一种聚乙烯管的生产挤出设备的制作方法
本技术涉及管材挤出设备领域,具体的说,是一种聚乙烯管的生产挤出设备。
背景技术:
1、塑料管材在螺杆挤出机的动力驱动下,通过螺杆料筒将混炼、剪切、塑化的热态熔融原料从挤出模具的出口部挤出,管材被挤出口模时,还具有相当高的温度,没有足够的强度和刚度承受自重和变形。
2、而对于管材加工流程来说,在挤出后,需要进入定径管中进行定径作业。而由于刚从挤出机中挤出的物料温度较高,硬度不够,因而在进入定径设备前容易出现塌陷的情况,而对于定径作业来说,又需要利用物料具备一定的柔软度,因而需要一种能够直接与定径设备连通的挤出设备,一方面避免物料在进入定径设备前移动过长的距离,增加物料塌陷的风险,另一方面还要避免挤出机口模的高温度对定径设备造成影响。
技术实现思路
1、本实用新型的目的在于提供一种聚乙烯管的生产挤出设备,以解决背景技术中提及的问题。
2、为了解决上述问题,本实用新型采用以下技术手段:
3、一种聚乙烯管的生产挤出设备,包括挤出机和设于所述挤出机出料端的口模,所述口模通过空冷管与定径冷却设备连通,所述口模的物料挤出腔的外径与所述空冷管的内径相同,所述空冷管的内径与所述定径冷却设备的进料端内径相同,所述空冷管的下方设有冷风鼓气设备,所述冷风鼓气设备鼓出的冷风与所述空冷管内壁导热连通。
4、作为优选的,所述空冷管包括两端分别与所述口模和所述定径冷却设备进料端连通的主管道,所述主管道的侧壁内设有环形过风腔,所述主管道的上下两端分别设有与所述环形过风腔连通出气管和鼓气管,所述鼓气管与所述冷风鼓气设备连通。
5、进一步的,所述定径冷却设备包括真空箱,所述真空箱的水平两端分别设有进料定径管和出料限位管,所述进料定径管伸入所述真空箱的部分侧壁分布设有若干贯穿侧壁的过水孔,所述进料定径管与所述出料限位管之间还设有管壁清洁机构;
6、所述管壁清洁机构包括水平设有的过料管,所述过料管朝向所述进料定径管的一端同轴连通有清洁管,所述清洁管的内径与所述过料管的内径相同,所述清洁管的外径沿着远离所述过料管的方向逐渐减小,所述清洁管远离所述过料管的一端内外径相同设置形成尖锐切片结构,所述过料管的内壁覆盖有磨砂打磨层;
7、所述管壁清洁机构、所述进料定径管以及所述出料限位管的内径相同并且同轴设置,所述真空箱内设有喷淋冷却机构。
8、更进一步的,所述过料管的外壁通过支撑架安装在所述真空箱的内壁,所述过料管的外壁与转动电机的转动端传动连接。
9、更进一步的,所述支撑架包括一对分别设于所述过料管两端外壁的轴承套,所述轴承套与所述过料管同轴设置,所述轴承套的外壁分别安装有竖直的支撑杆,所述支撑杆与所述真空箱的内壁连接。
10、更进一步的,所述过料管的外壁同轴设有镶嵌环槽,所述转动电机的转动端同轴安装有传动盘,所述传动盘与所述过料管同轴适,所述传动盘的外缘镶嵌设于所述镶嵌环槽内,所述传动盘与所述镶嵌环槽啮合设置。
11、更进一步的,所述喷淋冷却机构包括进水管,所述进水管从所述真空箱外伸入所述真空箱内,且所述进水管伸入所述真空箱的部分安装有喷水头,所述真空箱的底面还设有出水槽,所述出水槽与外部储水箱连通。
12、更进一步的,所述真空箱的顶面连通有抽气管,所述抽气管与真空泵连通。
13、更进一步的,所述进料定径管的进料端内壁以及所述出料限位管的出料端内壁均覆盖设有硅胶密封套。
14、本实用新型在使用的过程中,具有以下有益效果:
15、在管材物料进行挤出后,从口模中挤出通过空冷管后直接进入定径冷却设备,在通过空冷管的过程中,利用冷风鼓气设备鼓出的冷风,对空冷管进行冷却,进而利用冷空气对空冷管内的物料进行初步冷却,稍微增加物料的硬度,以避免物料出现塌陷,而且利用空冷还能够有效的避免过度冷却,而造成物料硬度大幅增加而造成无法定径的情况出现。
技术特征:
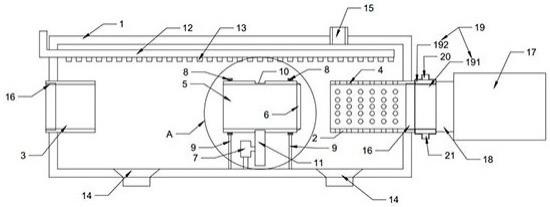
1.一种聚乙烯管的生产挤出设备,包括挤出机(17)和设于所述挤出机(17)出料端的口模(18),其特征在于:所述口模(18)通过空冷管(19)与定径冷却设备连通,所述口模(18)的物料挤出腔的外径与所述空冷管(19)的内径相同,所述空冷管(19)的内径与所述定径冷却设备的进料端内径相同,所述空冷管(19)的下方设有冷风鼓气设备,所述冷风鼓气设备鼓出的冷风与所述空冷管(19)内壁导热连通。
2.根据权利要求1所述的一种聚乙烯管的生产挤出设备,其特征在于:所述空冷管(19)包括两端分别与所述口模(18)和所述定径冷却设备进料端连通的主管道(191),所述主管道(191)的侧壁内设有环形过风腔(192),所述主管道(191)的上下两端分别设有与所述环形过风腔(192)连通出气管(20)和鼓气管(21),所述鼓气管(21)与所述冷风鼓气设备连通。
3.根据权利要求1所述的一种聚乙烯管的生产挤出设备,其特征在于:所述定径冷却设备包括真空箱(1),所述真空箱(1)的水平两端分别设有进料定径管(2)和出料限位管(3),所述进料定径管(2)伸入所述真空箱(1)的部分侧壁分布设有若干贯穿侧壁的过水孔(4),所述进料定径管(2)与所述出料限位管(3)之间还设有管壁清洁机构;
4.根据权利要求3所述的一种聚乙烯管的生产挤出设备,其特征在于:所述过料管(5)的外壁通过支撑架安装在所述真空箱(1)的内壁,所述过料管(5)的外壁与转动电机(7)的转动端传动连接。
5.根据权利要求4所述的一种聚乙烯管的生产挤出设备,其特征在于:所述支撑架包括一对分别设于所述过料管(5)两端外壁的轴承套(8),所述轴承套(8)与所述过料管(5)同轴设置,所述轴承套(8)的外壁分别安装有竖直的支撑杆(9),所述支撑杆(9)与所述真空箱(1)的内壁连接。
6.根据权利要求4或5所述的一种聚乙烯管的生产挤出设备,其特征在于:所述过料管(5)的外壁同轴设有镶嵌环槽(10),所述转动电机(7)的转动端同轴安装有传动盘(11),所述传动盘(11)与所述过料管(5)同轴适,所述传动盘(11)的外缘镶嵌设于所述镶嵌环槽(10)内,所述传动盘(11)与所述镶嵌环槽(10)啮合设置。
7.根据权利要求3所述的一种聚乙烯管的生产挤出设备,其特征在于:所述喷淋冷却机构包括进水管(12),所述进水管(12)从所述真空箱(1)外伸入所述真空箱(1)内,且所述进水管(12)伸入所述真空箱(1)的部分安装有喷水头(13),所述真空箱(1)的底面还设有出水槽(14),所述出水槽(14)与外部储水箱连通。
8.根据权利要求3所述的一种聚乙烯管的生产挤出设备,其特征在于:所述真空箱(1)的顶面连通有抽气管(15),所述抽气管(15)与真空泵连通。
9.根据权利要求3所述的一种聚乙烯管的生产挤出设备,其特征在于:所述进料定径管(2)的进料端内壁以及所述出料限位管(3)的出料端内壁均覆盖设有硅胶密封套(16)。
技术总结
本技术公开了一种聚乙烯管的生产挤出设备,涉及管材挤出设备领域。本技术包括挤出机和设于所述挤出机出料端的口模,所述口模通过空冷管与定径冷却设备连通,所述口模的物料挤出腔的外径与所述空冷管的内径相同,所述空冷管的内径与所述定径冷却设备的进料端内径相同,所述空冷管的下方设有冷风鼓气设备,所述冷风鼓气设备鼓出的冷风与所述空冷管内壁导热连通;以解决物料在进入定径设备前移动过长的距离而造成塌陷以及挤出机口模的高温度对定径设备造成影响的问题。
技术研发人员:权少纪
受保护的技术使用者:陕西金泰王管业科技有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!