一种复合防水卷材生产主机的制作方法
本技术涉及复合防水卷材生产设备,具体地说,涉及一种复合防水卷材生产主机。
背景技术:
1、现有技术中,用于生产复合防水卷材的生产主机主要包括两种:
2、其一是采用平三辊压光机的生产主机,其结构如图1所示,所述平三辊压光机的结构特点是三个压光辊呈水平排布,生产主机的第一供料模具11和第二供料模具12位于第一水平压光辊a1与第二水平压光辊a2间隙的上方,卷材基布从第一水平压光辊a1与第二水平压光辊a2间隙穿行,两个供料模具分别从卷材基布的两侧供应料浆,使料浆先经过第一水平压光辊a1、第二水平压光辊a2的冷却、挤压,涂覆在卷材基布上,然后再穿行第二水平压光辊a2与第三水平压光辊a3的间隙,再次经过冷却、挤压定型。这种生产主机的缺点是:1、生产过程中,需要工人分别从平三辊压光机右侧、左侧对第一供料模具11、第二供料模具12进行调整,由于压光辊的直径为70-80cm,从右侧调整第一供料模具11比较容易操作,而左侧工人所处位置距离第二供料模具12较远,调整第二供料模具12就很困难,也存在较大的安全隐患;2、两个供料模具分别从卷材基布的两侧供应料浆,易出现卷材基布两侧料层厚度不均匀的情况,影响产品质量。
3、其二是采用立三辊压光机的生产主机,如图2所示,所述立三辊压光机的结构特点是三个压光辊呈立式排布,生产主机的第一供料模具11位于第一立式压光辊b1与第二立式压光辊b2间隙的右侧,将料浆送至卷材基布与第二立式压光辊b2之间,随着卷材基布的运行,料浆被挤压、冷却,形成底面料层;第二供料模具12位于第二立式压光辊b2与第三立式压光辊b3间隙的左侧,将料浆送至卷材基布与第三立式压光辊b3之间,随着卷材基布的运行,料浆被挤压、冷却,形成表面料层。这种生产主机的缺点是:第一供料模具11的供料时间与第二供料模具12的供料时间间隔较长(第二立式压光辊b2旋转半周),第二供料模具12供料时,底面料层经过冷却后温度已经较低,实际生产中,经常出现表面料层复合不牢的现象,导致废品率较高。
技术实现思路
1、本实用新型的目的在于,提供一种复合防水卷材生产主机,解决以上技术问题。
2、为解决上述问题,本实用新型所采用的技术方案是:
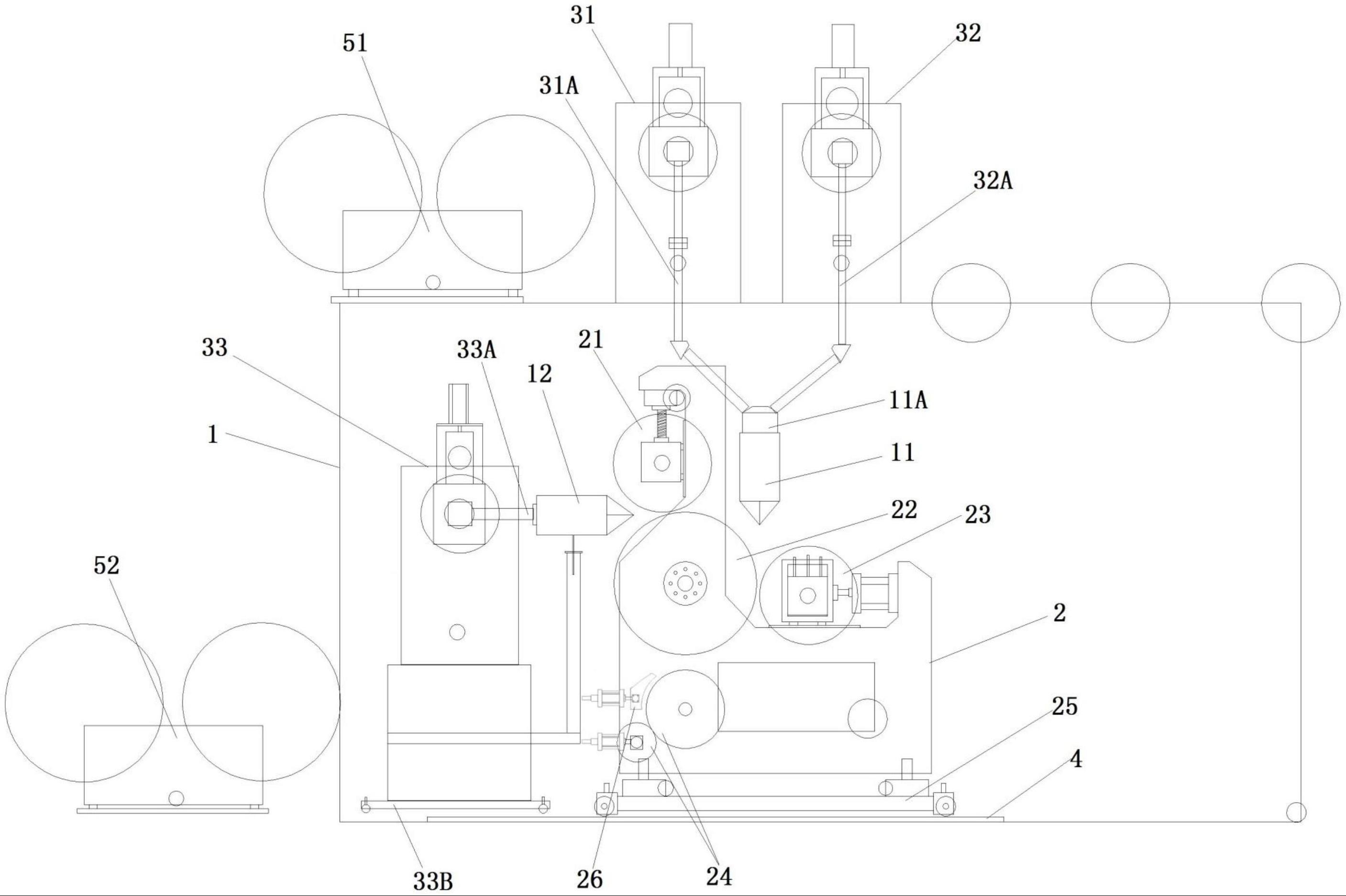
3、一种复合防水卷材生产主机,包括主机架、供料机构、布卷机构和三辊压光机,所述三辊压光机位于主机架内,包括压光机架和装配在压光机架上的三个压光辊;所述三个压光辊呈三角形排布,包括第一压光辊、位于第一压光辊下方的第二压光辊和位于第二压光辊右侧的第三压光辊;所述供料机构包括固定于主机架顶部的第一供料机构、第二供料机构和第三供料机构,所述第一供料机构的供料螺杆出口连接第一流道,所述第二供料机构的供料螺杆出口连接第二流道,两个流道的末端分别连接在第一供料模具尾部的分配器的进料口上,所述第一供料模具的出料口位于第二压光辊与第三压光辊间隙的上方;所述第三供料机构的供料螺杆的出口连接第三流道,所述第三流道的末端连接在第二供料模具尾部的进料口上,所述第二供料模具的出料口位于第一压光辊与第二压光辊间隙的左侧。
4、优选的,所述压光机架上还装配有导布辊组和用于对卷材进行二次加热复合的加热复合装置,所述加热复合装置位于导布辊组的主辊左侧。
5、优选的,所述主机架的底部设置有导轨,所述压光机架的底部设有移动底座,所述移动底座安装有与导轨相匹配的轨道轮。
6、优选的,所述第三供料机构的底部装配有行走底座。
7、优选的,所述布卷机构包括固定在主机架顶部的基层布卷机构和置于地面的土工布卷机构。
8、有益效果:与现有技术相比,本实用新型的生产主机在生产过程中,两个操作工人分别处于三辊压光机的左右两侧,可根据生产进程很方便、快捷地对第一供料模具、第二供料模具进行适应性调整,也消除了安全隐患;同时,第二供料模具第一次供料与第一供料模具第二供料的时间间隔短(第二压光辊转动1/4周或少于1/4周),第二次供料时,第一供料的料浆还有余温,从而能避免因时间间隔长而导致的温度较低,料层复合不牢的现象,大大降低废品率。
技术特征:
1.一种复合防水卷材生产主机,包括主机架(1)、供料机构、布卷机构和三辊压光机,其特征在于:所述三辊压光机位于主机架(1)内,包括压光机架(2)和装配在压光机架(2)上的三个压光辊;所述三个压光辊呈三角形排布,包括第一压光辊(21)、位于第一压光辊(21)下方的第二压光辊(22)和位于第二压光辊(22)右侧的第三压光辊(23);所述供料机构包括固定于主机架(1)顶部的第一供料机构(31)、第二供料机构(32)和第三供料机构(33),所述第一供料机构(31)的供料螺杆出口连接第一流道(31a),所述第二供料机构(32)的供料螺杆出口连接第二流道(32a),两个流道的末端分别连接在第一供料模具(11)尾部的分配器(11a)的进料口上,所述第一供料模具(11)的出料口位于第二压光辊(22)与第三压光辊(23)间隙的上方;所述第三供料机构(33)的供料螺杆的出口连接第三流道(33a),所述第三流道(33a)的末端连接在第二供料模具(12)尾部的进料口上,所述第二供料模具(12)的出料口位于第一压光辊(21)与第二压光辊(22)间隙的左侧。
2.根据权利要求1所述的复合防水卷材生产主机,其特征在于:所述压光机架(2)上还装配有导布辊组(24)和用于对卷材进行二次加热复合的加热复合装置(26),所述加热复合装置(26)位于导布辊组(24)的主辊左侧。
3.根据权利要求1或2所述的复合防水卷材生产主机,其特征在于:所述主机架(1)的底部设置有导轨(4),所述压光机架(2)的底部设有移动底座(25),所述移动底座(25)安装有与导轨(4)相匹配的轨道轮。
4.根据权利要求3所述的复合防水卷材生产主机,其特征在于:所述第三供料机构(33)的底部装配有行走底座(33b)。
5.根据权利要求4所述的复合防水卷材生产主机,其特征在于:所述布卷机构包括固定在主机架(1)顶部的基层布卷机构(51)和置于地面的土工布卷机构(52)。
技术总结
本技术涉及复合防水卷材生产设备技术领域,具体地说,涉及一种复合防水卷材生产主机。包括主机架、供料机构、布卷机构和三辊压光机,所述三辊压光机位于主机架内,包括压光机架和装配在压光机架上的三个压光辊;三个压光辊呈三角形排布;第一供料模具的出料口位于第二压光辊与第三压光辊间隙的上方;第二供料模具的出料口位于第一压光辊与第二压光辊间隙的左侧。本技术在生产过程中,两个操作工人分别处于三辊压光机的左右两侧,根据生产进程方便、快捷地对第一供料模具、第二供料模具进行调整,也消除了安全隐患;第一次供料与第二供料的时间间隔短,从而能避免因时间间隔长而导致的温度较低,料层复合不牢的现象,大大降低废品率。
技术研发人员:王洪军,葛春红,李海,桑海建
受保护的技术使用者:山东宏昌通汇防水科技股份有限公司
技术研发日:20221104
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!