冲浪板翘头部用调节上料机构、焊接机的制作方法
1.本实用新型涉及运动产品设备制造领域,具体涉及一种调节上料机构、焊接机。
背景技术:
2.现有的拉丝布冲浪板制作方法可以申请的在先专利,专利号: cn202011428263.4,专利名称:拉丝布冲浪板用焊接机、拉丝布冲浪板制造方法;在该在先专利中,申请人对拉丝布冲浪板制作进行了详细完成的介绍;大致步骤为:
①
裁剪拉丝布冲浪板坯料、
②
对冲浪板坯料板身部点焊预固定、
③
对冲浪板坯料翘头部点焊预固定、
④
在冲浪板坯料四周熔接包边布、
⑤
充气,拉丝布将板身部和翘头部撑开,获得成品拉丝布冲浪板。
3.其中,在步骤
③
中,对翘头部点焊预固定的过程中,由于翘头部的下层布长度大于上层布,翘头部点焊之前需要人工将翘头部前端对齐,然后才能开始点焊,以往对于翘头部中上层布和下层布前端对齐的操作只能人工手动操作,这就影响了拉丝布冲浪板的制造效率,影响了冲浪板的产量。
技术实现要素:
4.本实用新型要解决的技术问题是:克服现有技术的不足,提供一种调节上料机构、焊接机,解决以往拉丝布冲浪板翘头部点焊预固定过程中,对于上层布和下层布前端对齐的操作只能人工手动操作,致使影响冲浪板生产制造效率的问题。
5.本实用新型解决其技术问题所采用的技术方案是:
6.第一方面:
7.提供一种冲浪板翘头部用调节上料机构,包括
8.调节底座以及调节机构,所述调节机构设置在调节底座上;
9.所述调节机构包括上吸附盘和下吸附盘,两个吸附盘之间形成夹持区,所述上吸附盘适于对翘头部的上层布进行吸附定位,所述下吸附盘适于对翘头部的下层布吸附定位;
10.在竖直方向上,所述上吸附盘和下吸附盘适于做相对移动,以调节夹持区大小;
11.在水平方向上,所述上吸附盘和下吸附盘分别带动所吸附的上层布和下层布做水平方向相对移动,以调节上层布和下层布在水平方向的相对位置;
12.第一平移模组,所述第一平移模组与调节底座连接,以带动调节机构所夹持的冲浪板翘头部朝翘头焊接机构内移动。
13.进一步的,所述调节机构包括
14.上支架,其下端经第二平移模组与调节底座连接,其上端设置上吸附盘,所述上吸附盘适于做上下移动;
15.下支架,其下端与调节底座固定连接,其上端设置下吸附盘;
16.第二平移模组,设置于调节底座和上支架之间,以带动上支架上的上吸附盘在调
节底座上水平移动。
17.进一步的,所述上支架上设置第一升降气缸,所述第一升降气缸连接上吸附盘,所述第一升降气缸带动上吸附盘做上下移动,以调节加持区大小。
18.进一步的,所述下吸附盘前侧固定设置托板,所述托板适于对冲浪板翘头部的拉丝布进行托持;
19.所述托板前端形成至少一块插板,所述插板适于插入翘头焊接机构的下压辊组件内,以将插板上所托持的翘头部的拉丝布送入翘头焊接机构的上压辊组件和下压辊组件之间。
20.进一步的,所述第一平移模组包括
21.第一模底座,做固定设置;
22.第一滑座,经第一导轨副与第一模底座连接,以使第一滑座在第一模底座上移动,所述第一滑座上设置第一丝杆座;
23.第一丝杆,与第一丝杆座连接,所述第一丝杆旋转以带动第一滑座移动。
24.第二方面:
25.提供一种拉丝布冲浪板用焊接机,包括
26.工作台,所述工作台前侧部开设托料口;
27.板身焊接机构,设置在工作台后侧部,并适于对冲浪板的板身部进行点焊预固定;
28.翘头焊接机构,设置在工作台前侧,并适于对冲浪板的翘头部进行点焊预固定,所述翘头焊接机构的下压辊轴上开设至少一条插槽,所述插槽适于插板在托持翘头部拉丝布时插入;
29.调节上料机构,采用上述的调节上料机构,安装在工作台底部的底架上,所述调节上料机构的下吸附盘和托板均适于在托料口内水平移动;
30.所述调节上料机构适于将冲浪板翘头部的上层布和下层布前端对齐,并将冲浪板翘头部送至翘头焊接机构的上压辊轴和下压辊轴之间。
31.进一步的,所述翘头焊接机构包括
32.机架,其位于工作台前侧;
33.下压辊组件,所述下压辊组件的下压辊轴在机架上做转动设置,所述下压辊轴上开设至少一个插槽,所述插槽适于插板插入;
34.上压辊组件,所述上压辊组件的上压辊轴在下压辊轴上方,所述下压辊轴在机架上做旋转、升降运动;
35.至少一个点焊模组,在机架上方做横向移动设置;
36.点焊底座,在机架上做固定设置,并且位于点焊模组下方;
37.冲浪板翘头部经上压辊轴和下压辊轴夹持输出,所述点焊模组适于对输出的冲浪板翘头部在点焊底座上进行点焊预固定。
38.进一步的,所述上压辊组件包括
39.一对压辊滑座,两个压辊滑座分别位于机架两侧,并分别与机架之间形成上下滑动配合;
40.上压辊轴,其两端分别与两个压辊滑座形成转动配合;
41.两个上驱动电机,分别固定设置在压辊滑座上,所述上驱动电机与上压辊轴传动
连接,以驱动上压辊轴旋转;
42.两个第二升降气缸,在机架上做固定设置,所述第二升降气缸连接压辊滑座,以带动上压辊轴做上下移动。
43.进一步的,还包括
44.整平机构,所述整平机构包括
45.整平支架,做固定设置;
46.两个第三升降气缸,设置在整平支架上;
47.毛刷,与两个第三升降气缸连接;
48.所述第三升降气缸适于带动毛刷压在翘头部的上层布上。
49.第三方面:
50.提供一种拉丝布冲浪板的制作方法,采用上述的焊接机;包括以下步骤:
51.步骤s01,选取拉丝布,并对拉丝布进行裁剪,获得冲浪板坯料,所述冲浪板坯料的翘头部的下层布长度大于上层布;
52.步骤s02,将冲浪板坯料放置在焊接机的工作台上,翘头部放置在调节上料机构的夹持区内;通过板身焊接机构对板身部进行点焊预固定;
53.步骤s03,调节上料机构开始工作:
54.下吸附盘对翘头部的下层布进行吸附,同时,上吸附盘向下移动并对翘头部的下层布进行吸附,然后,第二平移模组带动上吸附盘移动,使翘头部上层布和下层布前端在插板前端位置处保持对齐,接着,再由第一平移模组带动两个吸附盘夹持着翘头部一起朝翘头焊接机构移动,随着插板插入下压辊轴上的插槽中,使翘头部进入上压辊轴和下压辊轴之间,然后上压辊轴下压夹紧翘头部向前输出,点焊模组对输出的翘头部进行点焊预固定;
55.步骤s04,板身部和翘头部点焊完毕之后,通过熔接机将包边布熔接在整个拉丝布冲浪板坯料四周,包边布将板身部和翘头部的各个点焊位置包覆在里面;
56.步骤s05,对拉丝布冲浪板坯料进行充气,拉丝布冲浪板坯料在充气鼓起的过程中,板身部和翘头部的预固定连接处被撑开分离,获取拉丝布冲浪板成品。
57.本实用新型的有益效果是:
58.通过调节上料机构可以对翘头部的上层布和下层布调节至前端对齐,并将翘头部向前输送,通过重新改进的翘头焊接机构可以对输入的翘头部进行辊压输送,并对辊压输出的翘头部进行点焊预固定,该焊接机大大提升了翘头部的点焊预固定的效率。
附图说明
59.下面结合附图对本实用新型进一步说明。
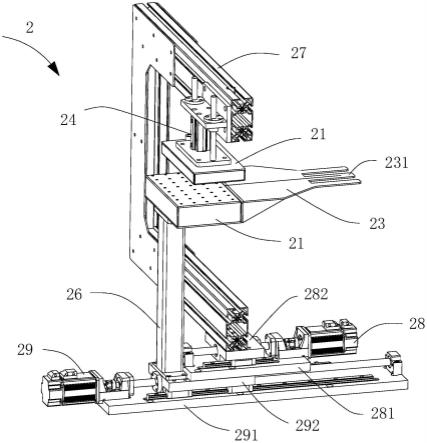
60.图1是本实用新型调节上料机构示意图;
61.图2是拉丝布冲浪板用焊接机示意图;
62.图3和图4是翘头焊接机构示意图;
63.图5是上压辊组件和下压辊组件结构图;
64.图6是调节上料机构、上压辊轴以及下压辊轴结构图;
65.其中,
66.2、调节上料机构;
67.21、上吸附盘,22、下吸附盘;
68.23、托板,231、插板;
69.24、第一升降气缸;
70.26、上支架,27、下支架;
71.28、第一平移模组,281、第一模底座,282、第一滑座;
72.29、第二平移模组,291、第二模底座,292、第二滑座;
73.3、工作台,31、托料口;
74.4、板身焊接机构;
75.5、翘头焊接机构,51、机架,52、下压辊组件,521、下压辊轴,5211、插槽,522、下压辊驱动电机,53、上压辊组件,531、上压辊轴,532、压辊滑座,533、上驱动电机,534、侧边座,535、第二升降气缸;
76.6、整平机构,61、整平支架,62、第三升降气缸,63、毛刷;
77.71、点焊模组,72、点焊底座。
具体实施方式
78.现在结合具体实施例对本实用新型作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
79.实施例一
80.如图1所示,一种冲浪板翘头部用调节上料机构,包括
81.调节底座以及调节机构,所述调节机构设置在调节底座上;
82.所述调节机构包括上吸附盘21和下吸附盘22,两个吸附盘之间形成夹持区,所述上吸附盘21适于对翘头部的上层布进行吸附定位,所述下吸附盘22适于对翘头部的下层布吸附定位;
83.在竖直方向上,所述上吸附盘21和下吸附盘22适于做相对移动,以调节夹持区大小;
84.在水平方向上,所述上吸附盘21和下吸附盘22分别带动所吸附的上层布和下层布做水平方向相对移动,以调节上层布和下层布在水平方向的相对位置;
85.第一平移模组28,所述第一平移模组28与调节底座连接,以带动调节机构所夹持的冲浪板翘头部朝翘头焊接机构5内移动。
86.具体的,作为本实施例中一种可选的实施方式,如图1所示,所述调节机构包括
87.上支架26,其下端经第二平移模组29与调节底座连接,其上端设置上吸附盘21,所述上吸附盘21适于做上下移动;
88.下支架27,其下端与调节底座固定连接,其上端设置下吸附盘22;
89.第二平移模组29,设置于调节底座和上支架26之间,以带动上支架26上的上吸附盘21在调节底座上水平移动。
90.具体的,作为本实施例中一种可选的实施方式,如图1所示,所述上支架 26上设置第一升降气缸24,所述第一升降气缸24连接上吸附盘21,所述第一升降气缸24带动上吸附盘21做上下移动,以调节加持区大小。
91.具体的,作为本实施例中一种可选的实施方式,如图1所示,所述下吸附盘22前侧
固定设置托板23,所述托板23适于对冲浪板翘头部的拉丝布进行托持;
92.所述托板23前端形成至少一块插板231,所述插板231适于插入翘头焊接机构5的下压辊组件52内,以将插板231上所托持的翘头部的拉丝布送入翘头焊接机构5的上压辊组件53和下压辊组件52之间。
93.本实施例中,插板231的数量为三个。
94.具体的,作为本实施例中一种可选的实施方式,如图1所示,所述第一平移模组28包括
95.第一模底座281,做工作台3底部的安装架上做固定设置;
96.第一滑座282,经第一导轨副与第一模底座281连接,以使第一滑座282在第一模底座281上移动,所述第一滑座282上设置第一丝杆座;
97.第一丝杆,与第一丝杆座连接,所述第一丝杆旋转以带动第一滑座282移动。
98.第一丝杆由伺服电机进行驱动。
99.本实施例中,第一滑座282可以兼做调节底座。
100.第二平移模组29的原理结构与第一平移模组28原理相同;第二平移模组 29包括
101.第二模底座291,在调节底座上做固定设置;
102.第二滑座292,经第二导轨副与第二模底座291连接,以使第二滑座292在第二模底座291上移动,所述第二滑座292上设置第一丝杆座;
103.第二丝杆,与第二丝杆座连接,所述第二丝杆旋转以带动第二滑座292移动,第二丝杆同样由单独的伺服电机驱动。
104.本实施例中,上吸附盘21和下吸附盘22均包括
105.盘体,在盘体内形成负压腔,在盘体的压紧面上开设若干个吸附孔。盘体经管道连接真空泵,以使盘体内形成负压腔。
106.本实施例的冲浪板翘头部用调节上料机构2工作原理:调节上料机构2安装在工作台3上,翘头部的下层布由下吸附盘22吸附定位,上层布由上吸附盘 21向下移动进行吸附定位,通过第二平移模组29控制上吸附盘21水平移动,从而带动上层布相对下层布水平移动,调整至上层布前端与下层布前端对齐,然后上吸附盘21和下吸附盘22对翘头部夹紧,最后再由第一平移模组28带动整个调节机构和翘头部一起向前移动,实现翘头部上料。
107.实施例二
108.如图2至图6所示,一种拉丝布冲浪板用焊接机,包括
109.工作台3,所述工作台3前侧部开设托料口31;
110.板身焊接机构4,设置在工作台3后侧部,并适于对冲浪板的板身部进行点焊预固定;
111.翘头焊接机构5,设置在工作台3前侧,并适于对冲浪板的翘头部进行点焊预固定,所述翘头焊接机构5的下压辊轴521上开设至少一条插槽5211,所述插槽5211适于插板231在托持翘头部拉丝布时插入;
112.调节上料机构2,采用实施例一的调节上料机构2,安装在工作台3底部的底架上,所述调节上料机构2的下吸附盘22和托板23均适于在托料口31内水平移动;
113.所述调节上料机构2适于将冲浪板翘头部的上层布和下层布前端对齐,并将冲浪板翘头部送至翘头焊接机构5的上压辊轴531和下压辊轴521之间。
114.本实施例中的板身焊接机构4属于现有技术,具体可以参见在先专利,专利号:cn202011428263.4,专利名称:拉丝布冲浪板用焊接机、拉丝布冲浪板制造方法。
115.具体的,作为本实施例中一种可选的实施方式,如图2至图6所示,所述翘头焊接机构5包括
116.机架51,其位于工作台3前侧;
117.下压辊组件52,所述下压辊组件52的下压辊轴521在机架51上做转动设置,所述下压辊轴521上开设至少一个插槽5211,所述插槽5211适于插板231 插入;
118.上压辊组件53,所述上压辊组件53的上压辊轴531在下压辊轴521上方,所述下压辊轴521在机架51上做旋转、升降运动;
119.至少一个点焊模组71,在机架51上方做横向移动设置;
120.点焊底座72,在机架51上做固定设置,并且位于点焊模组71下方;
121.冲浪板翘头部经上压辊轴531和下压辊轴521夹持输出,所述点焊模组71 适于对输出的冲浪板翘头部在点焊底座72上进行点焊预固定。
122.本实施例中,点焊模组71的数量为两个,点焊模组71属于现有技术,具体可以参见在先专利,专利号:cn202011428263.4。
123.本实施例中,下压辊轴521上的插槽5211数量为三个,三个插槽5211分别对应托板23上的三个插板231。
124.本实施例中,下压辊组件52包括下压辊轴521和下压辊驱动电机522,下压辊轴521两端通过轴承座安装在机架51上,下压辊驱动电机522与下压辊轴 521之间通过链条传动。
125.本实施例中,点焊模组71在机架51上方横向移动的结构为现有的,具体可以参见申请人在先申请的专利,专利号:专利号:cn202011428263.4。通过电机+同步带的组合来带动点焊模组71横向移动。
126.具体的,作为本实施例中一种可选的实施方式,如图2至图6所示,所述上压辊组件53包括
127.一对压辊滑座532,两个压辊滑座532分别位于机架51两侧,并分别与机架51之间形成上下滑动配合;
128.上压辊轴531,其两端分别与两个压辊滑座532形成转动配合;
129.两个上驱动电机533,分别固定设置在压辊滑座532上,所述上驱动电机 533与上压辊轴531传动连接,以驱动上压辊轴531旋转;
130.两个第二升降气缸535,在机架51上做固定设置,所述第二升降气缸535 连接压辊滑座532,以带动上压辊轴531做上下移动。
131.本实施例中,在机架51两侧分别固定设置侧边座534,压辊滑座532与侧边座534之间设置导轨副,以使压辊滑座532可以在侧边座534上做上下移动,第二升降气缸535安装在侧边座534上。
132.上驱动电机533采用减速电机,上压辊轴531两端安装齿轮,上驱动电机 533的输出轴上设置齿轮,与上压辊轴531两端的齿轮啮合,实现齿轮传动。
133.上压辊组件53工作原理:两个上驱动电机533分别在两端驱动上压辊轴531 做旋转,两个第二升降气缸535带动上压辊轴531做上下移动,从而控制上压辊轴531和下压辊轴521之间的夹持空间大小,当调节上料机构2带动冲浪板翘头部向前移动的时候,上压辊轴
531位于下方,使冲浪板翘头部具有足够的空间进入,待冲浪板翘头部进入之后上压辊轴531开始下压冲浪板翘头部,实现对冲浪板翘头部夹持输送。
134.具体的,作为本实施例中一种可选的实施方式,如图2至图6所示,焊接机还包括
135.整平机构6,所述整平机构6包括
136.整平支架61,做固定设置;
137.两个第三升降气缸62,设置在整平支架61上;
138.毛刷63,与两个第三升降气缸62连接;
139.所述第三升降气缸62适于带动毛刷63压在翘头部的上层布上。
140.本实施例中整平机构6的工作原理:通过第三升降气缸62控制刷毛升降,当浪板翘头部在被上压辊组件53向前拖动过程中,刷毛对下方经过的拉丝布冲浪板坯料进行竖向预压紧,使冲浪板向前移动的时候更加稳定,并且拉丝布冲浪板坯料经过刷毛的时候,拉丝布料也可以被捋一捋,避免拉丝布上的褶皱过分集中在某处。
141.本实用新型的拉丝布冲浪板用焊接机,通过增加调节上料机构2以及重新改进的翘头焊接机构5,通过调节上料机构2可以对翘头部的上层布和下层布调节至前端对齐,并将翘头部向前输送,通过重新改进的翘头焊接机构5可以对输入的翘头部进行辊压输送,并对辊压输出的翘头部进行点焊预固定,该焊接机大大提升了翘头部的点焊预固定的效率。
142.实施例三
143.一种拉丝布冲浪板的制作方法,采用实施例二的焊接机;包括以下步骤:
144.步骤s01,选取拉丝布,并对拉丝布进行裁剪,获得冲浪板坯料,所述冲浪板坯料的翘头部的下层布长度大于上层布;
145.步骤s02,将冲浪板坯料放置在焊接机的工作台3上,翘头部放置在调节上料机构2的夹持区内;通过板身焊接机构4对板身部进行点焊预固定;
146.步骤s03,调节上料机构2开始工作:
147.下吸附盘22对翘头部的下层布进行吸附,同时,上吸附盘21向下移动并对翘头部的下层布进行吸附,然后,第二平移模组29带动上吸附盘21移动,使翘头部上层布和下层布前端在插板231前端位置处保持对齐,接着,再由第一平移模组28带动两个吸附盘夹持着翘头部一起朝翘头焊接机构5移动,随着插板231插入下压辊轴521上的插槽5211中,使翘头部进入上压辊轴531和下压辊轴521之间,然后上压辊轴531下压夹紧翘头部向前输出,点焊模组71对输出的翘头部进行点焊预固定;
148.步骤s04,板身部和翘头部点焊完毕之后,通过熔接机将包边布熔接在整个拉丝布冲浪板坯料四周,包边布将板身部和翘头部的各个点焊位置包覆在里面;
149.步骤s05,对拉丝布冲浪板坯料进行充气,拉丝布冲浪板坯料在充气鼓起的过程中,板身部和翘头部的预固定连接处被撑开分离,获取拉丝布冲浪板成品。
150.通过该方法,对翘头部对齐可以由调节上料机构2完成,而点焊预固定可以由翘头焊接机构5完成,避免了人工的参与,大大提升了翘头部点焊预固定的效率。
151.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1