一种注塑模具的前模和注塑模具的制作方法
1.本实用新型涉及模具技术领域,具体涉及一种注塑模具的前模和注塑模具。
背景技术:
2.传统模具结构:在分离水口料时,需要在固定热流道的前模上设计拉料勾针,具有如下缺点:
3.1.这使得模具结构过于复杂,生产时发生故障的概率高、制造难度大、生产成本及后期维护成本过高;
4.2.影响模具整体厚度、开模行程长,需要匹配更大开模距离注塑机设备、浪费生产成本。
技术实现要素:
5.本实用新型的目的在于提供一种注塑模具的前模和注塑模具,模具结构简单,不会发生故障,维护简单,成本低,开模行程短。
6.为实现上述目的,本实用新型提供的技术方案如下。
7.根据本实用新型的一个方面,本实用新型提供一种注塑模具的前模,包括:
8.由前到后依次设置的第一前模组、第二前模组、第三前模组、螺丝、尼龙扣和吹气管,所述第一前模组具有主流道,所述第一前模组、第二前模组和第三前模组合模时共同围合形成连通主流道的分流道,且所述分流道绕过第二前模组的前表面延伸至第三前模组;所述螺丝的第一端依次穿过第三前模组和第二前模组并与第一前模组固定,所述第三前模组上开设有让位螺丝的让位孔,所述第二前模组具有与螺丝的第二端部相抵接的后表面,所述尼龙扣连接所述第二前模组和第三前模组;所述吹气管装配于第二前模组上,且出气口对应所述第二前模组的前表面。
9.本技术一些实施例,所述第二前模组包括脱落板固定座和流道脱落板,所述流道脱落板连接于所述脱落板固定座上;所述分流道绕过所述流道脱落板的前表面,并分设在流道脱落板的两边;所述脱落板固定座具有与所述螺丝的第二端部相抵接的后表面,所述吹气管装配于所述脱落板固定座上,且出气口对应所述流道脱落板的前表面。
10.本技术一些实施例,所述脱落板固定座上连接有多个所述流道脱落板,所述脱落板固定座上装配有多个与所述流道脱落板一一对应的吹气管。
11.本技术一些实施例,所述尼龙扣连接所述第二前模组的脱落板固定座和第三前模组。
12.本技术一些实施例,所述第三前模组具有容纳所述脱落板固定座和流道脱落板的凹槽,所述流道脱落板位于所述凹槽中时,与所述凹槽上端平齐。
13.本技术一些实施例,所述第一前模组包括模具定位圈、面板、模具流道板和热流道座,所述热流道座设置于所述模具流道板中,所述主流道设置于所述热流道座中,所述热流道座上开设有与所述主流道连通的注塑孔,所述面板上开设有与所述注塑孔对应的注入
孔,所述面板盖合于所述热流道座上,所述定位圈设置于所述面板远离所述热流道座的一面上。
14.根据本实用新型的一个方面,所述螺丝为塞打螺丝。
15.根据本实用新型的一个方面,本实用新型提供一种注塑模具,包括前模、后模以及位于前模和后模之间的模芯;所述前模为上述所述的注塑模具的前模。
16.通过本实用新型提供的技术方案,具有如下有益效果:
17.本实用新型实施例的注塑模具的前模,先往第一前模组的主流道注入熔融的塑料,待固化后进行开模,过程中,在外力的作用下,第三前模组移动,因尼龙扣连接第二前模组和第三前模组,进而会带动第二前模组移动,即第三前模组带动第二前模组远离第一前模组,使得分流道与第一前模组分离;接着,第三前模组继续带动第二前模组远离第一前模组,直至,螺丝的第二端部抵接于第二前模组后表面,使得第二前模组与第三前模组分离,在该过程中,吹气管吹气,将分流道中的水口料吹落,模具结构简单,不会发生故障,维护简单,成本低,由于采用吹气管吹落水口料,因此具有开模行程短的优点。
附图说明
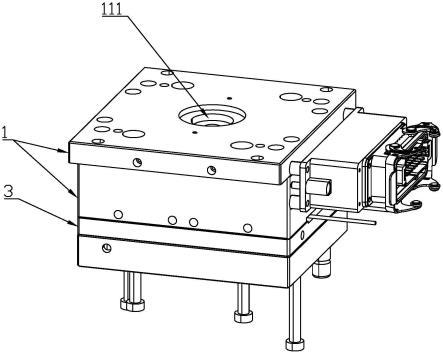
18.图1为注塑模具的主体图;
19.图2为注塑模具的结构爆炸图;
20.图3为注塑模具不同状态下的结构爆炸图;
21.图中:
22.1、第一前模组;11、面板;111、注入孔;12、模具流道板;13、热流道座;131、注塑孔;2、第二前模组;21、脱落板固定座;22、流道脱落板;3、第三前模组;4、螺丝;5、尼龙扣;6、吹气管;7、分流道;8、让位孔;9、凹槽。
具体实施方式
23.尽管本实用新型可以容易地表现为不同形式的实施例,但在附图中示出并且在本说明书中将详细说明的仅仅是其中一些具体实施例,同时可以理解的是本说明书应视为是本实用新型原理的示范性说明,而并非旨在将本实用新型限制到在此所说明的那样。
24.由此,本说明书中所指出的一个特征将用于说明本实用新型的一个实施例的其中一个特征,而不是暗示本实用新型的每个实施例必须具有所说明的特征。此外,应当注意的是本说明书描述了许多特征。尽管某些特征可以组合在一起以示出可能的系统设计,但是这些特征也可用于其他的未明确说明的组合。由此,除非另有说明,所说明的组合并非旨在限制。
25.在附图所示的实施例中,方向的指示(诸如上、下、左、右、前和后)用于解释本实用新型的各种元件的结构和运动不是绝对的而是相对的。当这些元件处于附图所示的位置时,这些说明是合适的。如果这些元件的位置的说明发生改变时,则这些方向的指示也相应地改变。
26.以下结合本说明书的附图,对本实用新型的较佳实施例予以进一步地详尽阐述。
27.图1为注塑模具的主体图;图2为注塑模具的结构爆炸图;图3为注塑模具不同状态下的结构爆炸图。
28.参照图1至图3所示:
29.根据本实用新型的一个方面,本实用新型提供一种注塑模具的前模,包括:由前到后依次设置的第一前模组1、第二前模组2、第三前模组3、螺丝4、尼龙扣5和吹气管6,第一前模组1具有主流道,第一前模组1、第二前模组2和第三前模组3合模时共同围合形成连通主流道的分流道7,且分流道7绕过第二前模组2的前表面延伸至第三前模组3;螺丝4的第一端依次穿过第三前模组3和第二前模组2并与第一前模组1固定,第三前模组3上开设有让位螺丝4的让位孔8,第二前模组2具有与螺丝4的第二端部相抵接的后表面,尼龙扣5连接第二前模组2和第三前模组3;吹气管6装配于第二前模组2上,且出气口对应第二前模组2的前表面;在产品生产过程中,先往第一前模组1的主流道注入熔融的塑料,其中塑料为聚苯乙烯、聚乙烯和聚丙烯树脂等任何可以作为塑料的材质,在外力的作用下,第三前模组3移动,因尼龙扣5连接第二前模组2和第三前模组3,进而会带动第二前模组2移动,即第三前模组3带动第二前模组2远离第一前模组1,使得分流道7与第一前模组1分离;接着,第三前模组3继续带动第二前模组2远离第一前模组1,直至,螺丝4的第二端部抵接于第二前模组2后表面,使得第二前模组2与第三前模组3分离,在该过程中,吹气管6吹气,将分流道7中的水口料吹落。
30.在一些实施例中,第二前模组2包括脱落板固定座21和流道脱落板22,流道脱落板22连接于脱落板固定座21上;分流道7绕过流道脱落板22的前表面,并分设在流道脱落板22的两边;脱落板固定座21具有与螺丝4的第二端部相抵接的后表面,吹气管6装配于脱落板固定座21上,且出气口对应流道脱落板22的前表面;流道脱落板22连接于脱落板固定座21上,有利于螺丝4的第二端部抵住脱落板固定座21后表面时,带动流道脱落板22一起移动,由于分流道7绕过流道脱落板22的前表面,并分设在流道脱落板22的两边,即,在分流道7的冷却塑料(即水口料)分设在流道脱落板22的两边,流道脱落板22会带动分流道7的冷却塑料移动,从而脱离与产品的连接;接着,装配于脱落板固定座21的吹气管6对着流道脱落板22的前表面吹气,从而将流道脱落板22的前表面的水口料吹落。
31.在一些实施例中,脱落板固定座21上连接有多个流道脱落板22,脱落板固定座21上装配有多个与流道脱落板22一一对应的吹气管6;本实施例中,流道脱落板22设置有两个,脱落板固定座21设置有一个,吹气管6设置有两个。
32.在一些实施例中,尼龙扣5连接第二前模组2的脱落板固定座21和第三前模组3;值得一提的是,尼龙扣5的作用是为了在开模时,第二前模组2和第三前模组3一起分离进而远离第一前模组1。
33.在一些实施例中,第三前模组3具有容纳脱落板固定座21和流道脱落板22的凹槽9,流道脱落板22位于凹槽9中时,与凹槽9上端平齐;需要说明的是,流道脱落板22与凹槽9平齐,可以使得第一前模组1、第二前模组2和第三前模组3合模时共同围合形成连通主流道的分流道7密封性更好。
34.在一些实施例中,第一前模组1包括模具定位圈(未示出)、面板11、模具流道板12和热流道座13,热流道座13设置于模具流道板12中,主流道设置于热流道座13中,热流道座13上开设有与主流道连通的注塑孔131,面板11上开设有与注塑孔131对应的注入孔111,面板11盖合于热流道座13上,定位圈设置于面板11远离热流道座13的一面上。
35.在一些实施例中,螺丝4为塞打螺丝。
36.根据本实用新型的一个方面,本实用新型提供一种注塑模具,包括前模、后模以及位于前模和后模之间的模芯;前模为上述的注塑模具的前模。
37.根据本实用新型的一个方面,本实施例提供一种水口料的脱模方法;包括如下步骤:
38.s1,提供上述的注塑模具,并进行合模注塑;
39.s2,对注塑模具进行开模,后模的后移带动前模的第二前模组2和第三前模组3一起后移,进而与第一前模组1分离,使分流道7内的水口料与第一前模组1分离;
40.s3,当第二前模组2和第三前模组3后移至螺丝4的第二端部抵接于第二前模组2的后表面时,第二前模组2和第三前模组3之间的尼龙扣5脱开,第二前模组2和第三前模组3分离,水口料被第二前模组2拖住而一并脱离第三前模组3;
41.s4,吹气管6第二次吹气,将位于第二前模组2上的水口料吹落。
42.在一些实施例中,在步骤s2完成后,吹气管6吹气,使分流道7内的水口料与第一前模组1分离,避免分流道7内的水口料因真空粘附在第一前模组1上,分离效果会更好。
43.至于产品的脱模,待前模和后模分离后,通过后模的顶针顶出;属于现有技术,在此不再展开。
44.通过本实用新型提供的技术方案,具有如下有益效果:
45.本实用新型实施例的注塑模具的前模,先往第一前模组1的主流道注入熔融的塑料,待固化后进行开模,过程中,在外力的作用下,第三前模组3移动,因尼龙扣5连接第二前模组2和第三前模组3,进而会带动第二前模组2移动,即第三前模组3带动第二前模组2远离第一前模组1,使得分流道7与第一前模组1分离;接着,第三前模组3继续带动第二前模组2远离第一前模组1,直至,螺丝4的第二端部抵接于第二前模组2后表面,使得第二前模组2与第三前模组3分离,水口料被第二前模组2拖住而一并脱离第三前模组3,在该过程中,吹气管6吹气,将分流道7中的水口料吹落,模具结构简单,不会发生故障,维护简单,成本低,由于采用吹气管6吹落水口料,因此具有开模行程短的优点。
46.本实用新型实施例的注塑模具,包括上述的前模、后模以及位于前模和后模之间的模芯,具有模具结构简单,不会发生故障,维护简单,成本低,由于采用吹气管6吹落水口料,故具有周期短开模行程短的优点。
47.本实施例的水口料的脱模方法,先通过往上述的注塑模具进行合模注塑;再通过,对注塑模具进行开模,后模的后移带动前模的第二前模组2和第三前模组3一起后移,进而与第一前模组1分离,使分流道7内的水口料与第一前模组1分离;接着,当第二前模组2和第三前模组3后移至螺丝4的第二端部抵接于第二前模组2的后表面时,所述第二前模组2和第三前模组3之间的尼龙扣5脱开,第二前模组2和第三前模组3分离,水口料被第二前模组2拖住而一并脱离第三前模组3;最后,吹气管6吹气,将位于第二前模组2上的水口料吹落;该上述水口料的脱模方法简单,不会发生故障,维护简单,成本低,由于采用吹气管6吹落水口料,故具有周期短开模行程短的优点。
48.虽然已参照几个典型实施方式描述了本实用新型,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本实用新型能够以多种形式具体实施而不脱离实用新型的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和
改型都应为随附权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1