一种产品整圈倒扣内缩脱模机构的制作方法
本申请涉及注塑成型的领域,尤其是涉及一种产品整圈倒扣内缩脱模机构。
背景技术:
1、注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法,具有生产速度快、效率高、能成形状复杂的产品、花色品种多、尺寸精确等优点,适用于大量生产与形状复杂产品等成型加工领域;在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,通过脱模机构使得待脱模产品脱模,即可得到成型产品。
2、目前,脱模机构通常包括脱料板和推杆,通过驱使脱料板推动待脱模产品的外周壁,同时通过推杆推动待脱模产品的内底壁,使得待脱模产品强行向外脱模。
3、针对上述的相关技术,发明人发现存在有以下缺陷:对有内部整圈倒扣要求的产品进行注塑成型后,由于产品的内部存在整圈倒扣,在对成型产品进行脱模时,产品内部倒扣与推杆抵紧,脱模时脱模难度大,且易导致内部倒扣受挤压而产生形变或损坏,导致产品的合格率较低。
技术实现思路
1、为了改善对整圈倒扣产品脱模时脱模困难且合格率较低的问题,本申请提供一种产品整圈倒扣内缩脱模机构。
2、本申请提供的一种产品整圈倒扣内缩脱模机构采用如下的技术方案:
3、一种产品整圈倒扣内缩脱模机构,包括大滑块、小滑块、伸缩芯子、伸缩后退块、第一驱动件和第二驱动件,所述大滑块上开设有滑槽,且所述大滑块上与滑槽连通开设有伸缩孔;所述小滑块滑动设置在滑槽内,所述伸缩芯子设置在小滑块上,且所述伸缩芯子滑动插设在伸缩孔内,所述伸缩芯子的直径从靠近小滑块到远离小滑块的方向逐渐缩小,所述伸缩后退块在伸缩芯子的周向外侧壁上滑动设置有若干个,且所述伸缩后退块始终与伸缩芯子的外侧壁相贴合;当若干个所述伸缩后退块均与伸缩孔的侧壁完全贴合时,若干个所述伸缩后退块远离大滑块的一端的截面构成一个完整的圆形;所述第一驱动件设置在大滑块上且用于驱使大滑块在水平方向上移动;所述第二驱动件设置在小滑块上且用于驱使小滑块在滑槽内水平滑动。
4、通过采用上述技术方案,工作人员通过第二驱动件驱使小滑块向远离伸缩后退块的方向在滑槽内水平滑动,小滑块带动伸缩芯子同步移动,由于伸缩芯子的直径从靠近小滑块向远离小滑块的方向逐渐缩小,从而使得若干个伸缩后退块向靠近伸缩芯子的轴心线的方向移动,使得伸缩后退块与产品整圈倒扣脱离,然后通过第一驱动件驱使大滑块向远离产品的方向滑动,使得伸缩后退块从产品整圈倒扣中退出,完成产品的脱模,有效改善对整圈倒扣产品脱模时脱模困难且合格率较低的问题。
5、可选的,所述大滑块远离小滑块的一端与伸缩孔连通设置有突出部,所述伸缩后退块远离大滑块的一端穿设在突出部内。
6、通过采用上述技术方案,通过突出部的安装,使得若干个伸缩后退块向远离伸缩芯子的轴心线的方向移动时更为稳定。
7、可选的,所述伸缩芯子的外侧壁上周向间隔开设有若干个导向槽,所述伸缩后退块滑动设置在导向槽内;所述伸缩孔靠近小滑块的一端的侧壁上开设有限位槽,所述伸缩后退块靠近小滑块的一端嵌设在限位槽内;所述限位槽的侧壁上设置有挡板,且所述挡板与伸缩后退块抵接。
8、通过采用上述技术方案,伸缩芯子向远离突出部的方向移动时,限位槽限制伸缩后退块向远离小滑块的方向移动,挡板限制伸缩后退块向靠近小滑块的方向移动,从而使得伸缩后退块仅能在伸缩芯子的驱使下向靠近伸缩芯子的轴心线的方向移动,使得若干个伸缩后退块相互靠近而从产品整圈倒扣中退出,进而有效提高伸缩后退块从产品整圈倒扣中退出时移动的稳定性。
9、可选的,所述第一驱动件为液压缸,所述液压缸的活塞杆与大滑块连接。
10、通过采用上述技术方案,通过驱使液压缸的活塞杆伸长或回缩,实现液压缸带动大滑块在水平方向上靠近产品或远离产品,工作人员驱使大滑块在水平方向上移动方便。
11、可选的,所述液压缸上设置有固定座,所述固定座上开设有穿孔,所述液压缸的活塞杆穿设在穿孔内。
12、通过采用上述技术方案,固定座的穿孔限制液压缸的活塞杆的移动方向,有效提高液压缸的活塞杆伸长或回缩时移动的稳定性。
13、可选的,所述第二驱动件为斜导柱,所述小滑块上开设有插孔,且所述插孔向远离伸缩芯子的方向倾斜开设,所述斜导柱滑动插设在插孔内。
14、通过采用上述技术方案,工作人员驱使斜导柱沿竖直方向远离小滑块的方向移动,即可驱使小滑块向远离伸缩后退块的方向移动;驱使斜导柱沿竖直方向靠近小滑块的方向移动,又可驱使小滑块向靠近伸缩后退块的方向移动,工作人员驱使小滑块在滑槽内水平滑动方便。
15、可选的,所述大滑块的底部滑动设置有耐磨板。
16、通过采用上述技术方案,耐磨板减小大滑块在水平方向上移动时的摩擦损坏,进而提高大滑块的使用寿命。
17、可选的,所述小滑块通过螺栓与伸缩芯子可拆卸连接。
18、通过采用上述技术方案,工作人员分别生产小滑块和伸缩芯子,再通过螺栓将伸缩芯子和小滑块可拆卸连接,有效减少生产小滑块和伸缩芯子的加工难度,且改善小滑块与伸缩芯子一体成型而存在应急集中的问题;且便于工作人员后期对小滑块和伸缩芯子进行维护。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.工作人员通过第二驱动件驱使小滑块向远离伸缩后退块的方向在滑槽内水平滑动,小滑块带动伸缩芯子同步移动,由于伸缩芯子的直径从靠近小滑块向远离小滑块的方向逐渐缩小,从而使得若干个伸缩后退块向靠近伸缩芯子的轴心线的方向移动,使得伸缩后退块与产品整圈倒扣脱离,然后通过第一驱动件驱使大滑块向远离产品的方向滑动,使得伸缩后退块从产品整圈倒扣中退出,完成产品的脱模,有效改善对整圈倒扣产品脱模时脱模困难且合格率较低的问题;
21、2.伸缩芯子向远离突出部的方向移动时,限位槽限制伸缩后退块向远离小滑块的方向移动,挡板限制伸缩后退块向靠近小滑块的方向移动,从而使得伸缩后退块仅能在伸缩芯子的驱使下向靠近伸缩芯子的轴心线的方向移动,使得若干个伸缩后退块相互靠近而从产品整圈倒扣中退出,进而有效提高伸缩后退块从产品整圈倒扣中退出时移动的稳定性;
22、3.工作人员分别生产小滑块和伸缩芯子,再通过螺栓将伸缩芯子和小滑块可拆卸连接,有效减少生产小滑块和伸缩芯子的加工难度,且改善小滑块与伸缩芯子一体成型而存在应急集中的问题;且便于工作人员后期对小滑块和伸缩芯子进行维护。
技术特征:
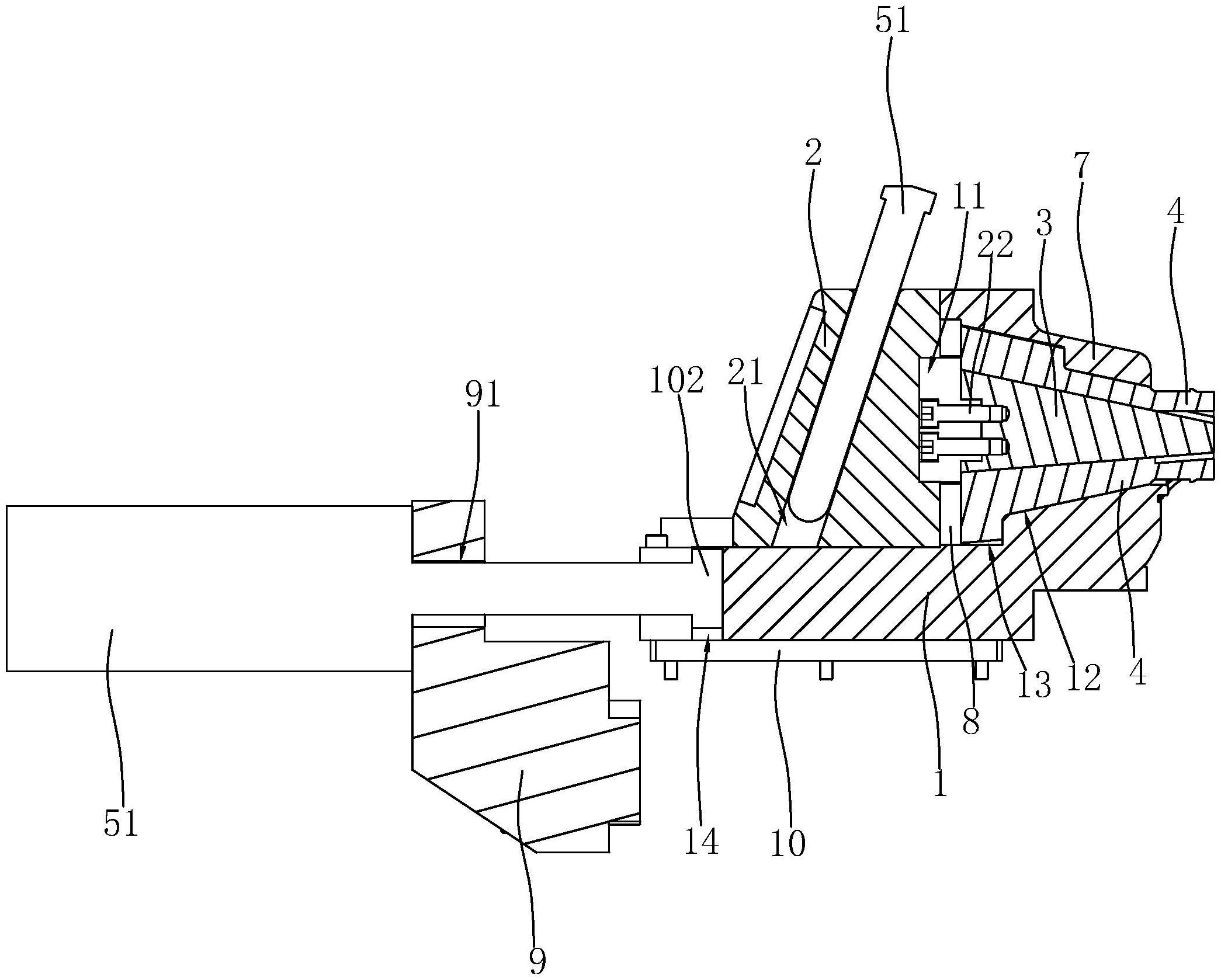
1.一种产品整圈倒扣内缩脱模机构,其特征在于:包括大滑块(1)、小滑块(2)、伸缩芯子(3)、伸缩后退块(4)、第一驱动件(5)和第二驱动件(6),所述大滑块(1)上开设有滑槽(11),且所述大滑块(1)上与滑槽(11)连通开设有伸缩孔(12);所述小滑块(2)滑动设置在滑槽(11)内,所述伸缩芯子(3)设置在小滑块(2)上,且所述伸缩芯子(3)滑动插设在伸缩孔(12)内,所述伸缩芯子(3)的直径从靠近小滑块(2)到远离小滑块(2)的方向逐渐缩小,所述伸缩后退块(4)在伸缩芯子(3)的周向外侧壁上滑动设置有若干个,且所述伸缩后退块(4)始终与伸缩芯子(3)的外侧壁相贴合;当若干个所述伸缩后退块(4)均与伸缩孔(12)的侧壁完全贴合时,若干个所述伸缩后退块(4)远离大滑块(1)的一端的截面构成一个完整的圆形;所述第一驱动件(5)设置在大滑块(1)上且用于驱使大滑块(1)在水平方向上移动;所述第二驱动件(6)设置在小滑块(2)上且用于驱使小滑块(2)在滑槽(11)内水平滑动。
2.根据权利要求1所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述大滑块(1)远离小滑块(2)的一端与伸缩孔(12)连通设置有突出部(7),所述伸缩后退块(4)远离大滑块(1)的一端穿设在突出部(7)内。
3.根据权利要求1所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述伸缩芯子(3)的外侧壁上周向间隔开设有若干个导向槽(31),所述伸缩后退块(4)滑动设置在导向槽(31)内;所述伸缩孔(12)靠近小滑块(2)的一端的侧壁上开设有限位槽(13),所述伸缩后退块(4)靠近小滑块(2)的一端嵌设在限位槽(13)内;所述限位槽(13)的侧壁上设置有挡板(8),且所述挡板(8)与伸缩后退块(4)抵接。
4.根据权利要求1所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述第一驱动件(5)为液压缸(51),所述液压缸(51)的活塞杆与大滑块(1)连接。
5.根据权利要求4所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述液压缸(51)上设置有固定座(9),所述固定座(9)上开设有穿孔(91),所述液压缸(51)的活塞杆穿设在穿孔(91)内。
6.根据权利要求1所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述第二驱动件(6)为斜导柱(61),所述小滑块(2)上开设有插孔(21),且所述插孔(21)向远离伸缩芯子(3)的方向倾斜开设,所述斜导柱(61)滑动插设在插孔(21)内。
7.根据权利要求4所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述大滑块(1)的底部滑动设置有耐磨板(10)。
8.根据权利要求1所述的一种产品整圈倒扣内缩脱模机构,其特征在于:所述小滑块(2)通过螺栓(22)与伸缩芯子(3)可拆卸连接。
技术总结
本申请涉及一种产品整圈倒扣内缩脱模机构,属于注塑成型的领域,其包括大滑块、小滑块、伸缩芯子、伸缩后退块、第一驱动件和第二驱动件,大滑块上开设有滑槽和伸缩孔;小滑块滑动设置在滑槽内,伸缩芯子设置在小滑块上且滑动插设在伸缩孔内,伸缩后退块在伸缩芯子上滑动设置有若干个;第一驱动件设置在大滑块上;第二驱动件设置在小滑块上。工作人员通过第二驱动件驱使小滑块带动伸缩芯子向远离伸缩后退块的方向滑动,从而使得若干个伸缩后退块向靠近伸缩芯子的轴心线的方向移动而与产品整圈倒扣脱离,然后通过第一驱动件驱使大滑块向远离产品的方向滑动,完成产品的脱模,有效改善对整圈倒扣产品脱模时脱模困难且合格率较低的问题。
技术研发人员:戴旭光,姜峰
受保护的技术使用者:上海奔旭精密模具有限公司
技术研发日:20230103
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!