一种注塑机用快拆注塑模具组件的制作方法
1.本实用新型涉及注塑模具技术领域,具体涉及一种注塑机用快拆注塑模具组件。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
3.现有技术的注塑模具通过大量的螺栓安装在注塑机上,在安装和拆卸的时候需要浪费大量的时间来对固定模具的螺栓进行安装或拆卸,使塑模具拆装效率较低,同时注塑完成后不便于注塑模具脱模,因此需要在现有技术上进行改进。
技术实现要素:
4.针对现有技术存在拆装效率低的问题,本实用新型提供了一种拆装效率高的注塑机用快拆注塑模具组件,该装置通过设置支撑杆、升降件、滑移组件、横杆、锁杆、锁块和锁槽,有利于提升注塑模具的拆装速度和注塑完成后的脱模速度。
5.为实现上述技术目的,本实用新型采用的技术方案如下:
6.一种注塑机用快拆注塑模具组件,包括底座和相对摆放于底座上的两个注塑模具本体,所述注塑模具本体顶部设有注塑孔,所述两个注塑模具本体相对一面呈开口结构,所述底座两端通过滑移组件相对设有两个支撑杆,所述两个支撑杆能够通过滑移组件在水平方向上移动,所述两个支撑杆相对一面通过升降件设有横杆,所述横杆远离支撑杆一端纵向设有锁杆,所述注塑模具本体朝支撑杆一面设有锁块,所述锁块顶面设有与锁杆匹配使用的锁槽,所述注塑模具开口处设有防漏组件。
7.采用上述技术方案的注塑机用快拆注塑模具组件,在使用过程中,首先打开升降件使锁杆位于锁块上方,然后打开滑移组件将两个支撑架相向移动,直至锁杆移至锁槽正上方,打开升降件,使升降件下降,从而带动锁杆下降,直至锁杆底部与锁槽底部接触,然后再关闭升降件,若此时两个注塑模具本体已经抵接则通过注塑孔向由两个注塑模具本体构成的一个注塑模具内通入塑料液体进行注塑,若此时两个注塑模具本体未抵接,则再打开滑移组件,使两个注塑模具本体继续相向移动,直至两个注塑模具本体相抵接,最后通过注塑孔向由两个注塑模具本体构成的一个注塑模具内通入塑料液体进行注塑,待塑料液体在注塑模具中凝固后,若要将已经凝固的塑料模型取出,则打开滑移组件使两个支撑架相背移动,在两个支撑架移动的过程中,两个注塑模具本体分别从两端从塑料模型上脱离,待塑料模型脱离完毕后,若要拆下两个注塑模具本体,则打开升降件,使升降件上升,从而带动锁杆上升并从锁槽中脱离,当锁杆完全脱离锁槽后则关闭升降件,即可完成注塑模具本体的拆卸。
8.进一步,所述滑移组件包括横向设置于底座外侧壁的电机以及横向设置于底座内的螺杆,所述螺杆下方设有固定杆,且所述固定杆与螺杆相互平行设置,所述电机的输出轴
穿过底座与螺杆一端固定连接,所述螺杆两端的螺纹方向相反,所述两个支撑杆底部分别活动套设于螺杆和固定杆两端,所述底座顶面开设有用于支撑杆移动的第一滑道。
9.进一步,所述升降件为电动伸缩杆,所述电动伸缩杆位于支撑杆内底部,所述横杆固定设置于电动伸缩杆顶部,且所述两个支撑杆相对一面设有用于横杆升降的第二滑道,所述横杆远离电动伸缩杆一端穿过第二滑道延伸至支撑杆外。
10.进一步,所述防漏组件包括设置于一个注塑模具本体开口处的卡块,所述另一个注塑模具本体开口处设有与卡块匹配使用的卡槽。
11.进一步,所述卡块底部设有抵接橡胶,减少卡块在反复使用中的磨损。
12.本实用新型通过设置支撑杆、升降件、滑移组件、横杆、锁杆、锁块和锁槽,有利于提升注塑模具的拆装速度和注塑完成后的脱模速度。
附图说明
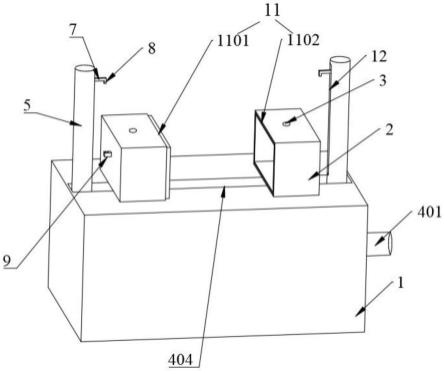
13.图1为本实用新型的一种注塑机用快拆注塑模具组件外部结构示意图;
14.图2为本实用新型的一种注塑机用快拆注塑模具组件另一种外部结构示意图;
15.图3为本实用新型的一种注塑机用快拆注塑模具组件内部结构示意图;
16.图4为图3的a部放大图;
17.图5为图3的b部放大图;
18.图6为图3的c部放大图。
19.图中标注说明:1-底座,2-注塑模具本体,3-注塑孔,4-滑移组件,401-电机,402-螺杆,403-固定杆,404-第一滑道,5-支撑杆,6-升降件,7-横杆,8
‑ꢀ
锁杆,9-锁块,10-锁槽,11-防漏组件,1101-卡块,1102-卡槽,12-第二滑道, 13-抵接橡胶。
具体实施方式
20.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
21.如图1所示,一种注塑机用快拆注塑模具组件,包括底座1和相对摆放于底座1上的两个注塑模具本体2,注塑模具本体2顶部设有注塑孔3,两个注塑模具本体2相对一面呈开口结构,底座1两端通过滑移组件4相对设有两个支撑杆 5,两个支撑杆5能够通过滑移组件4在水平方向上移动,两个支撑杆5相对一面通过升降件6设有横杆7,横杆7远离支撑杆5一端纵向设有锁杆8,注塑模具本体2朝支撑杆5一面设有锁块9,锁块9顶面设有与锁杆8匹配使用的锁槽 10,注塑模具开口处设有防漏组件11。
22.其中,滑移组件4包括横向设置于底座1外侧壁的电机401以及横向设置于底座1内的螺杆402,螺杆402下方设有固定杆403,且固定杆403与螺杆402 相互平行设置,电机401的输出轴穿过底座1与螺杆402一端固定连接,螺杆 402两端的螺纹方向相反,两个支撑杆5底部分别活动套设于螺杆402和固定杆 403两端,底座1顶面开设有用于支撑杆5移动的第一滑道404,在两个支撑架需要靠近时,打开电机401,电机401转动带动螺杆402转动,而由于两支撑杆 5处螺杆402上的螺纹是相反的,从而使螺杆402两端的支撑杆5相向移动,逐渐靠近,若两个支撑架需要远离时则打开电机401,使电机401反转,使两支撑架向相反方向移动。
23.升降件6为电动伸缩杆,电动伸缩杆位于支撑杆5内底部,横杆7固定设置于电动伸缩杆顶部,且两个支撑杆5相对一面设有用于横杆7升降的第二滑道 12,横杆7远离电动伸缩杆一端穿过第二滑道12延伸至支撑杆5外,电动伸缩杆使横杆7在支撑架上上下移动,从而使锁杆8在竖直方向上上下移动,便于对注塑模具本体2进行锁紧防止注塑模具本体2在注塑过程中晃动,同时也便于注塑模具在底座1上的拆卸。
24.防漏组件11包括设置于一个注塑模具本体2开口处的卡块1101,另一个注塑模具本体2开口处设有与卡块1101匹配使用的卡槽1102,当两个注塑模具本体2相互靠近时,卡块1101和卡槽1102也相互靠近,直至两个注塑模具相互抵接时,卡块1101完全插入卡槽1102中,防止两个注塑模具本体2之间有间隙,造成注塑时液体塑料外漏,在这里,卡块1101底部设有抵接橡胶13,减少卡块 1101在反复使用中的磨损。
25.工作原理:采用上述技术方案的注塑机用快拆注塑模具组件,在使用过程中,首先打开电动伸缩杆使锁杆8位于锁块9上方,然后打开电机401,电机401转动带动螺杆402转动,从而使两个支撑相向移动,直至锁杆8移至锁槽10正上方,关闭电机401同时打开电动伸缩杆,使电动伸缩杆下降,从而带动锁杆8 下降,直至锁杆8底部与锁槽10底部接触,然后再关闭电动伸缩杆,若此时两个注塑模具本体2已经抵接则通过注塑孔3向由两个注塑模具本体2构成的一个注塑模具内通入塑料液体进行注塑;
26.若此时两个注塑模具本体2未抵接,则再打开电机401,使两个支撑架带动注塑模具本体2继续相向移动,直至两个注塑模具本体2相抵接关闭电机401,最后通过注塑孔3向由两个注塑模具本体2构成的一个注塑模具内通入塑料液体进行注塑,待塑料液体在注塑模具中凝固后,若要将已经凝固的塑料模型取出,则打开电机401使两个支撑架带动两个注塑模具本体2相背移动,在两个支撑架移动的过程中,两个注塑模具本体2分别从两端从塑料模型上脱离,待塑料模型脱离完毕后关闭电机401,若要拆下两个注塑模具本体2,则打开电动伸缩杆,使电动伸缩杆上升,从而带动锁杆8上升并从锁槽10中脱离,当锁杆8完全脱离锁槽10后则关闭电动伸缩杆,这时工作人员即可将注塑模具本体2从底座1 上取下。
27.在两个支撑架相互靠近的过程中,卡块1101与卡槽1102也相互靠近,直至两个注塑模具相互抵接,卡块1101也完全插入卡槽1102中,防止注塑时塑料液体从两个注塑模具本体2之间的缝隙中流出。
28.以上对本技术提供的一种注塑机用快拆注塑模具组件进行了详细介绍。具体实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1