一种散热器板件注塑模具的制作方法
本技术属于散热片加工,具体涉及一种散热器板件注塑模具。
背景技术:
1、散热板是一种非常普遍的电子发热元件,其被广泛应用于一些发热装置中,由于要求具有较好的散热性能,则需要散热片在有限的空间内形成较大的散热面积。散热板由于其结构简单、制作方便被广泛应用。尤其是汽车散热板被大量应用,成本较低,制造简易。
2、通常的模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。然而,汽车散热板的成型过程由于成型模的技术问题,造成汽车散热板的制造过程变得复杂,使其成本提高,现在的汽车散热板成型模安装及其不便,使制造的过程变得复杂,使制造的效率降低,不易大量进行生产,安装的过程浪费人力资源,不易使用,而且安装的定位不准确,导致产品不合格。
3、由此,提高汽车散热片加工生产的效率和加工的稳定性,需要研发一种注塑便捷,成型效果好的模具,进而提供汽车散热配件的生产品质和效率。
技术实现思路
1、本实用新型的目的在于提供一种散热器板件注塑模具,通过在安装底座上设置下模组,并在下模组上设置相适配的上模组,通过下模组与上模组之间的两个成型单元实现对两个同规格的散热配件的同时成型生产,在相应的冷却部件的配合下,实现对散热部件的高效、稳定的生产。
2、本实用新型目的是这样的实现的,包括安装底座、设置在安装底座上的下模组和设置在下模组上的上模组,所述下模组设置有两个成型单元,两个所述成型单元设置有连通的管道,下模组和上模组之间形成板件成型腔,上模组设置有与所述成型腔连通设置的注塑管道。
3、进一步的,所述成型单元包括设置在下模组上的下模仁、设置在下模仁中的型芯,所述型芯通过多个顶杆与下模仁可拆卸连接设置,所述型芯设置有第一冷却水通道。
4、进一步的,所述第一冷却水通道包括沿型芯长度方向上设置的进水管、沿型芯宽度方向上设置的出水管,所述进水管与所述出水管连通设置。
5、进一步的,所述成型单元还包括设置在上模组中的上模仁,所述注塑管道竖直设置在上模仁的中心位置;所述上模组还包括设置在上方的定模座板,所述注塑管道依次穿过定模座板和上模组,并在定模座板上设置有浇口套组件。
6、进一步的,所述注塑管道包括设置在定模座板中的管头、设置在上模组中的管体,所述浇口套组件包括与定模座板可拆卸连接的定位圈、设置在定位圈与定模座板之间的连接螺杆。
7、进一步的,所述下模组与所述上模组之间设置有顶推组件,所述顶推组件包括滑动设置在下模组与上模组之间的滑块、与滑块转动连接的调节螺杆,所述调节螺杆与下模组的端部螺纹连接设置,所述滑块的端部与型芯接触设置。
8、进一步的,所述顶推组件还包括倾斜设置在上模组中的倾斜螺杆,所述倾斜螺杆套设在滑块中的倾斜管道中。
9、进一步的,所述上模仁设置有第二冷却水通道,所述第二冷却水通道与所述第一冷却水通道在竖直方向上的投影方向上相对应设置。
10、本实用新型的有益效果体现在:
11、1、本实用新型中,通过在安装底座上设置下模组,并在下模组的上方设置相适配的上模组,对两者之间形成的成型单元进行稳定的配合组成,进而,由于在上模组的上方设置与成型腔相连通的注塑管道,通过注塑管道将相应的原料注入两个成型单元中进行按压挤压成型,由于两个成型单元之间设置有连通的通道,由此可以实现对两个成型单元中的散热板件进行成型加工,进而提高了加工的效率。
12、2、本实用新型中,通过在成型单元中的下模组内设置型芯,型芯作为注塑模具的主要成型的载体,在型芯上开设相应的沟槽,使得进入成型单元中的注塑原料在重力的作用下,根据型芯的既定形状成型,与此同时,将型芯通过多个顶杆与下模仁可拆卸连接设置,实现对型芯在下模组上的可拆卸连接,从而便于对型芯后续的维护处理,进一步的,由于在型芯中设置第一冷却水通道,通过在型芯中设置循环水,实现对型芯进行冷却处理,进而可以加快对型芯上的注塑原料进行快速的冷却成型处理,从而提高成型的效率。
13、3、本实用新型中,所述第一冷却水通道通过在沿型芯长度方向上设置的进水管、沿型芯宽度方向上设置的出水管,进而实现对型芯上进行注塑过程中产生的热量进行吸收,并在循环水的作用下进行及时的排热,从而提高对型芯快速稳定的冷却处理。
14、4、本实用新型中,在上模组中设置上模仁对下模仁进行配合,实现对成型单元的组装形成,从而为进行挤压成型提供腔体,进一步的,将注塑管道竖直设置在上模仁的中心位置,注塑管道依次穿过定模座板和上模组,其出口端设置在两个成型单元之间连通的管道上,从而对两个所述成型单元进行注塑处理,在注塑管道的顶端设置浇口套组件,提供了对原料进行浇灌的入口端部,实现对成型单元中的注塑成型处理。
15、5、本实用新型中,通过在下模组与所述上模组之间设置有顶推组件,顶推组件中的滑块的端部与型芯接触设置,由此,通过对滑块的调节,可以实现对型芯在水平位置上的偏移调节,进而使得成型单元可以进行微调,以提高成型部件在成型过程中的精准度;进一步的,通过设置调节螺杆对滑块进行限位调节设置,可以加强对滑块进行调节的稳定性和精准性。
技术特征:
1.一种散热器板件注塑模具,包括安装底座(1)、设置在安装底座(1)上的下模组(2)和设置在下模组(2)上的上模组(14),其特征在于,所述下模组(2)设置有两个成型单元(3),两个所述成型单元(3)设置有连通的管道(4),下模组(2)和上模组(14)之间形成板件成型腔(5),上模组(14)设置有与所述成型腔(5)连通设置的注塑管道(6)。
2.根据权利要求1所述的一种散热器板件注塑模具,其特征在于,所述成型单元(3)包括设置在下模组(2)上的下模仁(7)、设置在下模仁(7)中的型芯(8),所述型芯(8)通过多个顶杆(9)与下模仁(7)可拆卸连接设置,所述型芯(8)设置有第一冷却水通道(10)。
3.根据权利要求2所述的一种散热器板件注塑模具,其特征在于,所述第一冷却水通道(10)包括沿型芯(8)长度方向上设置的进水管(11)、沿型芯(8)宽度方向上设置的出水管(12),所述进水管(11)与所述出水管(12)连通设置。
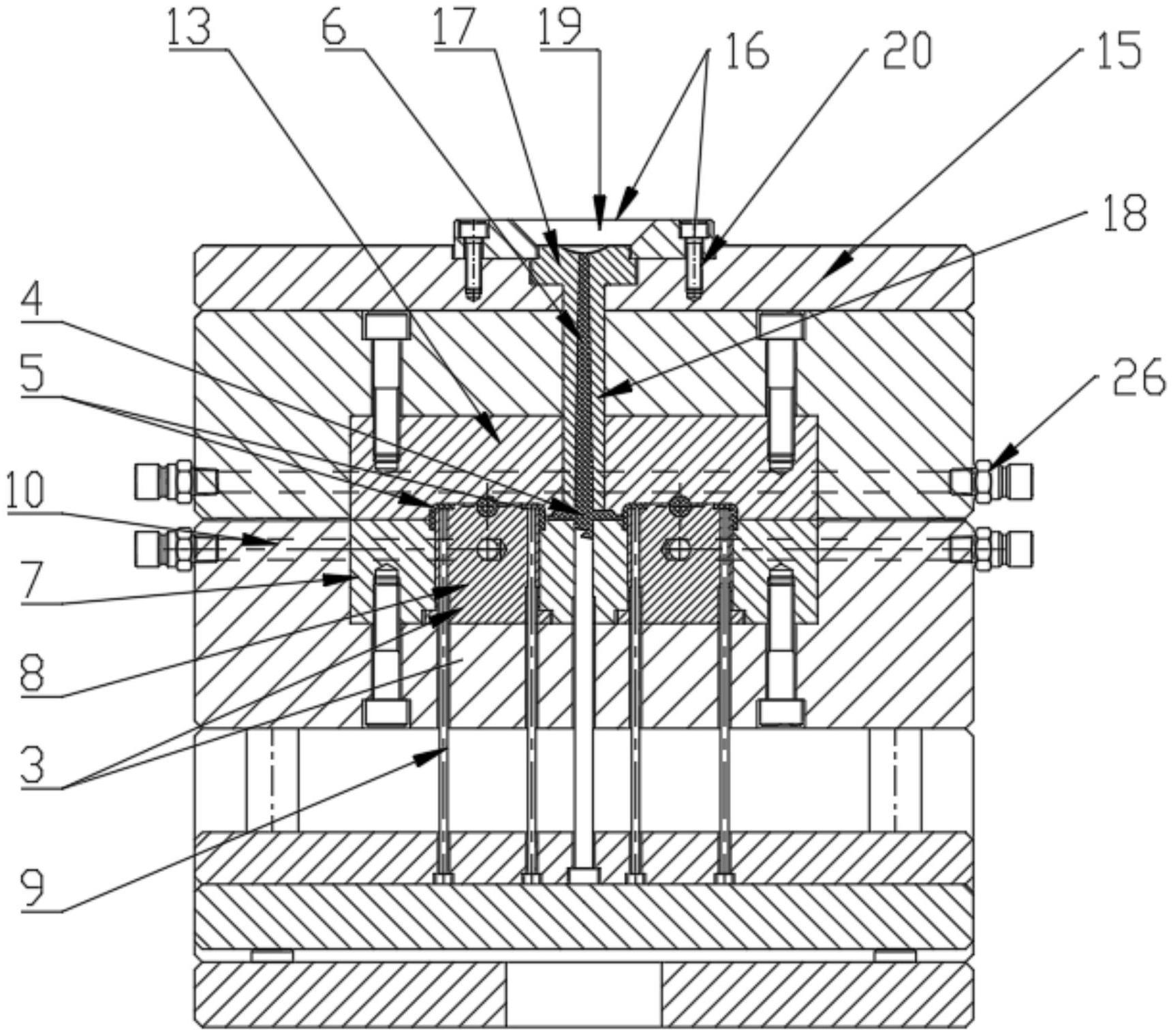
4.根据权利要求3所述的一种散热器板件注塑模具,其特征在于,所述成型单元(3)还包括设置在上模组(14)中的上模仁(13),所述注塑管道(6)竖直设置在上模仁(13)的中心位置;所述上模组(14)还包括设置在上方的定模座板(15),所述注塑管道(6)依次穿过定模座板(15)和上模组(14),并在定模座板(15)上设置有浇口套组件(16)。
5.根据权利要求4所述的一种散热器板件注塑模具,其特征在于,所述注塑管道(6)包括设置在定模座板(15)中的管头(17)、设置在上模组(14)中的管体(18),所述浇口套组件(16)包括与定模座板(15)可拆卸连接的定位圈(19)、设置在定位圈(19)与定模座板(15)之间的连接螺杆(20)。
6.根据权利要求2所述的一种散热器板件注塑模具,其特征在于,所述下模组(2)与所述上模组(14)之间设置有顶推组件(21),所述顶推组件(21)包括滑动设置在下模组(2)与上模组(14)之间的滑块(22)、与滑块(22)转动连接的调节螺杆(23),所述调节螺杆(23)与下模组(2)的端部螺纹连接设置,所述滑块(22)的端部与型芯(8)接触设置。
7.根据权利要求6所述的一种散热器板件注塑模具,其特征在于,所述顶推组件(21)还包括倾斜设置在上模组(14)中的倾斜螺杆(24),所述倾斜螺杆(24)套设在滑块(22)中的倾斜管道(25)中。
8.根据权利要求4所述的一种散热器板件注塑模具,其特征在于,所述上模仁(13)设置有第二冷却水通道(26),所述第二冷却水通道(26)与所述第一冷却水通道(10)在竖直方向上的投影方向上相对应设置。
技术总结
本技术公开了一种散热器板件注塑模具,属于散热片加工技术领域中的一种模具,其技术方案为包括安装底座、设置在安装底座上的下模组和设置在下模组上的上模组,所述下模组设置有两个成型单元,两个所述成型单元设置有连通的管道,下模组和上模组之间形成板件成型腔,上模组设置有与所述成型腔连通设置的注塑管道;本技术提高一种散热器板件注塑模具,通过在安装底座上设置下模组,并在下模组上设置相适配的上模组,下模组与上模组之间的两个成型单元实现对两个同规格的散热配件的同时成型生产,在相应的冷却部件的配合下,实现对散热部件的高效、稳定的生产。
技术研发人员:苗来进
受保护的技术使用者:昆山旭诚豪五金制品有限公司
技术研发日:20220930
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!