非碳酸瓶的底模、吹瓶模具、容器的底部、容器的制作方法
1.本实用新型涉及吹制瓶子加工技术领域,具体涉及一种非碳酸瓶的底模、容器的底部、吹瓶模具、容器。
背景技术:
2.目前,塑料瓶的加工成型由吹瓶模具完成,吹瓶模具的两侧模腔和底模共同构成吹瓶模具的型腔,型腔形状决定塑料瓶的外形。其中,底模的外形和加工精度会直接影响到成型塑料瓶的外形质量,也决定了由该模具成型的塑料瓶能否依靠瓶底站稳。现有的吹瓶模具和底模技术可以参考本技术人早期申请的相关专利,如专利公告号为cn216233460u、cn209440764u、cn113859699a等中国发明或者实用新型专利文献。
3.非碳酸瓶是指在23℃时灌装后瓶内压力小于0.243mpa的饮品瓶,灌装物包括水等无泡饮品以及苏打水、气泡水等有泡饮品。有些非碳酸瓶是通过瓶底圆环状支撑面与放置面接触,瓶底的中部设有支撑面环绕的内凹陷面,支撑面和内凹陷面分别通过吹瓶模具模腔和底模分别成型,或者该支撑面和内凹陷面均通过底模成型。
4.然而采用现有底模吹瓶获得的容器具有以下技术不足或技术难点:1、容器的底凹陷存在斜度不足的问题,不利于拉伸时材料的流动,不利于低压吹瓶时底凹陷的成型;2、容器的底凹陷存在深度不足的问题,塑料所需要拉伸的比例较高,同样不利于低压吹瓶时底凹陷的成型;3、底凹陷的沟槽由两段圆弧构成,沟槽整体不圆滑,不利于拉伸时材料的流动,不利于实现瓶底轻量化和低压吹瓶时沟槽的成型。
5.总体而言,如果采用现有底模进行吹瓶,需要使用较高的吹瓶压力,才能保证底凹陷成型饱满,对高压气的消耗较大,一旦吹瓶压力下降,会造成底凹陷成型不饱满,影响成品质量;同时原料流动性不足,拉伸后分布不均匀,需要较多的原料去构造瓶底凹陷和保证凹陷强度。基于以上不足,不利于企业提高产品质量、节能减排和高效生产。
技术实现要素:
6.为了克服现有技术的不足,提供一种利于原料流动、可降低生产时所需高压气体压力的非碳酸瓶的底模、吹瓶模具、容器的底部、容器。
7.本实用新型解决其技术问题所采用的技术方案是:
8.一种非碳酸瓶的底模,包括模底,所述模底上具有模制面,所述模制面与模底侧壁的交界处为底模边缘,所述模制面包括拱形周沿面和位于模制面中央顶部的穹顶部,所述穹顶部的顶面为平面且中心具有中央井部;
9.所述拱形周沿面呈斜坡状并自底模边缘向穹顶部延伸;
10.所述拱形周沿面上沿圆周均匀分布有多条凸起的加强筋,所述加强筋延伸至穹顶部;
11.所述穹顶部的横截面对应有穹顶部曲线;所述加强筋的横截面对应有加强筋曲线,加强筋曲线与穹顶部曲线之间具有相交点;
12.相交点将穹顶部曲线分为上穹顶部曲线和下穹顶部曲线,上穹顶部曲线具有第一高度h1,
13.下穹顶部曲线具有第二高度h2,
14.第一高度h1与第二高度h2的高度比为1.2-3:1。
15.在本实用新型中,所述拱形周沿面的横截面对应有周沿面曲线,周沿面曲线与底模边缘相交于底端点,穹顶部的顶面具有虚拟中心点;
16.底端点与虚拟中心点之间构造出第一虚拟直线,第一虚拟直线与穹顶部的顶面之间的夹角为20
°
至50
°
。
17.在本实用新型中,所述拱形周沿面的横截面对应有周沿面曲线,周沿面曲线与底模边缘相交于底端点,穹顶部的横截面对应有穹顶部曲线,穹顶部曲线与穹顶部的顶面具有交点;
18.底端点与交点之间构造出第二虚拟直线,第二虚拟直线与穹顶部的顶面之间的夹角为30
°
至60
°
。
19.在本实用新型中,所述加强筋的横截面的顶部轮廓线为一段圆弧。
20.在本实用新型中,所述拱形周沿面与穹顶部之间圆滑过渡。
21.在本实用新型中,所述加强筋与拱形周沿面之间、加强筋与穹顶部之间均为圆滑过渡。
22.一种吹瓶模具,包括模腔结构和上述的底模;
23.所述模腔结构包括两个模腔半模,两个模腔半模构成型腔和底模安装位;
24.所述型腔的内壁限定容器的主体;
25.所述型腔的底壁限定容器的底面;
26.所述底模安装在底模安装位中,底模的模制面凸出于型腔的底壁并限定容器的底凹陷。
27.一种容器的底部,包括底面和底凹陷,底凹陷由上述的底模限定。
28.一种容器,包括主体和底部,底部包括底面和底凹陷;
29.容器的主体由型腔的内壁限定;
30.容器的底面由型腔的底壁限定;
31.容器的底凹陷由上述的底模的模制面限定。
32.本实用新型的有益效果是:本实用新型增加了模制面的凸起高度,减小瓶口到瓶底的吹气距离,塑料所需要拉伸的比例有所降低,提高模制面的结构强度,更加利于低压吹瓶时瓶底的成型。同时,本实用新型的模制面的拱形周沿面呈斜坡状并自底模边缘向穹顶部延伸,增加了模制面的斜度,有助于材料的流动,避免在模制面产生积料,降低瓶底的重量,同时有利于低压吹瓶时瓶底的成型。此外,将加强筋改为渐变式,有助于材料的流动,避免在加强筋产生积料,降低瓶底重量的同时保持其结构强度,同时利于低压吹瓶时瓶底沟槽的成型。
33.在形成与传统瓶型同等的情况,能够降低吹瓶时所需压力的大小,减少能源损耗。在传统吹瓶的工艺条件不变的情况下,能够提高产品的质量,提高吹瓶的合格率。
附图说明
34.下面结合附图和实施方式对本实用新型进一步说明:
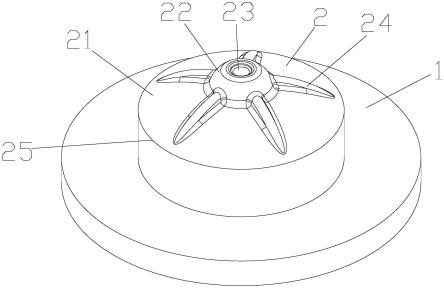
35.图1为底模的结构示意图;
36.图2为图1中标识了高度比的横截面视图;
37.图3为图1中标识了角度范围的横截面视图;
38.图4为图3另一种标识角度范围的横截面视图;
39.图5为吹瓶模具的结构示意图;
40.图6为容器的底部的结构示意图。
具体实施方式
41.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
42.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“左”、“右”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
43.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
44.如图1至图4所示,本实施例公开了一种非碳酸瓶的底模,包括模底1,所述模底1包括柱状主体部分、设置在柱状主体部分底部的限位部、设置在柱状主体部分顶部的模制面2,所述模制面2与柱状主体部分侧壁的交界处为底模边缘25,所述模制面2构成吹瓶模具内腔接触面的一部分。所述模制面2包括拱形周沿面21和位于模制面2中央顶部的穹顶部22,所述穹顶部22向上凸起且顶部高度高于拱形周沿面21的高度,所述穹顶部22的顶面为平面,该平面的中部设有增加原料聚集的中央井部23,所述中央井部23凹入于平面,且凹入的深度低于穹顶部22的高度。所述拱形周沿面21呈斜坡状并自底模边缘25向穹顶部22延伸并与穹顶部22接触,拱形周沿面21与穹顶部22之间圆滑过渡,使得瓶底的结构之间圆滑过渡,以降低原料流动的阻力,减少难以成型的位置,利于低压吹瓶时瓶底的成型。
45.在本实施例中,所述拱形周沿面21上沿圆周均匀分布有多条凸起的加强筋24,加强筋24的数量可以根据容器的大小进行增减,优选为五条,所述加强筋24延伸至穹顶部22并与穹顶部22接触。所述加强筋24与拱形周沿面21之间、加强筋24与穹顶部22之间均为圆滑过渡,使得瓶底的结构之间圆滑过渡,以降低原料流动的阻力,减少难以成型的位置,利于低压吹瓶时瓶底的成型。
46.参照图2,所述穹顶部22的横截面对应有穹顶部曲线222,所述加强筋24的横截面
对应有加强筋曲线241,加强筋曲线241与穹顶部曲线222之间具有相交点41,所述相交点41将穹顶部曲线222分为上穹顶部曲线2221和下穹顶部曲线2222,上穹顶部曲线2221具有第一高度h1,下穹顶部曲线2222具有第二高度h2,第一高度h1与第二高度h2的高度比为1.2-3:1,优选的高度比为1.6:1。此处通过增加模制面2的凸起高度,从而减小瓶口到瓶底的吹气距离,使塑料所需要拉伸的比例有所降低,也提高了模制面2的结构强度,同时利于低压吹瓶时瓶底的成型。在本实施例中,加强筋曲线241与穹顶部曲线222之间、穹顶部22与拱形周沿面21之间均设置了过渡圆角;第二高度h2的一个端点即相交点41为加强筋曲线241延长线与穹顶部曲线222延长线的交点,第二高度h2的另一个端点位于穹顶部22延长线与拱形周沿面21延长线的交线上,在附图所示的横截面中,该交线形成一个虚拟的第二交点42,第二高度h2的另一个端点位于第二交点42上。
47.参照图3,在本实施例中,所述拱形周沿面21的横截面对应有周沿面曲线211,周沿面曲线211与底模边缘25相交于底端点2111,穹顶部22的顶面具有虚拟中心点221;底端点2111与虚拟中心点221之间构造出第一虚拟直线3,第一虚拟直线3与穹顶部22的顶面之间的夹角为20
°
至50
°
,优选为26
°
,通过了上述设计增加了模制面2的斜度,有助于材料的流动,避免在模制面2产生积料,降低瓶底的重量,同时有利于低压吹瓶时瓶底的成型。当然,在此处,也可以采用另外一种比例方式,也能达到相同的技术效果。参照图4,所述穹顶部22的横截面对应有穹顶部曲线222,穹顶部曲线222与穹顶部22的顶面具有交点223;底端点2111与交点223之间构造出第二虚拟直线3’,第二虚拟直线3’与穹顶部22的顶面之间的夹角为30
°
至60
°
,优选为31
°
。该设计方式因不计算穹顶部22所占的比例,较为适合用于横截面较大的瓶型。上述第一种设计方式,考虑了整体瓶型,较为适合常规瓶型。
48.在本实施例中,所述加强筋24的横截面的顶部轮廓线为一段圆弧,所述周沿面曲线211也由一段圆弧构成,所述周沿面曲线211的曲率半径大于模制面2在模底1上的投影的半径4。将加强筋24改为圆弧的渐变式,周沿面曲线211也为圆弧渐变式,均有助于材料的流动,避免在加强筋产生积料,降低瓶底重量的同时保持其结构强度,利于低压吹瓶时瓶底沟槽的成型。
49.参照图5,本实用新型还公开了一种吹瓶模具,包括模腔结构和上述底模;所述模腔结构包括两个模腔半模5,两个模腔半模5构成型腔和底模安装位51,所述型腔的内壁限定容器的主体;所述型腔的底壁限定容器的底面;所述模腔结构可以参考本技术人早期公开的专利文献,在此不详述。所述底模安装在底模安装位51中,底模的模制面2凸出于型腔的底壁并限定容器的底凹陷。吹瓶时,容器膨胀后,其底部紧贴在模制面2上,内部原料沿着模制面2流动并形成容器瓶底。
50.参照图6,本实用新型还公开了一种容器的底部,所述容器由塑料吹瓶而成,所述容器的底部包括底面和底凹陷,底凹陷由上述底模限定。
51.同理,本实用新型还公开了一种容器,所述容器由塑料吹瓶而成,所述容器包括主体和底部,底部包括底面和底凹陷,容器的主体由型腔的内壁限定,容器的底面由型腔的底壁限定,容器的底凹陷由上述底模的模制面2限定。
52.以上所述仅为本实用新型的优先实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1