一种树脂快速熔化投料装置的制作方法
本发明涉及预浸料制造设备领域,具体涉及一种树脂快速熔化投料装置。
背景技术:
1、目前碳纤维预浸料主要采用热熔法生产,即将混合后的配方树脂经过涂胶辊组在离型纸上涂敷成均匀的树脂胶膜,然后移动至含浸机上,受热熔融后浸渍碳纤维丝束。该方法速度快效率高,而且可以精确控制预浸料中的树脂含量。目前多采用人工方式将树脂放到热板或热棒上进行熔化,由于树脂暴露在空气中,导致散热过多,整个过程耗时久,影响树脂的操作寿命,而且浪费了较多的热能;另外现场需有专门人员实时监控,由于热板温度较高,存在烫伤的可能性,导致人工成本较高。
技术实现思路
1、为了解决上述技术问题,本实用新型提供了一种树脂快速熔化投料装置。
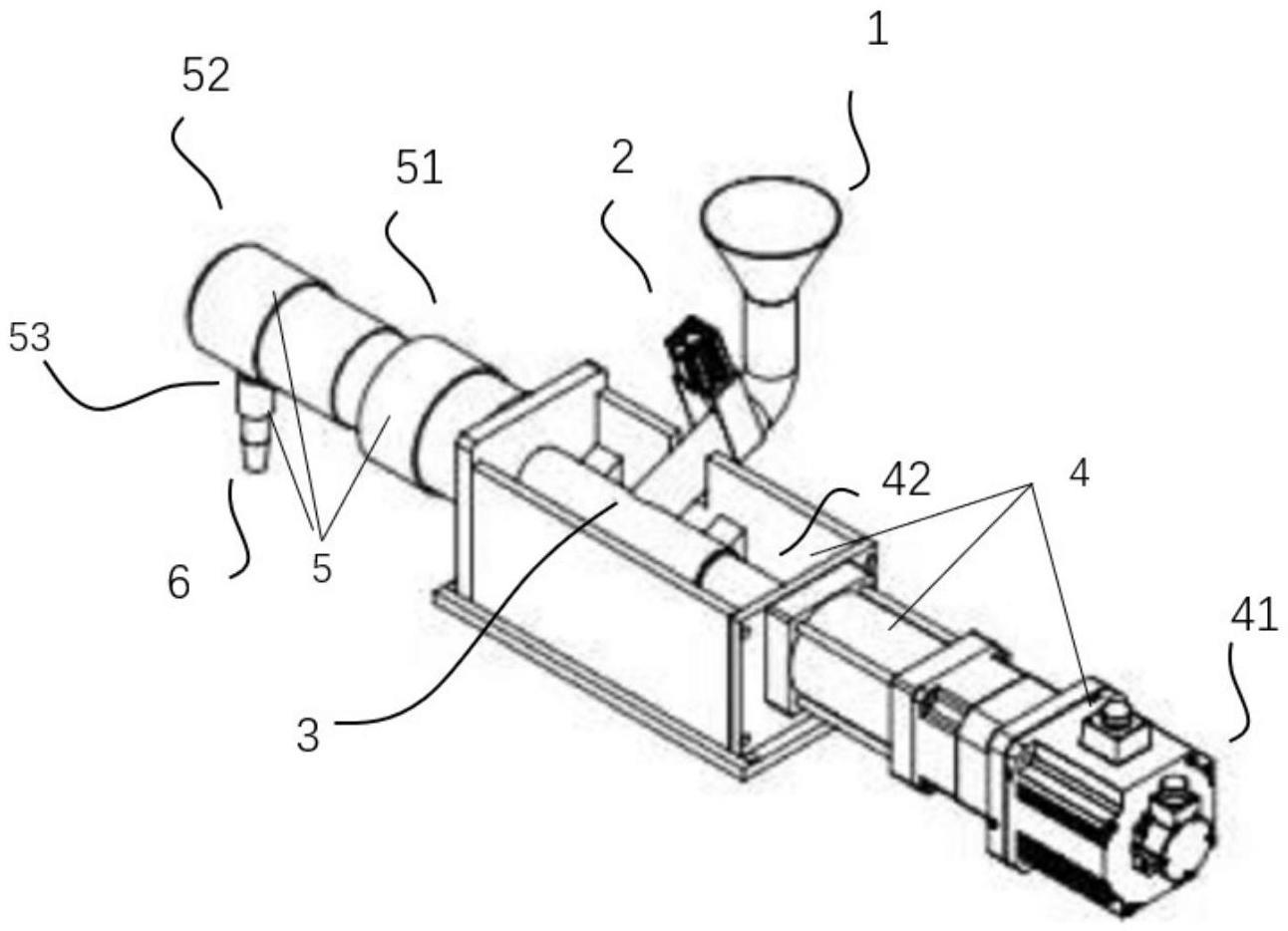
2、本实用新型解决上述技术问题所采用的技术方案是:一种树脂快速熔化投料装置,包括树脂喂料架、控制放料装置、喂料口、驱动装置、加热熔化装置以及过滤嘴,树脂喂料架与喂料口连接,树脂喂料架与喂料口之间设置有控制放料装置,控制放料装置用于将树脂喂料架上的树脂颗粒逐批放料至喂料口,喂料口还分别与伺服驱动装置和加热熔化装置连接,伺服驱动装置用于将喂料口中的树脂颗粒推入加热熔化装置中进行加热熔化,加热熔化装置与过滤嘴连接。
3、较佳的,加热熔化装置包括第一加热圈、第二加热圈和第三加热圈,第一加热圈和第二加热圈位于同一直线,第三加热圈与第二加热圈连接,并与第二加热圈垂直设置。
4、较佳的,喂料口位于伺服驱动装置和加热熔化装置的第一加热圈之间。
5、较佳的,加热熔化装置的第三加热圈与用于过滤杂质的过滤嘴连接。
6、较佳的,伺服驱动装置包括电机和驱动轴,伺服驱动装置的电机推动驱动轴将喂料口中的树脂颗粒推入加热熔化装置的第一加热圈中。
7、较佳的,树脂颗粒在第一加热圈中预热,其温度控制在温度在50℃~80℃之间,在第二加热圈中熔化,其温度控制在80℃~100℃之间,在第三加热圈53中保温,其温度控制在80-100℃。
8、较佳的,过滤嘴的孔径介于1.5-2mm之间,其形状为圆形、方形或菱形,过滤嘴可拆卸。
9、较佳的,进入喂料口的树脂颗粒尺寸不大于2cm。
10、与现有技术相比,本实用新型的优点在于:(1)将树脂的投料从人工操作改为自动操作,操作过程中不需要人工的介入,可连续生产,且减少了安全事故,并极大缩减了成本。(2) 采用驱动装置及加热圈结合的方式对树脂颗粒进行加热,并过滤可能存在的杂质,可有效提升自动化程度,避免人工操作导致的人身伤害。
技术特征:
1.一种树脂快速熔化投料装置,其特征在于,包括树脂喂料架(1)、控制放料装置(2)、喂料口(3)、驱动装置(4)、加热熔化装置(5)以及过滤嘴(6),树脂喂料架(1)与喂料口(3)连接,树脂喂料架(1)与喂料口(3)之间设置有控制放料装置(2),控制放料装置(2)用于将树脂喂料架(1)上的树脂颗粒逐批放料至喂料口(3),喂料口(3)还分别与伺服驱动装置(4)和加热熔化装置(5)连接,伺服驱动装置(4)用于将喂料口(3)中的树脂颗粒推入加热熔化装置(5)中进行加热熔化,加热熔化装置(5)与过滤嘴(6)连接。
2.如权利要求1所述的树脂快速熔化投料装置,其特征在于,加热熔化装置(5)包括第一加热圈(51)、第二加热圈(52)和第三加热圈(53),第一加热圈(51)和第二加热圈(52)位于同一直线,第三加热圈(53)与第二加热圈(52)连接,并与第二加热圈(52)垂直设置。
3.如权利要求1所述的树脂快速熔化投料装置,其特征在于,喂料口(3)位于伺服驱动装置(4)和加热熔化装置(5)的第一加热圈(51)之间。
4.如权利要求1所述的树脂快速熔化投料装置,其特征在于,加热熔化装置(5)的第三加热圈(53)与用于过滤杂质的过滤嘴(6)连接。
5.如权利要求1所述的树脂快速熔化投料装置,其特征在于,伺服驱动装置(4)包括电机(41)和驱动轴(42),伺服驱动装置(4)的电机(41)推动驱动轴(42)将喂料口(3)中的树脂颗粒推入加热熔化装置(5)的第一加热圈(51)中。
6.如权利要求1所述的树脂快速熔化投料装置,其特征在于,过滤嘴(6)的孔径介于1.5-2mm之间,其形状为圆形、方形或菱形,过滤嘴(6)可拆卸。
7.如权利要求1所述的树脂快速熔化投料装置,其特征在于,进入喂料口(3)的树脂颗粒尺寸不大于2cm。
技术总结
本技术公开了一种树脂快速熔化投料装置,树脂喂料架与喂料口连接,树脂喂料架与喂料口之间设置有控制放料装置,控制放料装置用于将树脂喂料架上的树脂颗粒逐批放料至喂料口,喂料口还分别与伺服驱动装置和加热熔化装置连接,伺服驱动装置用于将喂料口中的树脂颗粒推入加热熔化装置中进行加热熔化,加热熔化装置与过滤嘴连接。本技术将树脂的投料从人工操作改为自动操作,操作过程中不需要人工的介入,可连续生产,且减少了安全事故,并极大缩减了成本,采用驱动装置及加热圈结合的方式对树脂颗粒进行加热,并过滤可能存在的杂质,可有效提升自动化程度,避免人工操作导致的人身伤害。
技术研发人员:郭鹏宗,张建峰,王潇,唐照轩,刘府
受保护的技术使用者:中复神鹰(上海)科技有限公司
技术研发日:20221202
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!