一种独立隔离笼具加工用负压形成装置的制作方法
1.本技术涉及隔离笼具生产加工技术领域,更具体地说,涉及一种独立隔离笼具加工用负压形成装置。
背景技术:
2.笼子是指利用竹编、木质、塑料或金属制成的物件,是用于存放动物或物品的容器;独立隔离笼具是一种用于生物学领域的,用于装载试验动物的工艺容器,其容器壳体一般采用塑性材料制成。
3.独立隔离笼具的生产一般采用负压吸塑技术加工而成,负压吸塑需要用到负压吸塑机,它利用真空泵产生的真空吸力,使得热可塑性塑料原片经模具吸塑后,贴附于模具型腔形成各种形状的罩体,常见的负压吸塑机结构较简单,由于只具有负压的功能,只是通过负压气流将塑料原片拉入模具型腔。
4.针对上述中的相关技术,申请人认为存在有塑料原片在塑形过程中可能受热不均匀,可能导致塑形质量较差,塑形完成后自然冷却速率较慢,且不易脱模,影响生产效率缺陷。
技术实现要素:
5.为了解决上述问题,本技术提供一种独立隔离笼具加工用负压形成装置,采用如下的技术方案:
6.一种独立隔离笼具加工用负压形成装置,包括下支撑台,所述下支撑台的顶部固定嵌设有托盒,所述托盒的顶端边缘上固定安装有型模,所述下支撑台的两侧壁相互靠近的一侧水平固定安装有托板,所述托板的顶部固定安装有真空泵,所述真空泵的进气口设置有导气组件,且导气组件贯穿托盒与型模连通,所述下支撑台的顶部固定安装有上支撑台,所述上支撑台的顶部竖直固定安装有伺服气缸,且伺服气缸的输出端滑动贯穿上支撑台的顶壁,所述伺服气缸的输出端固定安装有牵引板,所述牵引板的底部固定安装有型锤,所述型锤的四周侧壁与底壁上固定安装有电加热板,且电加热板与型模的型腔适配,所述牵引板的底部设置有限位活动机构。
7.进一步的,所述导气组件包括固定安装于真空泵进气口的导气管,所述托板的顶部固定安装有充气泵,且充气泵的输出端与导气管连通,所述导气管远离真空泵、充气泵的一端固定安装有分流套,且分流套固定安装与托盒的底部,所述分流套的圆周侧壁上固定贯穿安装有多个呈阵列分布的分流管,且多个分流管远离分流套的一端均贯穿托盒与型模连通。
8.通过上述技术方案,真空泵通过导气管、分流套与分流管可以同时多通道的抽出型模内的空气,快速的制造负压环境,提高负压成形效率;充气泵通过导气管、分流套与分流管可以同时多通道的箱型模内充气,在塑形完成后能够辅助脱模,提高生产效率。
9.进一步的,所述导气管呈y型结构,且导气管与真空泵、充气泵连接的管体上均固
定安装有电控阀。
10.通过上述技术方案,两个电控阀能够分别独立控制导气管对应真空泵、充气泵的通闭。
11.进一步的,所述型模的四周侧壁与托盒的四周内壁之间设置间隙,所述型模的四周侧壁上固定盘绕有导流管,且导流管的两端均贯穿至托盒的外部,所述导流管的两端安装有循环水泵,且导流管的内装填有冷却液。
12.通过上述技术方案,塑料原片在型模内成型后,通过循环水泵带动导流管内的冷却液流动,能够快速带走型模的热量,提高模型的冷却效率。
13.进一步的,所述限位活动机构包括四个分别竖直滑动贯穿牵引板四角的牵引柱,且四个牵引柱的顶端均固定安装有限位帽,四个所述牵引柱的底端共同固定安装有定位板,且定位板上开设有与电加热板适配的竖直贯通槽,四个所述牵引柱位于牵引板、定位板之间的杆体上均套设有弹簧,且弹簧的两端分别与牵引板、定位板抵触。
14.通过上述技术方案,待加工的塑料原片置于下支撑台的顶部并覆盖于型模的开口,定位板在初始的自然状态下与电加热板的底板齐平,加工时伺服气缸推动牵引板、型锤和电加热板下降,进而带动牵引柱、定位板和弹簧运动,定位板首先与塑料原片接触并逐渐对塑料原片的四周压紧,此时牵引柱适应性滑动,弹簧适应性被压缩,型锤和电加热板逐渐伸入型模的型腔内,电加热板同时适当的对塑料原片进行加热,方便负压成形。
15.进一步的,所述下支撑台的顶部竖直固定安装有四个呈阵列分布的限位杆,且四个限位杆分别滑动贯穿牵引板、定位板的四角。
16.通过上述技术方案,四个限位杆提高了牵引板与定位板升降过程的稳定性。
17.综上所述,本技术包括以下有益技术效果:
18.(1)本技术在真空泵和导气组件的作用下,实现了多通道抽气操作,能够在型模型腔快速制造负压环境,提高负压成形效率,并能够在塑形完成后辅助脱模,提高生产效率;
19.(2)本技术在托盒和型模的作用下,型模与托盒的四周侧壁之间设置有间隙,实现了塑料原片在型模内成型后,可通过循环水泵带动导流管内的冷却液流动,进而快速带走型模的热量,提高模型的冷却效率;
20.(3)本技术在伺服气缸、牵引板、型锤、电加热板和限位活动机构的作用下,实现了塑形过程中对塑料原片的预紧定位和辅助加热,提高了负压成形质量。
附图说明
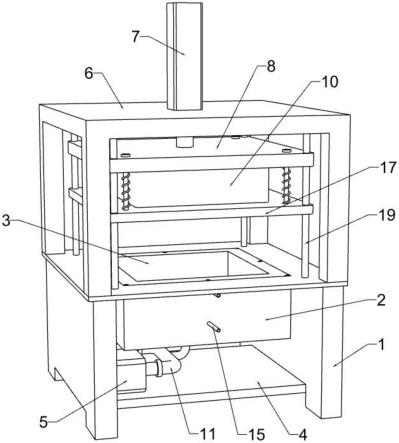
21.图1为一种独立隔离笼具加工用负压形成装置的结构示意图;
22.图2为本技术的牵引板、型锤、电加热板、定位板的爆炸结构示意图;
23.图3为本技术的真空泵、导气管、充气泵的安装结构示意图;
24.图4为本技术的托盒的剖视结构示意图;
25.图5为本技术的托盒、型模、导流管的爆炸结构示意图;
26.图6为本技术的导气管、分流套、分流管的安装结构示意图。
27.图中标号说明:
28.1、下支撑台;2、托盒;3、型模;4、托板;5、真空泵;6、上支撑台;7、伺服气缸;8、牵引板;9、型锤;10、电加热板;11、导气管;12、充气泵;13、分流套;14、分流管;15、导流管;16、牵
引柱;17、定位板;18、弹簧;19、限位杆。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
31.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
32.以下结合附图1-6对本技术作进一步详细说明。
33.请参阅图1-6,一种独立隔离笼具加工用负压形成装置,包括下支撑台1,下支撑台1的顶部固定嵌设有托盒2,托盒2的顶端边缘上固定安装有型模3,待加工的塑料原片置于下支撑台1的顶部并覆盖于型模3的开口,下支撑台1的顶部固定安装有上支撑台6,上支撑台6的顶部竖直固定安装有伺服气缸7,且伺服气缸7的输出端滑动贯穿上支撑台6的顶壁,伺服气缸7的输出端固定安装有牵引板8,牵引板8的底部固定安装有型锤9,型锤9的四周侧壁与底壁上固定安装有电加热板10,且电加热板10与型模3的型腔适配,加工时伺服气缸7推动牵引板8、型锤9和电加热板10下降,型锤9和电加热板10逐渐伸入型模3的型腔内,电加热板10同时适当的对塑料原片进行加热,方便负压成形。
34.牵引板8的底部设置有限位活动机构,限位活动机构包括四个分别竖直滑动贯穿牵引板8四角的牵引柱16,且四个牵引柱16的顶端均固定安装有限位帽,四个牵引柱16的底端共同固定安装有定位板17,且定位板17上开设有与电加热板10适配的竖直贯通槽,定位板17在初始的自然状态下与电加热板10的底板齐平,四个牵引柱16位于牵引板8、定位板17之间的杆体上均套设有弹簧18,且弹簧18的两端分别与牵引板8、定位板17抵触,在伺服气缸7的输出端伸展过程中,定位板17首先与塑料原片接触并逐渐对塑料原片的四周压紧,此时牵引柱16适应性滑动,弹簧18适应性被压缩,下支撑台1的顶部竖直固定安装有四个呈阵列分布的限位杆19,且四个限位杆19分别滑动贯穿牵引板8、定位板17的四角,提高了牵引板8与定位板17升降过程的稳定性。
35.下支撑台1的两侧壁相互靠近的一侧水平固定安装有托板4,托板4的顶部固定安装有真空泵5,真空泵5的进气口设置有导气组件,导气组件包括固定安装于真空泵5进气口的导气管11,导气管11呈y型结构,托板4的顶部固定安装有充气泵12,且充气泵12的输出端与导气管11连通,导气管11与真空泵5、充气泵12连接的管体上均固定安装有电控阀,两个
电控阀能够分别独立控制导气管11对应真空泵5、充气泵12的通闭,导气管11远离真空泵5、充气泵12的一端固定安装有分流套13,且分流套13固定安装与托盒2的底部,分流套13的圆周侧壁上固定贯穿安装有多个呈阵列分布的分流管14,且多个分流管14远离分流套13的一端均贯穿托盒2与型模3连通,真空泵5通过导气管11、分流套13与分流管14可以同时多通道的抽出型模3内的空气,快速的制造负压环境,提高负压成形效率;充气泵12通过导气管11、分流套13与分流管14可以同时多通道的箱型模3内充气,在塑形完成后能够辅助脱模,提高生产效率。
36.型模3的四周侧壁与托盒2的四周内壁之间设置间隙,型模3的四周侧壁上固定盘绕有导流管15,且导流管15的两端均贯穿至托盒2的外部,导流管15的两端安装有循环水泵,且导流管15的内装填有冷却液,塑料原片在型模3内成型后,通过循环水泵带动导流管15内的冷却液流动,能够快速带走型模3的热量,提高模型的冷却效率。
37.本技术实施例的实施原理为:待加工的塑料原片置于下支撑台1的顶部并覆盖于型模3的开口,定位板17在初始的自然状态下与电加热板10的底板齐平,加工时伺服气缸7推动牵引板8、型锤9和电加热板10下降,进而带动牵引柱16、定位板17和弹簧18运动,定位板17首先与塑料原片接触并逐渐对塑料原片的四周压紧,此时牵引柱16适应性滑动,弹簧18适应性被压缩,同时真空泵5通过导气管11、分流套13与分流管14可以同时多通道的抽出型模3内的空气,快速的制造负压环境,使得塑料原片向型模3型腔内塑形,进一步的型锤9和电加热板10逐渐伸入型模3的型腔内,电加热板10适当的对塑料原片进行加热,方便负压成形;塑料原片在型模3内成型后,通过循环水泵带动导流管15内的冷却液流动,能够快速带走型模3的热量,促进模型冷却成形,之后充气泵12通过导气管11、分流套13与分流管14可以同时多通道的箱型模3内充气,在塑形完成后能够辅助脱模,提高生产效率。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1