一种聚乳酸片材吸塑成型装置的制作方法
1.本实用新型涉及塑料成型设备技术领域,具体涉及一种聚乳酸片材吸塑成型装置。
背景技术:
2.聚乳酸是重要的生物降解高分子材料,虽然目前聚乳酸价格较高,在产品成本方面相比于石油基不可降解材塑料如:pet、ps、pp等不具备竞争优势。但是它具有较高的刚性与透明性的优点,作为可降解塑料,在环境保护方面仍具有较好的发展和运用前景。然而,由于聚乳酸在生产时其结晶速率慢,玻璃化温度低,导致生产出的聚乳酸片材具有耐热性不足的缺点。致使采用聚乳酸片材吸塑成型的产品耐热性也不足。
3.在线结晶的工艺中,提高聚乳酸制品的耐热使用温度是常规增加聚乳酸耐热性能的方法。需要对吸塑成型工艺进行设计与调整,使聚乳酸片材吸塑成型的产品需具备一定的结晶度,而聚乳酸的结晶度主要受到外界温度场的影响,现有设备并没有针对该工艺进行相关设计与调整。
4.例如公开号为cn103434120a的中国专利文献,公布了一种吸塑成型机,包括上料装置、机体、送料装置、加热装置、成型装置、 剪切装置和下料装置,所述的成型装置的吸塑模具口向下,通过升降机构设置在机体内。又如:公开号为cn109291416a的一种板材吸塑成型机构,包括机架、设于机架上的成型模具和抽真空装置,成型模具包括成型上模和成型下模,成型上模可相对成型下模移动,以打开或闭合成型模具,成型下模设有连通其内腔的真空气道,真空气道与抽真空装置连接;成型上模包括相互拼合的第一上模和第二上模,第一上模和第二上模分别与发明机架转动连接。上述专利文献的方案均未针对聚酸乳板材吸塑成型的外界温度场进行相关设计,无法有效提高聚乳酸吸塑成品的耐热性。
5.因此,急需一种吸塑成型装置来提高聚乳酸吸塑成品的耐热性。
技术实现要素:
6.为了解决上述问题,本实用新型提供了一种聚乳酸片材吸塑成型装置,来提高聚乳酸吸塑成品的耐热性。
7.它采用了如下技术方案:
8.一种聚乳酸片材吸塑成型装置包括尾端设有收卷辊的机座,在收卷辊前侧的机座上沿收卷方向依次设有用于预热聚乳酸片材的加热装置和吸塑成型装置,其特征在于:所述吸塑成型装置包括可上下开合的吸塑成型模具,吸塑成型模具上设有一组成型凹槽,吸塑成型模具内设有靠近成型凹槽的油道,油道的进油端通过第一换向阀分别连接温度可控的加热油箱和冷却油箱的出油端,油道的回油端通过第二换向阀分别与加热油箱和冷却油箱的进油端连接;油道内设有温度传感器,通过温度传感器油温信息反馈给控制模块控制第一、第二换向阀工作,改变油道内冷热油的进出,控制吸塑成型模具的温度。
9.进一步地,所述吸塑成型模具包括下模体和上模体,上、下模体通过一组导向柱连
接,上模体通过直线驱动装置可相对于下模体上下移动;所述成型凹槽位于上模体中,每个成型凹槽内设有气口,气口通过管道与负压发生器连接。
10.进一步地,所述气口通过管道还与空气压缩机连接,通过空气压缩机向成型凹槽内提供正压气流将聚乳酸成品从成型凹槽内分离。
11.进一步地,所述机座上还设有分切机构,分切机构位于吸塑成型装置与收卷辊之间,所述分切机构包括刀架,刀架下侧固定连接底座,刀架上侧通过直线往复机构连接可上下移动的刀座,刀座下端设有一组与聚乳酸成品边缘轮廓对应的刀头。
12.本实用新型相比现有技术具的有益效果:
13.通过在吸塑成型模具内设有靠近成型凹槽的油道,油道的进、回油端分别通过第一、第二换向阀对应连接加热油箱和冷却油箱,经控制第一、第二换向阀为成型凹槽提供可控的外界温度场,促进聚酸乳进结晶,提高聚酸乳成品的耐热性;
14.通过设置与气口连接的空气压缩机,空气压缩机向成型凹槽内提供正压气流将聚乳酸成品从成型凹槽内分离,避免了现有技术采用顶推顶推结构使聚酸乳成品脱模时局部发生变形的现象,降低产品的残次率。
附图说明
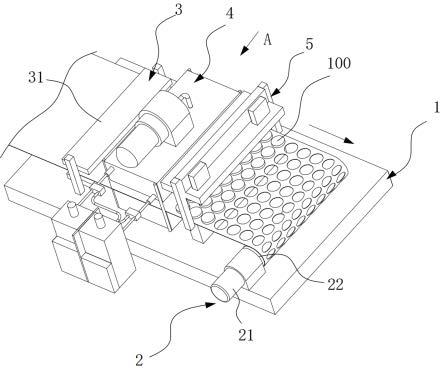
15.图1是本实用新型实施例的结构示意图;
16.图2是本实用新型实施例中吸塑成型装置的结构示意图;
17.图3是图1中a向的局部结构示意图;
18.图4是本实用新型实施例中分切机的构结构示意图;
19.图5是图4中b向局部结构示意图。
20.附图标记说明:1、机座;2、收卷辊;21、减速电机;22、辊筒;3、加热装置;31、加热板;4、吸塑成型装置;41、吸塑成型模具;41a、下模体;41b、上模体;41c、导向柱;41d、直线驱动装置;411、成型凹槽;412、气口;413、负压发生器;414、空气压缩机;415、分配气阀;42、油道;43、第一换向阀;44、加热油箱;45、冷却油箱;46、第二换向阀;47、温度传感器;5、分切机构;51、刀架;52、底座;53、刀座;54、刀头;55、直线往复机构;100、聚乳酸成品。
具体实施方式
21.为使本实用新型更加清楚明白,下面结合附图对本实用新型的一种聚乳酸片材吸塑成型装置进一步说明,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
22.如图1所示,一种聚乳酸片材吸塑成型装置,其使用的原材料为成卷的聚乳酸片材,制作一次性餐具等塑料制品。本装置包括一个机座1,机座1可采用示图中的平板结构,也可采用框架等其他承载结构。在机座1上,根据吸塑工艺由左至右依次设有用于预热聚乳酸片材的加热装置3、吸塑成型装置4、分切机构5以及位于机座1尾端的收卷辊2。其中,加热装置3和收卷辊2均为现有技术;例如,加热装置3采分布在聚乳酸片材上下两侧的加热板31,加热板31的加热温度和两加热板间距可调;所述收卷辊2为一侧带有减速电机21的辊筒22,通过转动辊筒22收卷切除聚乳酸成品100的片材。另外,本装置可根据各个工位的布设间距在机座1上可选择地设置托辊(图中未示),防止聚乳酸片材过度下挠,影响其正常传
输。
23.如图1至图3所示,所述吸塑成型装置4包括可上下开合的吸塑成型模具41,吸塑成型模具41由下模体41a和上模体41b组成,下模体41a固定在机座1上,上模体41b位于下模体41a正上方,二者之间连接有一组竖向的导向柱41c,通过设置直线驱动装置41d驱动上模体41b沿着导向柱41c滑动做上下开合运动。其中,直线驱动装置41d可采用常规的直线往复机构,例如油缸,油缸驱动上模体41b在导向柱41c的导向下实现精准合模和分模。在上模体41b的下端面上设有一组矩形阵列的成型凹槽411,成型凹槽411的形状与制成的聚乳酸成品100轮廓外形相匹配。
24.在这组成型凹槽411的周侧设有一个位于上模体41b内的油道42,油道42沿着该组成型凹槽411阵列的长度方向回绕行进,使每个成型凹槽411的一侧均有油道42经过。其中,油道42可以先经加工通孔、再经螺塞密封封堵等常规方式形成通道结构,使油道内的油可依次通过每个成型凹槽411周侧进行温度控制。在上模体41b内还设有一组温度传感器47,温度传感器47分别设在油道42的两端和中部,且每个温度传感器47的探头伸进油道42内,用于检测油道内的油温。在油道42的进油端通过第一换向阀43分别连接加热油箱44和冷却油箱45的出油端,油道42的回油端通过第二换向阀46分别与加热油箱44和冷却油箱45的进油端连接。其中,加热油箱44和冷却油箱45均为现有技术,加热油箱44对油进行泵送和加热,加热温度可控;冷却油箱45对油进行泵送并通过风冷或水冷方式进行油温冷却。所述第一、第二换向阀为电磁换向阀,第一、第二换向阀和温度传感器47与控制模块(图中未示)电性连接进行信号传输,控制模块内设有控制程序,三处温度传感器47的温度数据发送给控制模块,控制模块经程序算法得出的数值超出某限定阈值时,控制第一、第二电磁阀工作,使加热油箱44停止向油道42泵送热油、冷却油箱45向油道42泵送冷油,以降低每个成型凹槽411的温度;反之,当温度传感器47反馈数据得出的数值低于某限定阈值时,加热油箱44向油道42泵送热油、冷却油箱45停止向油道42泵送冷油,以提高每个成型凹槽411的温度。实现对成型凹槽411的温度控制。具体温度设定可根据聚乳酸成品的耐热性工艺和吸塑成型工艺选择。在吸塑加工过程中,通过对聚酸乳成品成型时、成型后的外界温度场控制,提高聚乳酸成品的耐热性。
25.此处还需说明的是,与油道42连接管道可采用硬管道或软管,若冷却、加热油箱相对上模体41b移动时位置发生相对变化,此时该处管道为软管,反之可采用硬管。
26.结合图3所示,在每个成型凹槽411内均设有一个气口412,所有的气口412通过上模体41b内的通道共同连接一个管道,该管道上通过分配气阀415分别连接负压发生器413和空气压缩机414,负压发生器413和空气压缩机414固定连接在上模体41b的顶端。其中,负压发生器413通过抽取真空完成吸塑作业,空气压缩机414通过产生正压气流作用在成型后的聚酸乳成品上,将聚酸乳成品推出成型凹槽411,实现聚酸乳成品的脱模,该处结构相比现有技术,取消了模具本身复杂的顶推结构同时,也避免了顶推结构使聚酸乳成品局部变形的现象。
27.如图4、图5所示,所述分切机构5包括一个门式的刀架51,刀架51下部固定连接底座52,底座52上侧设有刀座53,刀座53连接在直线往复机构55的移动端,直线往复机构55与与刀架51连接,直线往复机构55驱动刀座53直线上下移动。刀座53为矩形板状,其底端面设有一组矩形阵列且向下凸出的刀头54,刀头54为薄片首尾相连的结构,其下端为刀刃,刀刃
的切割轮廓形状与吸塑成型品边缘轮廓相对应。当吸塑后的聚酸乳片材移动到底座52停止,直线往复机构55驱动刀座53下移,带动刀头54切除聚乳酸成品。其中,直线往复机构55优选采用导向气缸,它为刀座提供上下移动驱动力的同时,也提供了精准导向。
28.本装置的工作时,首先成卷的聚乳酸片材展开、展平;然后经过加热装置3预加热,为聚乳酸片材吸塑提供较佳的工作条件;再然后,通过吸塑成型装置4对聚乳酸片材进行吸塑成型步骤,该步骤中,根据吸塑工艺和耐热聚酸乳的工艺要求,通过油道为成型凹槽411提供可控的外界温度场和相应的保温时间,促进聚酸乳进结晶,提高聚酸乳耐热性,并对聚酸乳定型;最后,依次通过分切机构5将聚乳酸成品100从聚酸乳片材中切除、通过收卷辊2将切除成品后的聚酸乳片材收卷收集,完成耐热聚酸乳成品的制作。
29.本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本实用新型的实质精神所引伸出的显而易见的变化或变动仍属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1