超高压电缆附件中间接头浇注模具的制作方法
1.本实用新型涉及浇注模具领域,具体涉及一种超高压电缆附件中间接头浇注模具。
背景技术:
2.超高压电缆附件中间接头,其模具包括模具体及位于模具体内的芯棒,采用高温高压浇注成型的生产工艺,由于模具的温度是由外至内,而且模具很厚,导致芯棒的温度上升速率极低,需要等待模具温度上升至工艺所需的特定温度,才能往模具内部浇注材料,因此生产效率极其低下。目前,有采用电加热芯棒的方式,但是这种方式安全性不高,且在拆解模具的过程中容易损坏电路。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的缺陷,提供一种超高压电缆附件中间接头浇注模具,它通过热媒加热芯棒,以缩短模具加热时间,且安全可靠。
4.为了解决上述技术问题,本实用新型的技术方案是:一种超高压电缆附件中间接头浇注模具,包括模具体和芯棒,所述模具体设有模腔,所述芯棒装配在所述模腔内,所述芯棒的外周壁和所述模腔的内周壁共同形成用于成型超高压电缆附件中间接头的产品型腔,所述芯棒设有用于供热媒注入的热媒通道。
5.进一步,所述热媒通道为沿所述芯棒的轴向延伸的螺旋通道。
6.进一步,所述热媒通道包括若干沿所述芯棒的周向排布、轴向延伸、且依次串联的柱形通道。
7.进一步为了方便检测芯棒温度,所述芯棒安装有温度传感器。
8.进一步,所述芯棒的靠近其外周壁的位置设有安装槽,所述温度传感器嵌装在所述安装槽内。
9.进一步为了方便往热媒通道注入热媒,并方便热媒流出热媒通道,所述芯棒的至少一个端部伸出所述模具体,所述热媒通道的进口和出口位于所述芯棒的伸出所述模具体的部位。
10.进一步,所述模具体包括依次叠放的第一模板、第二模板和第三模板;其中,
11.所述第一模板设有第一子模腔,所述第二模板设有第二子模腔,所述第三模板设有第三子模腔,所述第一子模腔、所述第二子模腔和所述第三子模腔共同拼接成所述模腔。
12.采用上述技术方案后,本实用新型具有以下有益效果:
13.1、在对模具体加热的过程中,还通过热媒对芯棒进行加热,通过模具内外同时加热的方式来缩短模具加热到达生产工艺所需温度的时间,进而提升生产效率,芯棒通过注入的热媒来加热,安全可靠,且热媒可循环利用;
14.2、本实用新型的热媒通道可以为螺旋通道,也可以包括若干依次串联的柱形通道,可以尽可能地延长热媒通过芯棒的时间,且使得热媒的换热面积尽可能大,在保证热媒
通道的换热效果的同时,不影响芯棒的强度及使用寿命;
15.3、本实用新型还在芯棒内安装温度传感器,能有效检测芯棒的实时温度,准确判断往产品型腔内注入材料的时机,进而提高超高压电缆附件中间接头的合格率。
附图说明
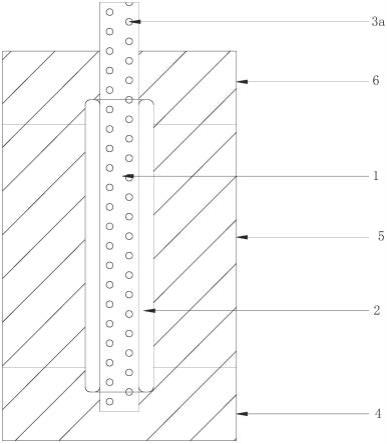
16.图1为本实用新型实施例一中的超高压电缆附件中间接头浇注模具的结构示意图;
17.图2为本实用新型实施例二中的芯棒垂直其轴向的剖视图。
具体实施方式
18.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明。
19.实施例一
20.如图1所示,一种超高压电缆附件中间接头浇注模具,包括模具体和芯棒1,所述模具体设有模腔,所述芯棒1装配在所述模腔内,所述芯棒1的外周壁和所述模腔的内周壁共同形成用于成型超高压电缆附件中间接头的产品型腔2,所述芯棒1设有用于供热媒注入的热媒通道。
21.在本实施例中,所述热媒可以为高温液体,也可以为无污染的高温气体,所述高温液体可以选用高温油。
22.在本实施例中,所述模腔的内表面与所述超高压电缆附件中间接头的外表面轮廓相匹配,所述芯棒1的位于所述模腔内的部分的外表面与所述超高压电缆附件中间接头的内表面轮廓相匹配。
23.具体地,在对模具体加热的过程中,还通过热媒对芯棒1进行加热,通过模具内外同时加热的方式来缩短模具加热到达生产工艺所需温度的时间,进而提升生产效率,芯棒1通过注入的热媒来加热,安全可靠,且热媒可循环利用。
24.如图1所示,所述热媒通道为沿所述芯棒1的轴向延伸的螺旋通道3a。
25.具体地,螺旋通道3a可以尽可能地延长热媒通过芯棒1的时间,且使得热媒的换热面积尽可能大,在保证热媒通道的换热效果的同时,不影响芯棒1的强度及使用寿命。
26.在本实施例中,由于模具体采用的外部加热的方式,仅能判断模具体表面的温度,无法准确知道芯棒1的温度,如果芯棒1的温度未达到生产工艺的温度时,往产品型腔2内部注入材料,会导致生产的超高压电缆附件中间接头不合格,为了方便检测芯棒1温度,所述芯棒1安装有温度传感器。芯棒1的外表面参与超高压电缆附件中间接头成型,为了保证温度传感器所检测到的温度接近于芯棒1外表面温度,所述芯棒1的靠近其外周壁的位置设有安装槽7,所述温度传感器嵌装在所述安装槽7内。
27.具体地,本实施例中的温度传感器,能有效检测芯棒1的实时温度,准确判断往产品型腔2内注入材料的时机,进而提高超高压电缆附件中间接头的合格率。
28.如图1所示,为了方便往热媒通道注入热媒,并方便热媒流出热媒通道,所述芯棒1的至少一个端部伸出所述模具体,所述热媒通道的进口和出口位于所述芯棒1的伸出所述模具体的部位。
29.如图1所示,所述模具体包括依次叠放的第一模板4、第二模板5和第三模板6;其中,
30.所述第一模板4设有第一子模腔,所述第二模板5设有第二子模腔,所述第三模板6设有第三子模腔,所述第一子模腔、所述第二子模腔和所述第三子模腔共同拼接成所述模腔。
31.在本实施例中,所述第一模板4为下模板,所述第二模板5为中模板,所述第三模板6为上模板,但不限于此。本实施例的模具体采用三个叠放的模板,便于拆卸后取出超高压电缆附件中间接头。
32.实施例二
33.本实施例与实施例一的主要区别在于,所述热媒通道包括若干沿所述芯棒1的周向排布、轴向延伸、且依次串联的柱形通道3b,具体如图2所示。若干柱形通道3b可以尽可能地延长热媒通过芯棒1的时间,且使得热媒的换热面积尽可能大,在保证热媒通道的换热效果的同时,不影响芯棒1的强度及使用寿命。
34.相邻柱形通道3b首尾颠倒,沿顺时针或逆时针方向,第一个柱形通道3b的首部作为整个热媒通道的热媒进口,第一个柱形通道3b的尾部与第二个柱形通道3b的头部连通,第二个柱形通道3b的尾部与第三个柱形通道3b的头部连通,如此往复,最后一个柱形通道3b的尾部作为整个热媒通道的热媒出口。所述柱形通道3b可以为奇数个,也可以为偶数个,当为奇数个时,所述热媒通道的热媒进口和热媒出口分布于所述芯棒1的两端,当为偶数个时,所述热媒通道的热媒进口和热媒出口分布于所述芯棒1的同一端,以偶数个为佳。
35.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种超高压电缆附件中间接头浇注模具,其特征在于,包括模具体和芯棒(1),所述模具体设有模腔,所述芯棒(1)装配在所述模腔内,所述芯棒(1)的外周壁和所述模腔的内周壁共同形成用于成型超高压电缆附件中间接头的产品型腔(2),所述芯棒(1)设有用于供热媒注入的热媒通道。2.根据权利要求1所述的超高压电缆附件中间接头浇注模具,其特征在于,所述热媒通道为沿所述芯棒(1)的轴向延伸的螺旋通道(3a)。3.根据权利要求1所述的超高压电缆附件中间接头浇注模具,其特征在于,所述热媒通道包括若干沿所述芯棒(1)的周向排布、轴向延伸、且依次串联的柱形通道(3b)。4.根据权利要求1所述的超高压电缆附件中间接头浇注模具,其特征在于,所述芯棒(1)安装有温度传感器。5.根据权利要求4所述的超高压电缆附件中间接头浇注模具,其特征在于,所述芯棒(1)的靠近其外周壁的位置设有安装槽(7),所述温度传感器嵌装在所述安装槽(7)内。6.根据权利要求1所述的超高压电缆附件中间接头浇注模具,其特征在于,所述芯棒(1)的至少一个端部伸出所述模具体,所述热媒通道的进口和出口位于所述芯棒(1)的伸出所述模具体的部位。7.根据权利要求1所述的超高压电缆附件中间接头浇注模具,其特征在于,所述模具体包括依次叠放的第一模板(4)、第二模板(5)和第三模板(6),所述第一模板(4)设有第一子模腔,所述第二模板(5)设有第二子模腔,所述第三模板(6)设有第三子模腔,所述第一子模腔、所述第二子模腔和所述第三子模腔共同拼接成所述模腔。
技术总结
本实用新型涉及一种超高压电缆附件中间接头浇注模具,包括模具体和芯棒,所述模具体设有模腔,所述芯棒装配在所述模腔内,所述芯棒的外周壁和所述模腔的内周壁共同形成用于成型超高压电缆附件中间接头的产品型腔,所述芯棒设有用于供热媒注入的热媒通道。本实用新型通过热媒加热芯棒,以缩短模具加热时间,且安全可靠。安全可靠。安全可靠。
技术研发人员:王维涛 马然 张薛祥
受保护的技术使用者:信承瑞(常州)电力技术有限公司
技术研发日:2022.09.20
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1