一种气辅模具的制作方法
本申请涉及注塑模具,尤其是涉及一种气辅模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、氮气辅助成型是注塑工艺中的一种辅助成型工艺,针对壁厚不均匀的较大型并且结构复杂的产品,在模具注塑成型时,通过气孔将高压氮气充填在塑料内部,以将模具中大壁厚位置的多余塑料挤压出去,得到合适壁厚的产品。
3、但现有技术中,在生产过程吹气阶段,产品型腔内的胶料是在注射点端吹气,在另外一端溢胶,这样会导致成型的注塑产品在两端均出现注射点或空孔。
技术实现思路
1、基于上述现状,本实用新型的主要目的在于提供一种气辅模具,在注射点位置进行胶料的溢出,即使注射点与溢料点重合,进而减轻甚至产品外观缺陷。同时减少产品生产成本。
2、本实用新型采用以下技术方案:
3、一种气辅模具,包括:
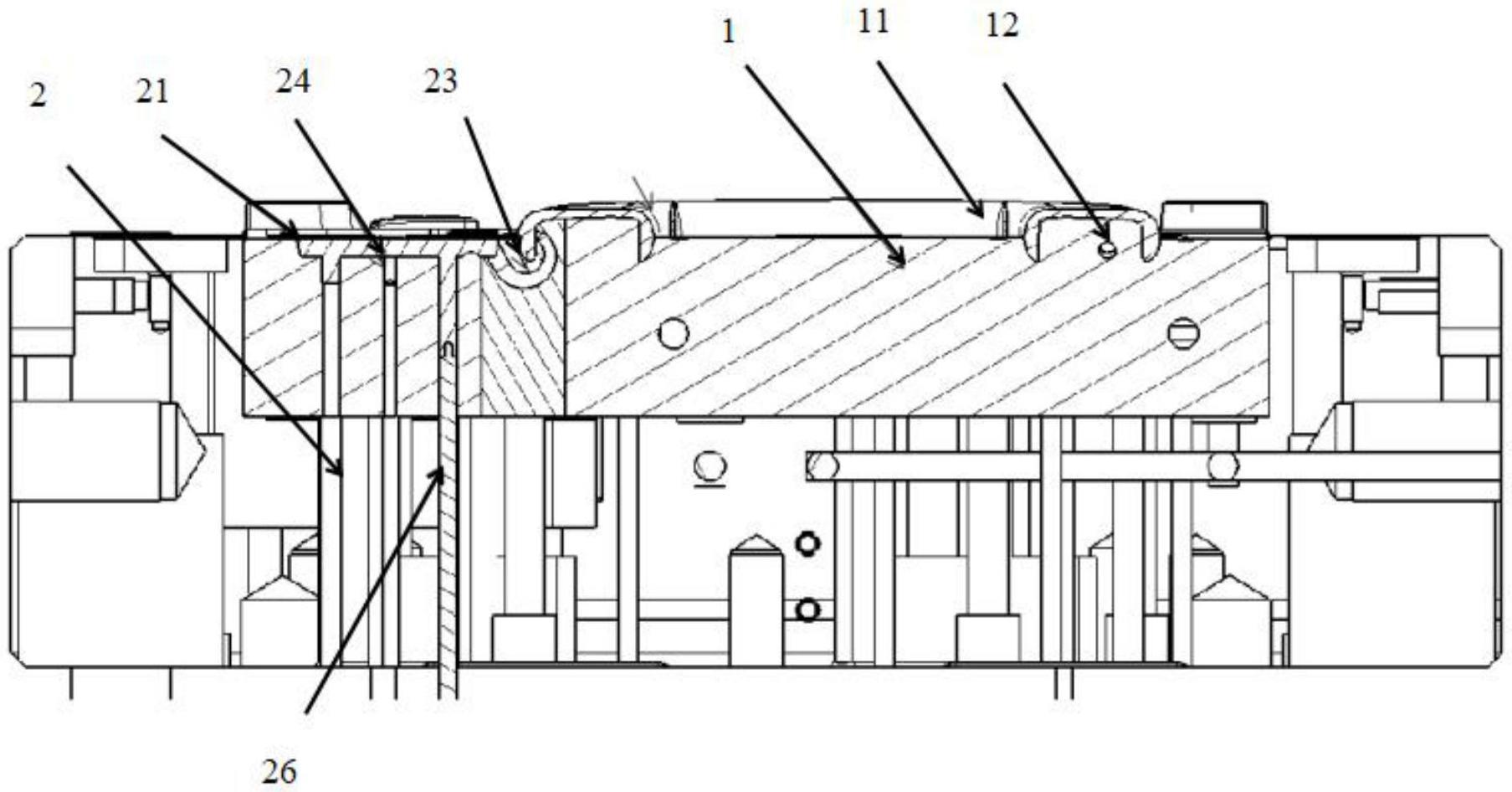
4、模板1,所述模板1上设有产品成型腔11,气辅进气口12,所述气辅进气口12连接惰性气体源,能将惰性气体吹进所述产品成型腔11;
5、模座2,所述模座2与所述模板1可拆卸连接,模座2上设置有流道21,熔融胶料能够从所述流道21中流过;
6、所述模座2上还设置有溢料口阀针22,进胶浇口23,溢料口24,溢料井25;
7、所述溢料口阀针22能够控制溢料口24开启及关闭;
8、所述进胶浇口23位于所述流道21的末端与所述产品成型腔11贯通;
9、所述溢料口24与所述进胶浇口23位于产品件的同一端,所述气辅进气口12位于产品件的另一端。
10、还包括溢料顶杆26,所述溢料顶杆26上具有一顶出端,所述顶出端位于所述溢料井25的底部且可伸入所述溢料井25中。
11、所述惰性气体是氮气。
12、本实用新型的有益效果是:
13、1.减少产品外观缺陷,降低生产成本;
14、2.提升产品良品率;
15、3.加大工艺调整窗口,提高工艺优化空间。
技术特征:
1.一种气辅模具,其特征在于,包括:
2.如权利要求1所述的气辅模具,其特征在于:还包括溢料顶杆(26),所述溢料顶杆(26)上具有一顶出端,所述顶出端位于所述溢料井(25)的底部且可伸入所述溢料井(25)中。
3.如权利要求2所述的气辅模具,其特征在于:所述惰性气体是氮气。
技术总结
本技术公开了一种气辅模具,包括:模板,模板上设有产品成型腔,气辅进气口,气辅进气口连接惰性气体源,能将惰性气体吹进产品成型腔;模座,模座与模板可拆卸连接,模座上设置有流道,熔融胶料能够从流道中流过;模座上还设置有溢料口阀针,进胶浇口,溢料口,溢料井;溢料口阀针能够控制溢料口开启及关闭;进胶浇口位于流道的末端与产品成型腔贯通;溢料口与进胶浇口位于产品件的同一侧,气辅进气口位于产品件的另一侧。本技术提供的气辅模具,在注射点位置进行胶料的溢出,即使注射点与溢料点重合,进而减轻产品外观缺陷。
技术研发人员:刘晓利,王喜龙
受保护的技术使用者:长春恒兴集团有限公司
技术研发日:20221017
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!