一种雪糕杯瓶口卡件成型用注塑模具的制作方法
1.本技术涉及注塑模具技术领域,尤其是涉及一种雪糕杯瓶口卡件成型用注塑模具。
背景技术:
2.目前,雪糕杯瓶口卡件通常采用注塑工艺制成,在雪糕杯瓶口卡件成型的过程中,需要使用雪糕杯瓶口卡件成型模具。
3.参照图1,为雪糕杯瓶口卡件的结构示意图。雪糕杯瓶口卡件包括瓶身本体和分别设置在瓶身本体相对两侧的第一凸条1和第二凸条2,第一凸条1呈长条型,且第一凸条1沿其长度方向开设有第一通孔3,第二凸条2为弧形条,第二凸条2的两端分别开设有第二通孔4。
4.由于产品的特殊性,对应的产品注塑模具在实现瓶身本体成型的基础上需要分别开设供第一凸条1和第二凸条2成型的第一沉槽和第二沉槽,并且需要增加供第一通孔3和第二通孔4成型的封堵件,产品注塑成型后第一凸条1卡嵌在第一沉槽中、第二凸条2卡嵌在第二沉槽中、封堵件卡嵌在成型产品的第一通孔3和第二通孔4中,导致产品在脱模时较为困难,因此,现在急需一种便于雪糕杯瓶口卡件进行生产和脱模的注塑模具。
技术实现要素:
5.为了改善雪糕杯瓶口卡件脱模较为困难的问题,本技术提供一种雪糕杯瓶口卡件成型用注塑模具。
6.本技术提供的一种雪糕杯瓶口卡件成型用注塑模具采用如下的技术方案:
7.一种雪糕杯瓶口卡件成型用注塑模具,包括定模和动模;
8.所述定模包括上模套和固定安装在所述上模套上的凸模,所述上模套开设有挤压腔,且所述上模套上开设有注塑流道;所述动模包括下模套、滑动安装在所述下模套上的两个相对设置的第一滑模以及一个第二滑模,所述第一滑模的滑移方向与所述第二滑模的滑移方向相垂直,两所述第一滑模和所述第二滑模均与所述挤压腔内侧壁相抵接,所述下模套上设置有第一凹模和第二凹模,所述第一凹模和所述第二凹模相贴合,所述第二凹模上设置有用于驱动成型产品脱离所述第一凹模的顶升件;
9.两所述第一滑模的两相对应面均设置有用于形成第一通孔的第一镶针和用于形成第二通孔的第二镶针,每组对应的两所述第一镶针的自由端相抵接,每组对应的两所述第二镶针的自由端分别与所述第二滑模的相对两侧相抵接;
10.所述凸模、所述第一凹模、所述第二凹模、两所述第一滑模和所述第二滑模围合成注塑型腔,
11.还包括用于驱动两所述第一滑模和所述第二滑模相互靠近或远离的脱模组件。
12.通过采用上述技术方案,原料自注塑流道进入凸模、第一凹模、第二凹模、两第一滑模和第二滑模围合成的注塑型腔,后续脱模时定膜和动模在外界驱动力的作用下分离,
分离时下模套、顶升件、第一凹模、第二凹模、第一滑模、第二滑模及成型产品向下移动,凸模脱离成型产品,同时两第一滑模在脱模组件的作用下朝相背离的方向移动,使第一镶针和第二镶针脱离成型产品,第二滑模在脱模组件的作用下朝相背离的方向移动,紧接着顶升件在另一外界驱动力的作用下顶升产品,实现了成型产品的脱模,改善了雪糕杯瓶口卡件脱模较为困难的问题。
13.可选的,所述脱模组件包括多个间隔设置在所述上模套上的斜导柱,多个所述斜导柱的自由端相互远离,所述第一滑模和所述第二滑模上对应开设有供所述斜导柱插接的斜导孔,当所述第一凹模远离所述凸模时,所述第一滑模和所述第二滑模朝相互远离的方向移动。
14.通过采用上述技术方案,脱模时下模套在外界驱动力的作用下朝背离上模套的方向移动,此时凸模远离第一凹模和第二凹模,与此同时斜导柱在对应的斜导孔中相对滑移,在斜导柱逐步脱离斜导孔的过程中,推动两第一滑模和第二滑模朝相互远离的方向移动;斜导柱和斜导孔的配合使下模套在移动时给第一滑模和第二滑模提供水平滑移的驱动力,实现了产品的多向快速脱模,改善了雪糕杯瓶口卡件脱模较为困难的问题。
15.可选的,所述顶升件包括一端与所述第二凹模固定连接的顶针,所述顶针滑移穿设在所述下模套中,且所述顶针的滑移方向与所述下模套的高度方向相同。
16.通过采用上述技术方案,脱模时,下模套和顶针在外界驱动力下同步向下移动,当下模套停止移动后,顶针和第二凹模在另一外界驱动力下上移,将成型产品顶出,实现快速脱模。
17.可选的,所述顶针远离所述第二凹模的一端固定连接有顶板,所述顶板上间隔设置有多个与所述顶针平行的连接杆,所述下模套上对应开设有供所述连接杆插接的连接孔,每个所述连接杆上均设置有弹性件。
18.通过采用上述技术方案,弹性件的设置减小了顶升成型产品时顶板与下模套的碰撞,起缓冲的作用,同时便于顶板和顶针的复位。
19.可选的,所述上模套和所述下模套之间设置有多组用于对所述下模套的移动进行导向的导向组件。
20.通过采用上述技术方案,导向组件的设置对下模套的移动进行导向,使下模套保持竖向移动,进而使上模套和下模套精准合模。
21.可选的,所述注塑流道的注塑口外周沿处安装有定位环。
22.通过采用上述技术方案,定位环的设置方便模具上啤机时的对位。
23.可选的,所述第一滑模和所述第二滑模远离所述第一凹模的一侧设置有耐磨板,所述耐磨板与所述挤压腔内侧壁相抵接。
24.通过采用上述技术方案,耐磨板的设置可以减小对第一滑模和第二滑模的磨损,降低更换成本,延长了模具的使用寿命。
25.可选的,所述斜导柱与所述上模套可拆卸式连接。
26.通过采用上述技术方案,斜导柱与上模套的可拆卸式连接便于对磨损的斜导柱进行更换,进而提高合模效果。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.脱模时定膜和动模在外界驱动力的作用下分离,此时下模套、顶升件、第一凹
模、第二凹模、第一滑模、第二滑模及成型产品向下移动,凸模脱离成型产品,同时两第一滑模在脱模组件的作用下朝相背离的方向移动,使第一镶针和第二镶针脱离成型产品,第二滑模在脱模组件的作用下朝远离第一凹模的方向移动,紧接着顶升件在另一外界驱动力的作用下顶升产品,实现了成型产品的脱模,改善了雪糕杯瓶口卡件脱模较为困难的问题;
29.2.导向组件的设置对下模套的移动进行导向,使下模套保持竖向移动,进而使上模套和下模套精准合模;
30.3.弹性件的设置减小开模后重新合模下模套对上模套产生的碰撞,起缓冲的作用。
附图说明
31.图1是背景技术附图。
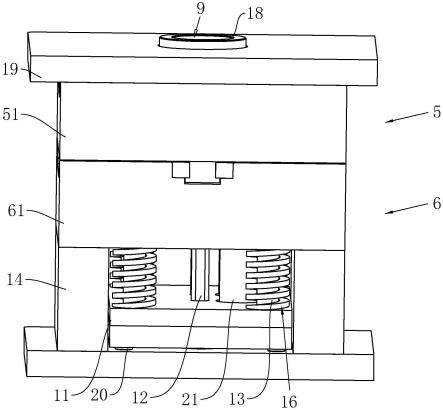
32.图2是本技术实施例的整体结构示意图。
33.图3是本技术实施例的剖面结构示意图。
34.图4是本技术实施例中动模和定膜的爆炸结构示意图。
35.图5是本技术实施例中凸模的整体结构示意图。
36.图6是本技术实施例中动模的整体结构示意图。
37.图7是本技术实施例中第一镶针、第二镶针、第二滑模和第一凹模的整体结构示意图。
38.附图标记:1、第一凸条;2、第二凸条;3、第一通孔;4、第二通孔;5、定膜;51、上模套;52、凸模;6、动模;61、下模套;62、第一凹模;63、第一滑模;64、第二滑模;65、第一镶针;66、第二镶针;67、第二凹模;7、脱模组件;71、斜导柱;8、挤压腔;9、注塑流道;10、斜导孔;11、顶板;12、顶针;13、连接杆;14、支撑座;15、导向组件;151、导柱;152、导套;16、弹性件;17、耐磨板;18、定位环;19、上封板;20、橡胶块;21、导向柱。
具体实施方式
39.以下结合附图2-7对本技术作进一步详细说明。
40.本技术实施例公开一种雪糕杯瓶口卡件成型用注塑模具。
41.参照图2和图3,雪糕杯瓶口卡件成型用注塑模具包括动模6和定膜5。在合模时动模6和定膜5围合成供雪糕杯瓶口卡件成型的注塑型腔,瓶口卡件成型后在外界驱动力作用下驱使动模6远离定膜5,实现产品的脱模。
42.参照图3、图4和图5,具体的,定膜5包括上模套51,上模套51顶面上固定连接有上封板19,上模套51与上封板19上开设有注塑流道9,且上封板19于注塑流道9的注塑口处固定安装有定位环18,以方便模具上啤机时的对位。上模套51的底面沿上模套51的高度方向开设挤压腔8,该挤压腔8的内底壁上间隔固定安装有若干个凸模52,可以为一个、两个或者更多,在本技术实施例中设置为两个,即本技术实施例一次可完成两个雪糕杯瓶口卡件的注塑。
43.参照图3和图6,动模6包括下模套61,下模套61上开设有两个沉槽,下模套61于沉槽底壁处固定安装有第一凹模62,每个第一凹模62上滑动贴合有第二凹模67,第二凹模67与凸模52一一相对,合模后上模套51的底面与下模套61的顶面相抵接。第二凹模67上设置
有用于驱动成型产品脱离第一凹模62的顶升件,顶升件在本技术中为顶针12,顶针12的一端与第二凹模67固定连接,该顶针12滑移穿设在下模套61中,且顶针12的滑移方向与下模套61的高度方向相同。
44.以下以其中一个注塑型腔为例,参照图6和图7:
45.下模套61的顶面上滑动安装有两个第一滑模63和一个第二滑模64,两个第一滑模63相对设置,第二滑模64位于两个第一滑模63之间,且两个第一滑模63的滑移方向与第二滑模64的滑移方向相垂直。上模套51上设置有用于驱动两第一滑模63和第二滑模64相互靠近或远离的脱模组件7。需强调的是,两个注塑型腔对应的相邻两个第一滑模63沿第二滑模64的滑移方向布设,且这两个第一滑模63固定连接并关于第一滑模63的滑移方向对称设置,固定连接的方式为一体成型。
46.每个注塑型腔对应的两第一滑模63以及第二滑模64远离第一凹模62的一侧均螺纹连接有耐磨板17。耐磨板17的设置可以减小对第一滑模63和第二滑模64的磨损,降低更换成本,延长了模具的使用寿命。合模后耐磨板17与挤压腔8的内侧壁相抵接,以提高产品的成型效果。
47.为了实现对成型产品中第一通孔3和第二通孔4的成型需求,在每个第一滑模63靠近相对的另一第一滑模63的一侧上固定安装有用于形成第一通孔3的第一镶针65和用于形成第二通孔4的第二镶针66,合模后两第一滑模63上的两第一镶针65的自由端相抵接,两第二镶针66的自由端分别与第二滑模64的相对两侧相抵接。合模后凸模52、第一凹模62、第二凹模67、两第一滑模63和第二滑模64围合成一个注塑型腔。
48.参照图4和图6,脱模组件7包括固定在上模套51内顶壁上的多根斜导柱71,斜导柱71与上模套51螺纹连接,斜导柱71在本技术实施例中设置为六根,每个第一滑模63上分布有一根,每个第二滑模64上分布有一根,六根斜导柱71的自由端相互远离,且第一滑模63和第二滑模64上均开设有供对应的斜导柱71进行插接的斜导孔10。
49.脱模时定膜5和动模6在外界驱动力的作用下分离,此时下模套61、顶针12、第一凹模62、第二凹模67、第一滑模63、第二滑模64及成型产品向下移动,凸模52脱离成型产品,与此同时斜导柱71在对应的斜导孔10中相对滑移,在斜导柱71逐步脱离斜导孔10的过程中,推动两第一滑模63朝相背离的方向移动,使第一镶针65和第二镶针66脱离成型产品,第二滑模64朝远离第一凹模62的方向移动;下模套61停止移动后,顶针12和第二凹模67在另一外界驱动力下上移,将成型产品顶出,实现快速脱模。斜导柱71和斜导孔10的配合使下模套61在移动时给第一滑模63和第二滑模64提供水平滑移的驱动力,实现了产品的多向快速脱模,改善了雪糕杯瓶口卡件脱模较为困难的问题。
50.参照图2和图3,进一步的,下模套61的底面上固定连接有支撑座14,支撑座14在本技术实施例中为u型座,支撑座14和下模套61围合成一个矩形空腔。支撑座14的顶面上固定连接有四个均匀分布的导向柱21,导向柱21与顶针12相平行,导向柱21的自由端与下模套61的底面相抵接。两顶针12的自由端上固定连接有一个顶板11,顶板11位于支撑座14和下模套61之间,且顶板11滑移套设在四个导向柱21上。
51.外界驱动力作用于支撑座14上,支撑座14移动时带动下模套61、顶板11同步向下移动,当支撑座14停止移动后,另一外界驱动力驱动顶板11上移,以实现成型产品的脱模。
52.参照图2和图3,顶板11顶面的四角处固定有四根连接杆13,该连接杆13与顶针12
相平行,下模套61上对应开设有供连接杆13插接的连接孔,连接杆13上设置有弹性件16,弹性件16在本技术实施例中为弹簧,弹簧的设置减小了顶升成型产品时顶板11与下模套61的碰撞,起缓冲的作用,同时便于顶板11和顶针12的复位。此外,支撑座14的顶面上还安装有橡胶块20,以减小顶板11复位时与支撑座14产生的碰撞。
53.参照图4,此外,上模套51和下模套61之间设置有四组用于对下模套61的移动进行导向的导向组件15,四组导向组件15分布在下模套61的四角处,每组导向组件15包括导柱151和导套152,下模套61上开设有供导柱151固定安装的第一安装孔,上模套51上开设有供导套152固定安装的第二安装孔,导套152的高度与上模套51的高度相同,且导柱151的自由端滑动插接在导套152中。导柱151和导套152的配合对下模套61的移动进行导向,使下模套61保持稳定的直线往复移动,进而实现精准合模。
54.本技术实施例一种雪糕杯瓶口卡件成型用注塑模具的实施原理为:脱模时定膜5和动模6在外界驱动力的作用下分离,此时下模套61、顶针12、第一凹模62、第二凹模67、第一滑模63、第二滑模64及成型产品向下移动,凸模52脱离成型产品,同时两第一滑模63在脱模组件7的作用下朝相背离的方向移动,使第一镶针65和第二镶针66脱离成型产品,第二滑模64在脱模组件7的作用下朝远离第一凹模62的方向移动,当下模套61停止移动后,另一外界驱动力驱动顶板11和顶针12上移以顶升成型产品,实现了成型产品的脱模,改善了雪糕杯瓶口卡件脱模较为困难的问题。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1