一种冰箱门内衬模具的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种冰箱门内衬模具。
背景技术:
2.在冰箱行业中,内衬作为冰箱的重要组成部分,其成型原理通常是吸塑成型设备将abs、hips板材进行加热软化、吹泡后,内衬吸塑模体在驱动机构的带动下向上移动,再进行真空吸附、冷却成型、脱模得到冰箱内衬的过程。
3.在进行吹泡时多是直接吹入冷空气,使得软化后的板材过早的进行冷却,影响成品。
4.且目前冰箱行业的内衬件在吸塑成型后,大多使用吸塑设备上的风机,进行大面积风冷冷却吸塑成型后的吸塑件。此种大面积风冷的冷却方式,只能对吸塑件产品进行大面积降温,而对于吸塑件产品中某些局部造型的复杂处或深槽处,不能达到理想的冷却降温效果,如果吸塑件产品的某些局部温度过高,不能得到充分的冷却降温,将会引起吸塑件产品变形,使得吸塑件产品的整体尺寸稳定性差,进而导致吸塑件产品的废品率高,严重影响吸塑成型加工的实际生产效率。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种冰箱门内衬模具。
6.为了实现上述目的,本实用新型采用了如下技术方案:一种冰箱门内衬模具,包括模体,所述模体上开设有多个第一通孔,所述模体的内部上端位于多个第一通孔下方的位置均固定连接有第一输气管,所述模体的内部上端设置有冷却机构,多个所述第一输气管的下端固定连接有加热机构,所述冷却机构包括冷却壳体,所述冷却壳体的内部固定连接有多个连接管,所述连接管的上端均贯穿冷却壳体的上端,所述冷却壳体的内部固定连接有多个阻隔板,所述冷却壳体的下端固定连接有第一密封板,所述第一密封板上开设有多个第二通孔。
7.进一步的,所述连接管分别与对应第一输气管套设连接,所述第二通孔分别与对应第一输气管套设连接。
8.进一步的,所述冷却壳体的上表面与模体的内壁之间设置有导热涂层,多个所述第一输气管的下端均连接至冷却壳体的内部。
9.进一步的,所述加热机构包括加热壳体,所述加热壳体的内部固定连接有多个电加热丝。
10.进一步的,所述加热壳体的下端固定连接有第二密封板。
11.进一步的,所述第二密封板的下端中间位置固定连接有第二输气管,所述第二输气管上固定连接有电磁阀。
12.进一步的,所述冷却壳体的两侧中间位置分别固定连接有进液管和出液管。
13.本实用新型的有益效果:
14.1、本实用新型在使用时,该冰箱门内衬模具,在对内衬板材进行吹泡时,打开电磁阀,由第二输气管泵入空气,设置在加热壳体内的电加热丝启动,可以对泵入的空气进行加热,加热后的空气经过第一输气管、第一通孔对板材进行吹泡,从而可以防止软化后的板材过早的冷却,影响成品;
15.2、本实用新型在使用时,该冰箱门内衬模具,在对吸塑件进行冷却时,由进液管向冷却壳体内通入冷却液,冷却液进入到冷却壳体后,设置的多个阻隔板可以减缓冷却液的流动速度,冷却液再经过出液管排出,冷却液可以对冷却壳体进行降温,设置的导热涂层可以将吸塑件传递到模体的热量传导至冷却壳体,从而可以使得冷却液对吸塑件进行均匀、快速的散热,且由于对模体整体进行散热,可以避免吸塑件产品中某些局部造型的复杂处或深槽处,不能达到理想冷却降温效果情况的出现。
附图说明
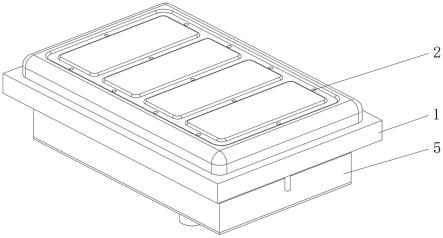
16.图1为本实用新型的俯视图;
17.图2为本实用新型的仰视图;
18.图3为本实用新型的模体结构示意图;
19.图4为本实用新型的冷却机构结构示意图;
20.图5为本实用新型的加热机构结构示意图;
21.图6为本实用新型的工作原理图。
22.图例说明:
23.1、模体;2、第一通孔;3、第一输气管;4、冷却机构;5、加热机构;6、冷却壳体;7、导热涂层;8、连接管;9、阻隔板;10、进液管;11、出液管;12、第一密封板;13、第二通孔;14、加热壳体;15、电加热丝;16、第二密封板;17、第二输气管;18、电磁阀。
具体实施方式
24.如图1-5所示,涉及一种冰箱门内衬模具,包括模体1,模体1上开设有多个第一通孔2,模体1的内部上端位于多个第一通孔2下方的位置均固定连接有第一输气管3,模体1的内部上端设置有冷却机构4,多个第一输气管3的下端固定连接有加热机构5,冷却机构4包括冷却壳体6,冷却壳体6的内部固定连接有多个连接管8,连接管8的上端均贯穿冷却壳体6的上端,冷却壳体6的内部固定连接有多个阻隔板9,冷却壳体6的下端固定连接有第一密封板12,第一密封板12上开设有多个第二通孔13,连接管8分别与对应第一输气管3套设连接,第二通孔13分别与对应第一输气管3套设连接。
25.如图1-6所示,图6中,a为机架,b为密封框架,c为内衬模具,在使用冰箱门内衬模具时,内衬模具设置在机架的内部,由驱动机构(未画出)可以带动内衬模具在机架内上升或下降,驱动机构可为气缸、液压缸,将加热后的板材放置到机架的上端,密封框架压设在板材的上端,打开电磁阀18,由第二输气管17泵入空气,设置在加热壳体14内的电加热丝15启动,可以对泵入的空气进行加热,加热后的空气经过第一输气管3、第一通孔2对板材进行吹泡,将板材吹泡后,关闭电磁阀18,此时由驱动机构带动内衬模具上移,再打开电磁阀18,由第二输气管17将空气抽出,待空气完全被抽空,板材完全被吸附在模体1的外侧,再关闭
电磁阀18,由进液管10向冷却壳体6内通入冷却液,冷却液进入到冷却壳体6后,设置的多个阻隔板9可以减缓冷却液的流动速度,冷却液再经过出液管11排出,冷却液可以对冷却壳体6进行降温,设置的导热涂层7可以将吸塑件传递到模体1的热量传导至冷却壳体6,从而可以使得冷却液对吸塑件进行均匀、快速的散热,待吸塑件冷却后,由驱动机构带动内衬模具下移,从而完成脱模。
26.如图4所示,冷却壳体6的上表面与模体1的内壁之间设置有导热涂层7,多个第一输气管3的下端均连接至冷却壳体6的内部,冷却壳体6的两侧中间位置分别固定连接有进液管10和出液管11,导热涂层7为导热硅脂,可以将吸塑件传递到模体1的热量传导至冷却壳体6,在对吸塑件进行冷却时,由进液管10向冷却壳体6内通入冷却液,冷却液进入到冷却壳体6后,设置的多个阻隔板9可以减缓冷却液的流动速度,冷却液再经过出液管11排出,冷却液可以对冷却壳体6进行降温,从而可以使得冷却液对吸塑件进行均匀、快速的散热。
27.如图5所示,加热机构5包括加热壳体14,加热壳体14的内部固定连接有多个电加热丝15,加热壳体14的下端固定连接有第二密封板16,第二密封板16的下端中间位置固定连接有第二输气管17,第二输气管17上固定连接有电磁阀18,在对内衬板材进行吹泡时,打开电磁阀18,由第二输气管17泵入空气,设置在加热壳体14内的电加热丝15启动,可以对泵入的空气进行加热,加热后的空气经过第一输气管3、第一通孔2对板材进行吹泡,从而可以防止软化后的板材过早的冷却,影响成品。
28.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1