好后,然后将弯管本体00过渡在工作台上;
36.②
旋转电机带动工作台板2旋转台23转动,使挤出机1、预热喷涂机构5、缠绕机构8和辊压机构6围绕弯管本体00的曲度做周向运动;
37.③
首先加热部件51通过感应的方式对弯管本体00的进行加热处理;
38.④
预热喷涂机构5将熔结环氧粉末喷涂在弯管本体00的表面,同时采用静电喷涂工艺喷涂单层fbe涂层;
39.⑤
挤出机1将熔融的聚乙烯01挤出,经直流道7和环形流道4后进入到缠绕机构8内,通过缠绕机构8将熔融聚乙烯喷涂并缠绕在弯钢管本体的外部,同时旋转机构3驱动挤出机1绕转轴旋转,缠绕机构8沿着弯钢管本体的弧度移动,将pe带缠绕在弯管本体00上;
40.⑥
辊压机构6对弯管本体00表面的防腐层进行轸压处理;
41.⑦
得到缠绕有3lpe涂层的防腐弯管。
42.综上所述,本实用新型具有结构紧凑、工作效率高的优点,在环形流道的前进方向一侧通过预热喷涂机构预热后并喷涂熔结fbe,经缠绕机构喷涂缠绕聚乙烯后再经辊压机构压实,最终形成3lpe涂层。本实用新型能够实现聚乙烯的连续缠绕,提高了工作效率,进而能够保证3lpe防腐钢管的加工质量。
43.本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1