模具自动拉料机构和模具生产线的制作方法
本技术涉及模具领域技术,尤其是指一种模具自动拉料机构和模具生产线。
背景技术:
1、在连接器端子埋入自动连续成型模具上,通常是进料端送入连续式端子料带,在注塑成型模具内注塑成形,以将端子与绝缘塑胶成形固定,然后从注塑成形模具的出料端出料,出料时,有两种常见形式:
2、一种是由人工在出料端拉动料带,耗费人力成本,而且难免人工拉料存在误差,容易对注塑成形产生不良影响。
3、另一种是在连接器端子埋入自动连续成型模具生产线上配置有自动拉料机构,以cn 214447992u为例,其公开了一种注塑模具自动拉料机构,其可对端子料带进行拉料,使端子直接在模具内注塑成型,替代人工拉料作业模式,有利于提高产品质量稳定性;该种注塑模具自动拉料机构包括拉料部件,所述拉料部件设于模具一端,所述拉料部件包括用于放置料带的第一支撑台、第一拉料部和第二拉料部,所述第一拉料部及第二拉料部分别设于第一支撑台两侧。所述第一拉料部及第二拉料部均包括电机、传动带、传动轴及棘轮,所述电机设于第一支撑台底部,所述传动轴通过支撑板设于第一支撑台上,所述传动轴一端通过传动带与电机的输出端传动相连,另一端套设于棘轮内侧,所述棘轮设于料带侧边上方且与料带上表面相接触。
4、该种自动拉料机构,仍存在一些不足:1、整体结构构成部件多、占用空间较大,导致模具生产线的延伸长度尺寸大,不便于车间存放管理,而且,由于所需部件多,不利于这种自动拉料机构的成本控制;2、其棘轮设置于料带的上方且凸露于上方,容易进入尘污进而影响棘轮的拉料动作顺畅性,而且,棘轮位于料带的上方,对于不同厚度的料带而言,棘轮的棘齿向下与料带上的定位孔的适配关系会发生变化,若棘轮适用于某厚度的料带,那么更厚的料带则不适用,容易出现棘轮卡滞的现象,此时如果希望通过调节棘轮本身所在高度位置,则需要调整传动带、传动轴等部件,调节较麻烦。
5、因此,需要研究一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种模具自动拉料机构和模具生产线,其结构简单,易于生产制作及安装,适用加装于料带式连接器端子埋入自动连续成型模具生产线上,实现自动拉动料带。
2、为实现上述目的,本实用新型采用如下之技术方案:
3、一种模具自动拉料机构,包括有控制器、电机、齿轮、导轨、支架以及盖板,其中,所述控制器电连接于电机;
4、所述电机安装于支架的外侧,所述电机的输出轴驱动连接于齿轮以带动齿轮绕左右方向的轴线转动;所述导轨安装于支架上,所述导轨的顶部具有前后延伸的料带导送槽和位于料带导送槽侧旁的齿轮避让槽,所述齿轮避让槽前后延伸设置且贯通导轨的上、下端;所述盖板安装于导轨上,所述盖板与齿轮避让槽的上端之间保持上下间隙,所述上下间隙用于料带的定位边穿过,所述齿轮的上端伸入齿轮避让槽内,所述齿轮转动时,所述齿轮上端的凸齿凸伸于上下间隙内。
5、作为一种优选方案,所述导轨上还设置有盖板定位槽,所述盖板的底部凸设有安装部,所述安装部适配于盖板定位槽内并连接锁固。
6、作为一种优选方案,所述料带导送槽、齿轮避让槽、盖板定位槽自电机所在的外侧往内间距布置;
7、或者,所述盖板定位槽、齿轮避让槽、料带导送槽自电机所在的外侧往内间距布置。
8、作为一种优选方案,所述控制器为plc伺服控制器。
9、作为一种优选方案,所述电机为步进电机。
10、作为一种优选方案,所述电机、齿轮、导轨、支架以及盖板设置有两组,一组电机、齿轮、导轨、支架以及盖板构成左侧拉料模组,另一组电机、齿轮、导轨、支架以及盖板构成右侧拉料模组,所述电机分别位于左、右侧。
11、作为一种优选方案,所述左侧拉料模组、右侧拉料模组的导轨的内端连接成一体,以形成一体式导轨。
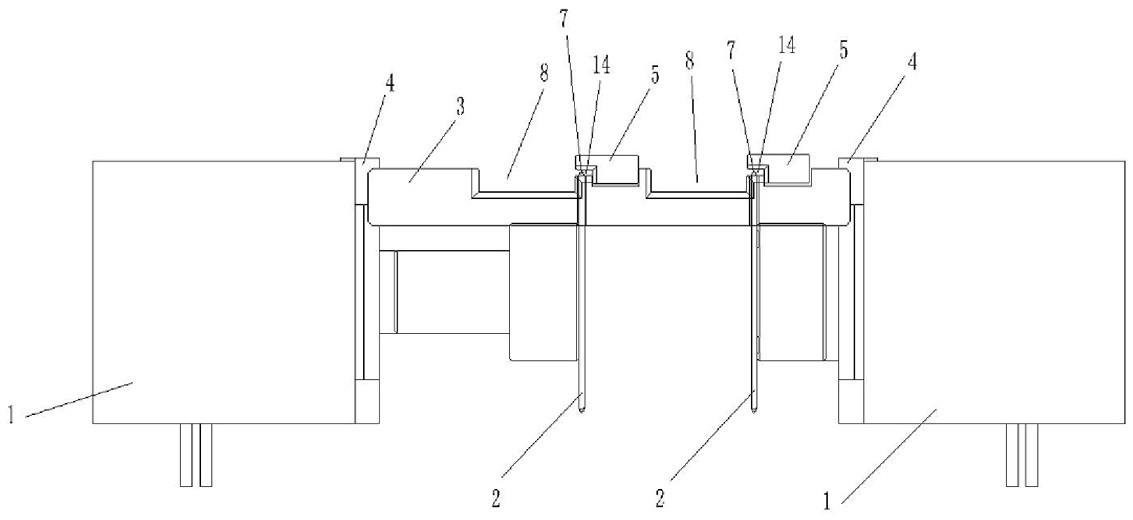
12、一种模具生产线,其用于连接器端子埋入成型,其包括有依次设置的进料端、注塑成型模具和出料端,所述出料端具有出料轨道,所述出料轨道上设置有料带槽和位于料带槽侧旁的定位边槽,所述出料轨道的输出端安装有拉料机构,所述拉料机构为前面任一项所述的模具自动拉料机构;所述支架安装于出料轨道的输出端,所述导轨的料带导送槽与出料轨道上的料带槽正对设置,所述上下间隙与定位边槽正对设置。
13、作为一种优选方案,所述支架可拆卸式安装于出料轨道的输出端,使得模具自动拉料机构可拆卸式设置于出料轨道的输出端。
14、作为一种优选方案,所述控制器还电连接于注塑成型模具。
15、本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过设置电机、齿轮、导轨、支架以及盖板等,以形成模具自动拉料机构,齿轮转动时,齿轮上端的凸齿凸伸于上下间隙内,以伸入料带的定位边上的定位孔内,以拉动料带;尤其是,这种模具自动拉料机构的结构较简单,易于生产制作及安装,适用加装于料带式连接器端子埋入自动连续成型模具生产线上,而且,由于齿轮是位于料带的下方,对于不同厚度的料带而言,均能实现自动拉料,适于推广应用。
16、为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
技术特征:
1.一种模具自动拉料机构,其特征在于:包括有控制器、电机、齿轮、导轨、支架以及盖板,其中,所述控制器电连接于电机;
2.根据权利要求1所述的模具自动拉料机构,其特征在于:所述导轨上还设置有盖板定位槽,所述盖板的底部凸设有安装部,所述安装部适配于盖板定位槽内并连接锁固。
3.根据权利要求2所述的模具自动拉料机构,其特征在于:所述料带导送槽、齿轮避让槽、盖板定位槽自电机所在的外侧往内间距布置;
4.根据权利要求1所述的模具自动拉料机构,其特征在于:所述控制器为plc伺服控制器。
5.根据权利要求1所述的模具自动拉料机构,其特征在于:所述电机为步进电机。
6.根据权利要求1至5中任一项所述的模具自动拉料机构,其特征在于:所述电机、齿轮、导轨、支架以及盖板设置有两组,一组电机、齿轮、导轨、支架以及盖板构成左侧拉料模组,另一组电机、齿轮、导轨、支架以及盖板构成右侧拉料模组,所述电机分别位于左、右侧。
7.根据权利要求6所述的模具自动拉料机构,其特征在于:所述左侧拉料模组、右侧拉料模组的导轨的内端连接成一体,以形成一体式导轨。
8.一种模具生产线,其用于连接器端子埋入成型,其包括有依次设置的进料端、注塑成型模具和出料端,所述出料端具有出料轨道,其特征在于:所述出料轨道上设置有料带槽和位于料带槽侧旁的定位边槽,所述出料轨道的输出端安装有拉料机构,所述拉料机构为权利要求1至7中任一项所述的模具自动拉料机构;所述支架安装于出料轨道的输出端,所述导轨的料带导送槽与出料轨道上的料带槽正对设置,所述上下间隙与定位边槽正对设置。
9.根据权利要求8所述的一种模具生产线,其特征在于:所述支架可拆卸式安装于出料轨道的输出端,使得模具自动拉料机构可拆卸式设置于出料轨道的输出端。
10.根据权利要求8所述的一种模具生产线,其特征在于:所述控制器还电连接于注塑成型模具。
技术总结
本技术公开一种模具自动拉料机构和模具生产线,所述模具自动拉料机构包括控制器、电机、齿轮、导轨、支架以及盖板,控制器电连接于电机;电机安装于支架的外侧,电机的输出轴驱动连接于齿轮以带动齿轮绕左右方向的轴线转动;导轨安装于支架上,导轨的顶部具有前后延伸的料带导送槽和位于料带导送槽侧旁的齿轮避让槽,齿轮避让槽前后延伸设置且贯通导轨的上、下端;盖板安装于导轨上,盖板与齿轮避让槽的上端之间保持上下间隙,上下间隙用于料带的定位边穿过,齿轮的上端伸入齿轮避让槽内,齿轮转动时,齿轮上端的凸齿凸伸于上下间隙内,以伸入料带的定位边上的定位孔内,以拉动料带。
技术研发人员:韩林,曾涛,刘军
受保护的技术使用者:广东联基精密工业有限公司
技术研发日:20221122
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!