一种TPV包覆管材挤出模具的制作方法
本技术涉及tpv管材生产,具体为一种tpv包覆管材挤出模具。
背景技术:
1、tpv管材是一种新型塑料管材,tpv管材包覆管材挤出成型通过管材挤出模具实现,而传统的挤出机对于从设计结构以及使用操作上,都不适合tpv包覆管材挤出成型,随着科技的不断发展,tpv包覆管材挤出模具的发展趋势越来越趋向于多样化的方向。
2、中国专利cn215151675u中提出:一种自带气压控制系统的tpv挤出模具,通过磁力球、进气管和出气管的设置,使物料通过挤出模具出料时形成一个相对密封的环境,通过控制气压来控制出料时的排气速度,保证出料口处的压力恒定,防止气压过大产生冲击,损坏物料成型,提高管子的成型效果;通过挤出模具内部的结构设置,可以降低物料的挤出波动,保证物料出料的稳定,提高管子的成型效果。
3、在实现上述操作过程中,该实用新型人至少还发现如下技术问题:现有的tpv包覆管材挤出模具仅采用锥形挤压流道、分流环流道来实现对物料的压实,进而导致物料的压实效果并不佳,同时现有的tpv包覆管材挤出模具在挤出管的过程中,模具内部容易存在气流,进而导致管材在挤出时,因气泡的影响,tpv包覆管材的成型容易出现凹陷的现象,造成管材挤出效果不佳的问题。
技术实现思路
1、本实用新型的目的在于提供一种tpv包覆管材挤出模具,以解决背景技术中提出的问题。
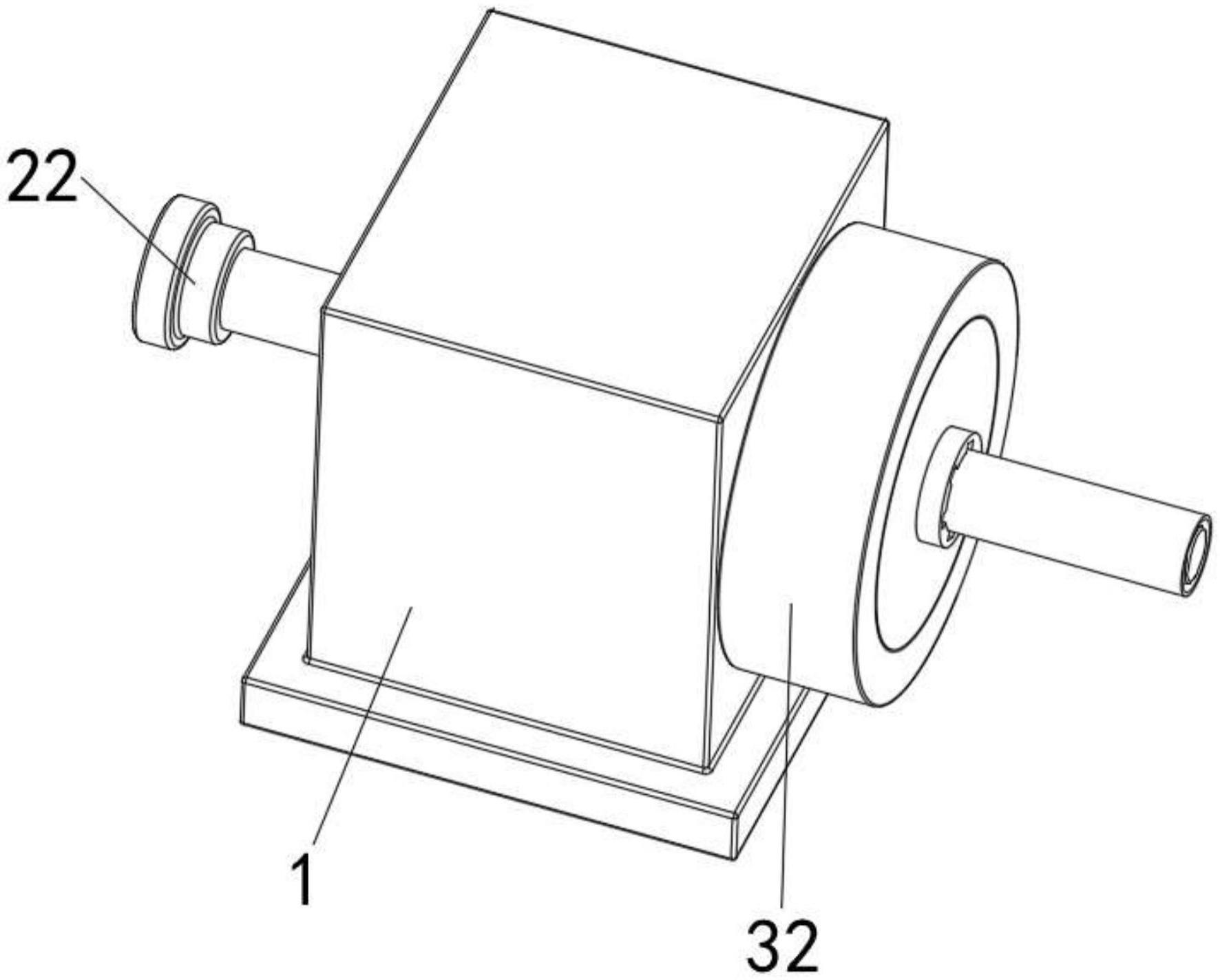
2、为实现上述目的,本实用新型提供如下技术方案:一种tpv包覆管材挤出模具,包括外壳,所述外壳的内侧贯穿有挤出装置,所述外壳的一侧且在挤出装置的轴向外侧固定安装有促进装置;
3、所述挤出装置包括挤出管、进料管、排气孔、辅助装置和控制装置,所述外壳的内侧贯穿有挤出管,且挤出管与外壳的内侧壁为固定连接,所述挤出管的一端连通有进料管,所述挤出管上开设有分布均匀的排气孔,所述挤出管的内侧固定连接有辅助装置,所述辅助装置上设置有控制装置。
4、进一步的,所述辅助装置的结构包括连接环、铁芯棒和u形连接管挤出管的轴向内侧壁固定连接有连接环,所述连接环的轴向内侧固定连接有铁芯棒,所述挤出管的轴向外侧连通有分布均匀的u形连接管。
5、将进料管与物料外置炮筒相对接,外置炮筒将物料推入到进料管、挤出管的内部,由于设置有锥形部与锥形段,随后物料经过锥形块向外分散,进行初步压实,然后物料进入到u形连接管内,通过u形连接管的u形结构,进而实现了对物料的二次压实,由u形连接管出来的物料再次经过锥形部与锥形段,进而三次压实,从而进入到铁芯棒成型尾部,进行挤出成型,随后成型的tpv包覆管材向外伸出,流入到下一工序;
6、进一步的,所述控制装置的结构包括第一线圈块、磁力块、连接柱、第一弹簧和锥形块,所述铁芯棒的内侧固定连接有第一线圈块,所述铁芯棒的内侧滑动连接有磁力块,所述磁力块远离第一线圈块的一侧固定连接有连接柱,所述连接柱的轴向外侧套接有第一弹簧,所述连接柱远离磁力块的一侧固定连接有锥形块,所述连接柱贯穿铁芯棒且伸出到铁芯棒的外侧。
7、在物料进行流动的过程中,工作人员通过对第一线圈块的内部通入电流,使得第一线圈块在通入电流后产生与磁力块相斥的磁场力,磁场力推动磁力块带动连接柱、锥形块向远离第一线圈块的一侧运动,使得物料初步压实的入口减小,进而实现了可以自由调控初步压实入口大小的目的;
8、进一步的,所述促进装置包括圆形壳、连接壳、第二线圈块和运动装置,所述外壳的一侧且在挤出管的轴向外侧固定连接有圆形壳,所述圆形壳的轴向外侧固定连接有连接壳,所述圆形壳的轴向外侧且在连接壳的内侧固定连接有第二线圈块,所述圆形壳的内侧设置有运动装置。
9、进一步的,所述运动装置的结构包括转动环、减震杆、第二弹簧和磁力壳,所述挤出管的轴向外侧转动连接有转动环,所述转动环的轴向外侧固定连接有减震杆,所述减震杆的外侧滑动连接有磁力壳,所述磁力壳在圆形壳的内侧转动,所述圆形壳的内部开设有与磁力壳相对应的环形槽,所述减震杆的轴向外侧套接有第二弹簧。
10、在物料进入到铁芯棒成型尾部,进行挤出成型时,对第二线圈块的内部通入电流方向不断变化的电流,使得第二线圈块在通入电流后产生驱使磁力壳圆周转动的磁场力,磁力壳在圆周转动的过程中通过减震杆带动转动环进行同步转动,由于转动环上开设有通气槽,通过转动环旋转产生的气流进而促进挤出管内部的气泡由排气孔向外侧排出;
11、在磁力壳转动以及挤出管材的过程中所产生的震动传递到减震杆上,使得减震杆进行来回运动,由于磁力壳的内部设置有液压油液,使得减震杆在运动的同时,磁力壳内部的液压油液相向穿过减震杆上的通孔,从而产生反向作用力,在反向作用力以及第二弹簧弹簧力的作用下,进而对产生的震动进行高效减震;
12、进一步的,所述挤出管上设置有锥形部,所述铁芯棒上设置有与挤出管上锥形部相对应的锥形段。
13、进一步的,所述转动环上开设有与排气孔相对应的通气槽,所述圆形壳的一侧开设有分布均匀的矩形槽,所述减震杆上开设有分布均匀的通孔,所述磁力壳的内部设置有液压油液。
14、与现有技术相比,本实用新型提供了一种tpv包覆管材挤出模具,具备以下有益效果:
15、1、该tpv包覆管材挤出模具,通过设置有锥形部与锥形段和u形连接管之间的配合作用,进而实现了三次压实的目的,改变了传统装置紧采用锥形挤压流道、分流环流道来实现对物料的压实的方式,提高了压实效果,解决了传统tpv包覆管材挤出模具物料的压实效果并不佳的问题。
16、2、该tpv包覆管材挤出模具,通过第一线圈块、磁力块、连接柱和锥形块之间的配合作用,进而实现了可以自由调控初步压实入口大小的目的,使得可以通过调整初步压实入口大小来控制物料进行挤压成型的速率,从而达到了可调式且自动化操作的效果。
17、3、该tpv包覆管材挤出模具,通过第二线圈块、磁力壳、减震杆、转动环、挤出管和排气孔之间的配合作用,使得转动环旋转产生的气流进而促进挤出管内部的气泡由排气孔向外侧排出,解决了现有的tpv包覆管材挤出模具在挤出管的过程中,模具内部容易存在气流,进而导致管材在挤出时,因气泡的影响,tpv包覆管材的成型容易出现凹陷的现象,造成管材挤出效果不佳的问题。
18、4、该tpv包覆管材挤出模具,通过磁力壳、减震杆和第二弹簧之间的配合作用,进而实现了对产生的震动进行高效减震的目的,使得tpv包覆管材挤出过程中稳定进行,减小了因震动导致管材挤出效果不佳的可能。
技术特征:
1.一种tpv包覆管材挤出模具,包括外壳(1),其特征在于:所述外壳(1)的内侧贯穿有挤出装置(2),所述外壳(1)的一侧且在挤出装置(2)的轴向外侧固定安装有促进装置(3);
2.根据权利要求1所述的一种tpv包覆管材挤出模具,其特征在于:所述辅助装置(24)的结构包括连接环(241)、铁芯棒(242)和u形连接管(243)挤出管(21)的轴向内侧壁固定连接有连接环(241),所述连接环(241)的轴向内侧固定连接有铁芯棒(242),所述挤出管(21)的轴向外侧连通有分布均匀的u形连接管(243)。
3.根据权利要求2所述的一种tpv包覆管材挤出模具,其特征在于:所述控制装置(25)的结构包括第一线圈块(251)、磁力块(252)、连接柱(253)、第一弹簧(254)和锥形块(255),所述铁芯棒(242)的内侧固定连接有第一线圈块(251),所述铁芯棒(242)的内侧滑动连接有磁力块(252),所述磁力块(252)远离第一线圈块(251)的一侧固定连接有连接柱(253),所述连接柱(253)的轴向外侧套接有第一弹簧(254),所述连接柱(253)远离磁力块(252)的一侧固定连接有锥形块(255),所述连接柱(253)贯穿铁芯棒(242)且伸出到铁芯棒(242)的外侧。
4.根据权利要求1所述的一种tpv包覆管材挤出模具,其特征在于:所述促进装置(3)包括圆形壳(31)、连接壳(32)、第二线圈块(33)和运动装置(34),所述外壳(1)的一侧且在挤出管(21)的轴向外侧固定连接有圆形壳(31),所述圆形壳(31)的轴向外侧固定连接有连接壳(32),所述圆形壳(31)的轴向外侧且在连接壳(32)的内侧固定连接有第二线圈块(33),所述圆形壳(31)的内侧设置有运动装置(34)。
5.根据权利要求4所述的一种tpv包覆管材挤出模具,其特征在于:所述运动装置(34)的结构包括转动环(341)、减震杆(342)、第二弹簧(343)和磁力壳(344),所述挤出管(21)的轴向外侧转动连接有转动环(341),所述转动环(341)的轴向外侧固定连接有减震杆(342),所述减震杆(342)的外侧滑动连接有磁力壳(344),所述磁力壳(344)在圆形壳(31)的内侧转动,所述圆形壳(31)的内部开设有与磁力壳(344)相对应的环形槽,所述减震杆(342)的轴向外侧套接有第二弹簧(343)。
6.根据权利要求2所述的一种tpv包覆管材挤出模具,其特征在于:所述挤出管(21)上设置有锥形部,所述铁芯棒(242)上设置有与挤出管(21)上锥形部相对应的锥形段。
7.根据权利要求5所述的一种tpv包覆管材挤出模具,其特征在于:所述转动环(341)上开设有与排气孔(23)相对应的通气槽,所述圆形壳(31)的一侧开设有分布均匀的矩形槽,所述减震杆(342)上开设有分布均匀的通孔,所述磁力壳(344)的内部设置有液压油液。
技术总结
本技术涉及TPV管材生产技术领域,且公开了一种TPV包覆管材挤出模具,包括外壳,所述外壳的内侧贯穿有挤出装置,所述外壳的一侧且在挤出装置的轴向外侧固定安装有促进装置;所述挤出装置包括挤出管、进料管、排气孔、辅助装置和控制装置,所述外壳的内侧贯穿有挤出管,且挤出管与外壳的内侧壁为固定连接,所述挤出管的一端连通有进料管,所述挤出管上开设有分布均匀的排气孔。该TPV包覆管材挤出模具,通过设置有锥形部与锥形段和U形连接管之间的配合作用,进而实现了三次压实的目的,改变了传统装置紧采用锥形挤压流道、分流环流道来实现对物料的压实的方式,提高了压实效果,解决了传统TPV包覆管材挤出模具物料的压实效果并不佳的问题。
技术研发人员:吴麟琦,袁明,黄万清
受保护的技术使用者:江苏宝碟自动化设备有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!