一种踢脚线生产用铝塑共挤生产设备的制作方法
1.本实用新型属于踢脚线生产技术领域,具体涉及一种踢脚线生产用铝塑共挤生产设备。
背景技术:
2.踢脚线是装修时用的专用词语。在居室设计中,阴角线、腰线、踢脚线起着视觉的平衡作用,利用它们的线形感觉及材质、色彩等在室内相互呼应,可以起到较好的美化装饰效果。踢脚线的另一个作用是它的保护功能。踢脚线,顾名思义就是脚踢得着的墙面区域,所以较易受到冲击。做踢脚线可以更好地使墙体和地面之间结合牢固,减少墙体变形,避免外力碰撞造成破坏,铝塑共挤:顾名思义,铝塑共挤是铝衬与塑料紧密复合为一体的复合材质,其型材制作是将厚度约4mm的表面硬质芯部发泡的塑料复合在铝衬表面上,达到内金属与外塑料结合为一体。
3.在踢脚线生产过程中,现有的踢脚线一般只是简单的单一材质,并造成了实用是的牢固性和柔韧性不强,从而产生了产品使用寿命较低的问题,基于此我们提出一种踢脚线生产用铝塑共挤生产设备。
技术实现要素:
4.为了解决现有的踢脚线牢固性和柔韧性不强的问题,本实用新型提供一种踢脚线生产用铝塑共挤生产设备。
5.本实用新型提供的一种踢脚线生产用铝塑共挤生产设备采用如下的技术方案:
6.一种踢脚线生产用铝塑共挤生产设备,包括柜体,所述柜体的顶部设置有罐体,所述罐体的顶部设置有第一电机,所述第一电机的输出端固定安装有搅拌杆,所述罐体的内部设置有制热端,所述罐体的底部连通有连接管,所述柜体的顶部固定安装有气泵,所述气泵的输出端连通有气管,所述气管的另一端连通有加气头,所述柜体的内部固定安装有挤出模具,所述挤出模具的内部设置有两个弧形槽,所述挤出模具的内部设置有两个矩形块,所述柜体一侧的内部固定安装有六组弹力伸缩机构,六组所述弹力伸缩机构输出端的相对侧均活动安装有夹持辊,所述夹持辊的中间部开设有夹持槽,所述柜体的内部设置有两组转杆,两组所述转杆的外侧均套接有啮合齿轮,两组所述转杆的一端均连接有第二电机,两组所述转杆的三端均活动套接有轴座,两组所述转杆的外侧均固定套接有橡胶辊套,所述挤出模具的两侧均固定安装有制冷端,所述罐体的顶部连通有连通管。
7.优选的,所述第一电机通过支架固定安装在罐体的顶部,所述搅拌杆通过轴承活动贯穿罐体的顶部并延伸至罐体的内部。
8.通过采用上述技术方案,优点在于便于进行搅动增加气泡。
9.优选的,所述连接管远离罐体的一端连通在挤出模具的内部,所述罐体通过支架固定安装在柜体的顶部。
10.通过采用上述技术方案,优点在于罐体获得支撑,便于稳定的作业。
11.优选的,所述挤出模具的一端小于另一端的开口,所述挤出模具的窄端设置有四个弧形块,四个所述弧形块呈对称均匀分布在挤出模具的一端。
12.通过采用上述技术方案,优点在于铝板的凹槽便于与塑料形成整体,便于铝板不脱落不松动,便于成型作业。
13.优选的,六组所述弹力伸缩机构呈对称均匀分布在柜体的内部,六组所述弹力伸缩机构的位置与挤出模具的窄端相对应。
14.通过采用上述技术方案,优点在于使得夹持辊配合夹持槽将铝板夹持稳定,便于结构之间的稳定。
15.优选的,两组所述转杆的数量一组为两个,两组所述转杆分别位于挤出模具的两端,两组所述转杆均呈对称分布在柜体的内部,所述轴座固定安装在柜体的内壁,所述第二电机固定安装在柜体内腔的顶部。
16.通过采用上述技术方案,优点在于橡胶辊套可以形变增加与铝板和成型后的塑料铝板的摩擦传动,便于增加传动效率。
17.优选的,所述连通管和连接管的内部均设置有电动阀门。
18.通过采用上述技术方案,优点在于便于根据实际的需求进行作业,增加了整体的使用效果。
19.综上所述,本实用新型具有如下的有益技术效果:
20.1.通过启动第一电机转动,第一电机带动搅拌杆转动,同时气泵启动、连接管的阀门关闭,而后气泵启动通过气管和加气头向熔化的塑料颗粒料内部填充气体,并随着搅拌杆的转动作业,使得液体塑料内部增加气泡,使得液体料的体积膨胀,多余的气流通过连通管向外界排出,形成气压平衡,并使得液体塑料内部气泡逐步充盈,而后将预处理后的铝板通过夹持辊和夹持槽的稳定下保持稳定状态进入到挤出模具的一端,并使得保持在挤出模具的中间部,而后第二电机启动,将夹持的铝板进行传动,而后连通管的阀门关闭,连接管的阀门关闭气泵向罐体内部加压,液体塑料通过连接管进入到挤出模具的内部,在气压的作用下均匀的填充到挤出模具的内部,而后随着第二电机的传动作业,使得铝板和塑料进行逐步带出,并且在制冷端的作用下,挤出模具逐步降温,使得内部的挤出塑料包裹在铝板外侧冷却成型,经过柜体另一侧的出口排出,整体使用效果好。
21.2.通过设置的矩形块和弧形块,矩形块的作用是帮助液体塑料在成型后,可以在塑料的一侧留下凹槽,便于成型的踢脚线可以通过黏合剂安装在使用位置,增加了摩擦力,而弧形槽可以帮助外部塑料在成型后,留下弧形的突起,便于在安装时增加外部的美观,同时弧形块的作用是,在挤出模具一端的窄口进入铝板时,铝板外侧开设有弧形块相适配的槽,该设置为了堵上窄口便于挤出模具随着移动方向塑料的成型,同时铝板的凹槽便于与塑料形成整体,便于铝板不脱落不松动,便于成型作业。
附图说明
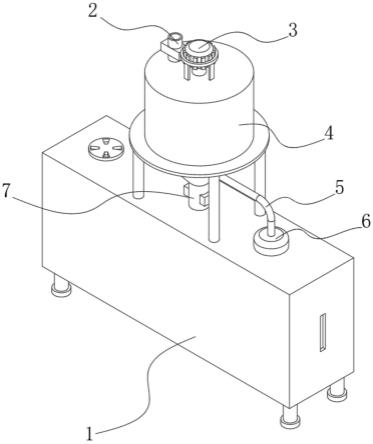
22.图1为本实用新型的前视立体外观结构示意图;
23.图2为本实用新型的前视剖视结构示意图;
24.图3为本实用新型的右视剖视结构示意图;
25.图4为本实用新型的左视剖视结构示意图。
26.图中:1、柜体;2、连通管;3、第一电机;4、罐体;5、气管;6、气泵;7、连接管;8、制热端;9、搅拌杆;10、加气头;11、弹力伸缩机构;12、夹持辊;13、夹持槽;14、啮合齿轮;15、挤出模具;16、轴座;17、橡胶辊套;18、转杆;19、第二电机;20、制冷端;21、弧形槽;22、弧形块;23、矩形块。
具体实施方式
27.以下结合附图1-4对本实用新型作进一步详细说明。
28.本实用新型实施例公开一种踢脚线生产用铝塑共挤生产设备,参照图1,包括柜体1,柜体1的顶部设置有罐体4,罐体4的顶部设置有第一电机3,第一电机3的输出端固定安装有搅拌杆9,罐体4的内部设置有制热端8,罐体4的底部连通有连接管7,柜体1的顶部固定安装有气泵6,气泵6的输出端连通有气管5,气管5的另一端连通有加气头10,柜体1的内部固定安装有挤出模具15,挤出模具15的内部设置有两个弧形槽21,挤出模具15的内部设置有两个矩形块23,柜体1一侧的内部固定安装有六组弹力伸缩机构11,六组弹力伸缩机构11输出端的相对侧均活动安装有夹持辊12,夹持辊12的中间部开设有夹持槽13,柜体1的内部设置有两组转杆18,两组转杆18的外侧均套接有啮合齿轮14,两组转杆18的一端均连接有第二电机19,两组转杆18的三端均活动套接有轴座16,两组转杆18的外侧均固定套接有橡胶辊套17,挤出模具15的两侧均固定安装有制冷端20,罐体4的顶部连通有连通管2。
29.参照图2,第一电机3通过支架固定安装在罐体4的顶部,搅拌杆9通过轴承活动贯穿罐体4的顶部并延伸至罐体4的内部。
30.第一电机3转动带动搅拌杆9转动,将内部进行转动并形成一定的稳定,便于进行搅动增加气泡。
31.参照图2,连接管7远离罐体4的一端连通在挤出模具15的内部,罐体4通过支架固定安装在柜体1的顶部。
32.连接管7将罐体4内部的液体塑料引入到挤出模具15的内部,罐体4获得支撑,便于稳定的作业,塑料可以通过加热和化学配比的方式进行转化为液体。
33.参照图2和图4,挤出模具15的一端小于另一端的开口,挤出模具15的窄端设置有四个弧形块22,四个弧形块22呈对称均匀分布在挤出模具15的一端。
34.通过设置的矩形块23和弧形块22,矩形块23的作用是帮助液体塑料在成型后,可以在塑料的一侧留下凹槽,便于成型的踢脚线可以通过黏合剂安装在使用位置,增加了摩擦力,而弧形槽21可以帮助外部塑料在成型后,留下弧形的突起,便于在安装时增加外部的美观,同时弧形块22的作用是,在挤出模具15一端的窄口进入铝板时,铝板外侧开设有弧形块22相适配的槽,该设置为了堵上窄口便于挤出模具15随着移动方向塑料的成型,同时铝板的凹槽便于与塑料形成整体,便于铝板不脱落不松动,便于成型作业。
35.参照图2-图4,六组弹力伸缩机构11呈对称均匀分布在柜体1的内部,六组弹力伸缩机构11的位置与挤出模具15的窄端相对应。
36.弹力伸缩机构11将弹力施加在夹持辊12,使得夹持辊12配合夹持槽13将铝板夹持稳定,便于结构之间的稳定。
37.参照图2-图4,两组转杆18的数量一组为两个,两组转杆18分别位于挤出模具15的两端,两组转杆18均呈对称分布在柜体1的内部,轴座16固定安装在柜体1的内壁,第二电机
19固定安装在柜体1内腔的顶部。
38.第二电机19转动,带动转杆18转动,转杆18在轴座16的支撑下保持稳定的转动,并且两个转杆18在啮合齿轮14的啮合传动作用下,保持两个转动将铝板和成型后的塑料板进行夹持传动作业,而橡胶辊套17可以形变增加与铝板和成型后的塑料铝板的摩擦传动,便于增加传动效率。
39.参照图1-图4,连通管2和连接管7的内部均设置有电动阀门。
40.电动阀门便于配合作业,打开和关闭连通管2和连接管7的作业,便于根据实际的需求进行作业,增加了整体的使用效果。
41.本实用新型实施例一种踢脚线生产用铝塑共挤生产设备的实施原理为:在使用时,作业人员通过连通管2连接下料装置向罐体4内部加入塑料颗粒料,并启动制热端8使得罐体4内部温度升高,并启动第一电机3转动,第一电机3带动搅拌杆9转动,同时气泵6启动、连接管7的阀门关闭,而后气泵6启动通过气管5和加气头10向熔化的塑料颗粒料内部填充气体,并随着搅拌杆9的转动作业,使得液体塑料内部增加气泡,使得液体料的体积膨胀,多余的气流通过连通管2向外界排出,形成气压平衡,并使得液体塑料内部气泡逐步充盈,而后将预处理后的铝板通过夹持辊12和夹持槽13的稳定下保持稳定状态进入到挤出模具15的一端,并使得保持在挤出模具15的中间部,而后第二电机19启动,将夹持的铝板进行传动,而后连通管2的阀门关闭,连接管7的阀门关闭气泵6向罐体4内部加压,液体塑料通过连接管7进入到挤出模具15的内部,在气压的作用下均匀的填充到挤出模具15的内部,而后随着第二电机19的传动作业,使得铝板和塑料进行逐步带出,并且在制冷端20的作用下,挤出模具15逐步降温,使得内部的挤出塑料包裹在铝板外侧冷却成型,经过柜体1另一侧的出口排出,整体使用效果好,而通过设置的矩形块23和弧形块22,矩形块23的作用是帮助液体塑料在成型后,可以在塑料的一侧留下凹槽,便于成型的踢脚线可以通过黏合剂安装在使用位置,增加了摩擦力,而弧形槽21可以帮助外部塑料在成型后,留下弧形的突起,便于在安装时增加外部的美观,同时弧形块22的作用是,在挤出模具15一端的窄口进入铝板时,铝板外侧开设有弧形块22相适配的槽,该设置为了堵上窄口便于挤出模具15随着移动方向塑料的成型,同时铝板的凹槽便于与塑料形成整体,便于铝板不脱落不松动,便于成型作业。
42.以上均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1