一种用于塑料制品行齿圈生产的注塑模具的制作方法
本技术涉及行齿圈生产领域,具体是一种用于塑料制品行齿圈生产的注塑模具。
背景技术:
1、齿圈是经过加热之后镶在飞轮外缘上的,冷却之后紧固于飞轮外缘上,用来与起动机齿轮啮合,带动曲轴旋转,起动发动机,齿轮与齿圈的轴向距离应该保持2.5-5毫米,当主电路接通后,起动机齿轮与飞轮齿圈尚未啮合即已高速旋转,两者接触时自然会因撞击而发出响声,且两者无法啮合,发动机也就不能起动。遇此故障,可采取将起动机电磁开关的静、动触点间隙调大。
2、塑料齿圈一般都是通过注塑模具开进行生产的,但是现在很多注塑模具在使用时,不具备自动送料的功能,需要人为手动送料,大大增加了加工时间,因此,针对上述问题提出一种用于塑料制品行齿圈生产的注塑模具。
技术实现思路
1、为了弥补现有技术的不足,解决现在很多注塑模具在使用时,不具备自动送料的功能,需要人为手动送料,大大增加了加工时间的问题,本实用新型提出一种用于塑料制品行齿圈生产的注塑模具。
2、本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种用于塑料制品行齿圈生产的注塑模具,包括底座、注塑模具主体、进料口和设置于底座表面的推料机构,所述底座的表面设置有注塑模具主体,所述注塑模具主体的顶部设置有进料口,所述推料机构包括传动组件和退料组件;
3、所述传动组件包括旋转板、凸杆和受力板,所述旋转板旋转连接于底座的上方,所述旋转板的表面固定连接有凸杆,所述凸杆的表面滑动连接有受力板;
4、所述退料组件包括滑板、滑块、活动板和推板,所述滑板固定连接于受力板的底部,所述滑板的底部固定连接有滑块,所述滑块的内壁旋转连接有活动板,所述活动板的表面旋转连接有推板。
5、优选的,所述底座的侧面固定连接有液压杆,所述液压杆的输出端固定连接有传动杆,所述传动杆的顶部固定连接有传动块,所述传动块的侧面贴合有受力块,所述受力块的侧面滑动连接有衔接板,所述衔接板的顶部固定连接有转盘,所述转盘的表面固定连接有料仓。
6、优选的,所述凸杆与旋转板呈相互垂直设置,所述凸杆设置于旋转板的端点处。
7、优选的,所述受力板的表面设置有与凸杆尺寸相匹配的竖向滑道,所述滑板为“l”形结构。
8、优选的,所述活动板关于滑块呈倾斜设置,所述推板与底座的内壁滑动连接。
9、优选的,所述传动块与受力块的接触面互为斜面,所述衔接板设置于转盘的竖向中轴线上。
10、优选的,所述料仓与转盘的衔接处位于转盘的圆心上。
11、本实用新型的有益之处在于:
12、1.通过设置受力块,因为受力块与传动块的衔接面互为斜面,在传动块运动时,会推动受力块,使其向左侧运动,因为受力块嵌入在衔接板的内部,在受力块运动时,通过衔接板带动转盘实现顺时针旋转,料仓随之进行旋转,将生产原料倾倒进进料口内部,可实现自动送料;
13、2、通过设置旋转板,因为与旋转板垂直的凸杆嵌入在受力板的表面,在凸杆左右滑动时,会通过受力板带动滑板向左侧运动,滑块会随之移动,由于活动板关于滑块呈倾斜设置,在滑块运动时,会将活动板逐渐拉直,活动板会随之对推板施加推力,使其沿着底座的内壁滑动,将物料推出底座的缝隙处,防止物料堆积。
技术特征:
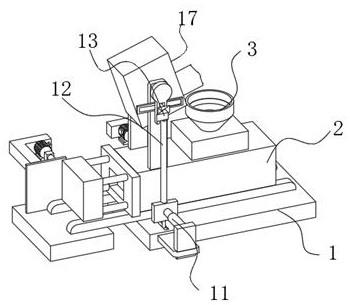
1.一种用于塑料制品行齿圈生产的注塑模具,包括底座(1)、注塑模具主体(2)、进料口(3)和设置于底座(1)表面的推料机构,其特征在于:所述底座(1)的表面设置有注塑模具主体(2),所述注塑模具主体(2)的顶部设置有进料口(3),所述推料机构包括传动组件和退料组件;
2.根据权利要求1所述的一种用于塑料制品行齿圈生产的注塑模具,其特征在于:所述底座(1)的侧面固定连接有液压杆(11),所述液压杆(11)的输出端固定连接有传动杆(12),所述传动杆(12)的顶部固定连接有传动块(13),所述传动块(13)的侧面贴合有受力块(14),所述受力块(14)的侧面滑动连接有衔接板(15),所述衔接板(15)的顶部固定连接有转盘(16),所述转盘(16)的表面固定连接有料仓(17)。
3.根据权利要求1所述的一种用于塑料制品行齿圈生产的注塑模具,其特征在于:所述凸杆(5)与旋转板(4)呈相互垂直设置,所述凸杆(5)设置于旋转板(4)的端点处。
4.根据权利要求1所述的一种用于塑料制品行齿圈生产的注塑模具,其特征在于:所述受力板(6)的表面设置有与凸杆(5)尺寸相匹配的竖向滑道,所述滑板(7)为“l”形结构。
5.根据权利要求1所述的一种用于塑料制品行齿圈生产的注塑模具,其特征在于:所述活动板(9)关于滑块(8)呈倾斜设置,所述推板(10)与底座(1)的内壁滑动连接。
6.根据权利要求2所述的一种用于塑料制品行齿圈生产的注塑模具,其特征在于:所述传动块(13)与受力块(14)的接触面互为斜面,所述衔接板(15)设置于转盘(16)的竖向中轴线上。
7.根据权利要求2所述的一种用于塑料制品行齿圈生产的注塑模具,其特征在于:所述料仓(17)与转盘(16)的衔接处位于转盘(16)的圆心上。
技术总结
本技术属于行齿圈生产领域,具体的说是一种用于塑料制品行齿圈生产的注塑模具,包括底座、注塑模具主体、进料口和设置于底座表面的推料机构,所述底座的表面设置有注塑模具主体,所述注塑模具主体的顶部设置有进料口,所述推料机构包括传动组件和退料组件,所述传动组件包括旋转板、凸杆和受力板,所述旋转板旋转连接于底座的上方,所述旋转板的表面固定连接有凸杆,通过设置受力块,因为受力块与传动块的衔接面互为斜面,在传动块运动时,会推动受力块,使其向左侧运动,因为受力块嵌入在衔接板的内部,在受力块运动时,通过衔接板带动转盘实现顺时针旋转,料仓随之进行旋转,将生产原料倾倒进进料口内部,可实现自动送料。
技术研发人员:方峤军
受保护的技术使用者:宁波市武丰智能传动有限公司
技术研发日:20220929
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!