真空红外焊接箱的制作方法
本申请涉及焊接加工,特别涉及一种真空红外焊接箱。
背景技术:
1、红外焊接是采用非接触式的加热方法对塑料工件中间加热,两个待焊接的零件表面在红外线的映照下可迅速凝聚,从而粘接在一起,并可获得极高的焊接强度,解决了热板焊接的一项重大挑战,即避免塑料或者玻纤粘附到加热板表面。但在高温焊接的过程中,工件容易发生氧化反应或空气中的污染物容易附着在工件上,同时焊接处可能存在气泡等现象,影响了工件的质量。
技术实现思路
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种真空红外焊接箱,为红外焊接提供真空环境,提高了工件焊接质量和焊接效率。
2、本申请提供了一种真空红外焊接箱,包括:
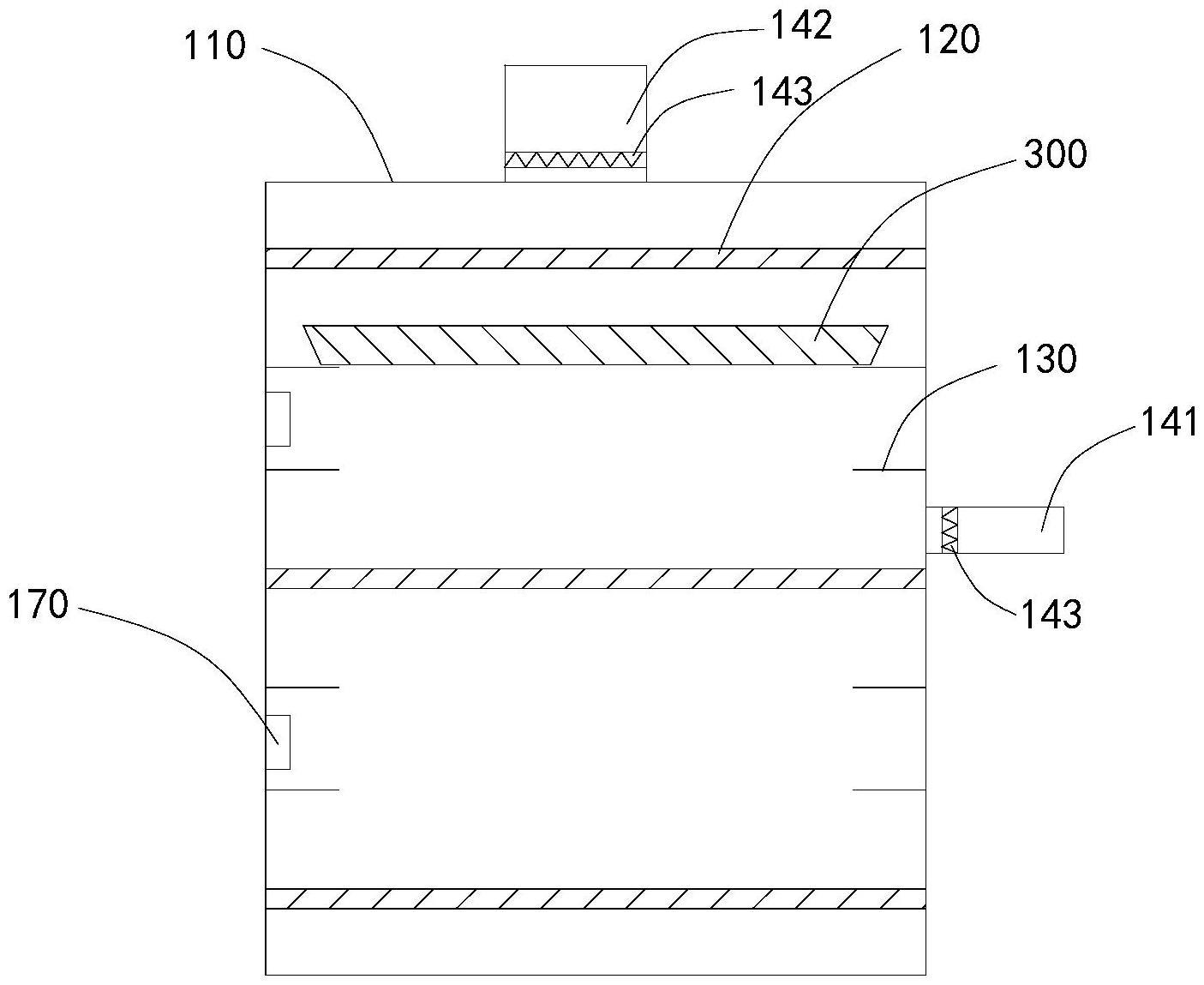
3、炉体,所述炉体设有发热腔室,所述发热腔室内沿竖直方向间隔设有若干个红外发热板,所述发热腔室两侧在相邻的所述红外发热板之间设有至少一组相互对称的卡块,同一组相互对称的所述卡块相互配合用于托起待焊接工件,所述炉体上还设有抽气管道和排气管道,所述抽气管道和所述排气管道的入口端连接于所述发热腔室,所述抽气管道和所述排气管道的出口端用于与抽风系统连接,所述抽气管道的孔径小于所述排气管道的孔径;
4、控制模块,所述控制模块与所述红外发热板连接。
5、根据本申请实施例的真空红外焊接箱,至少具有如下有益效果:将待焊接工件的两侧分别放置或卡接于发热腔室内的同一组卡块上,将发热腔室密封后,通过抽风系统从抽气管道将发热腔室内的气体抽出,使得发热腔室内形成真空状态,启动红外加热板工作,采用非接触式的加热方法对塑料工件中间加热,以使得焊接位置能够在迅速凝聚粘接在一起,在焊接过后,打开排气管道并通过抽风系统将焊接产生的气体排出。本申请在真空的环境中进行焊接,待焊接工件的焊接位置不会发生氧化反应且不会产生气泡,真空环境中的污染物较少,提高了工件焊接的质量。同时,在发热腔室内还设有若干个红外发热板和多组卡块,可以同时对多个待焊接工件进行同时焊接加工,提高了焊接效率。
6、根据本申请的一些实施例,所述卡块可拆卸设置于所述发热腔室的内侧。
7、根据本申请的一些实施例,所述卡块为可伸缩结构。
8、根据本申请的一些实施例,所述抽气管道和所述排气管道靠近所述发热腔室的一端均设有过滤网格。
9、根据本申请的一些实施例,所述炉体上设有平开门,所述平开门用于盖合于所述发热腔室。
10、根据本申请的一些实施例,所述平开门上设有透明玻璃。
11、根据本申请的一些实施例,所述平开门上设有把手和锁紧部件。
12、根据本申请的一些实施例,所述炉体上还设有操控面板,所述操控面板位于所述平开门的侧旁,所述操控面板包括若干个按钮和显示屏,所述按钮和所述显示屏均分别与所述控制模块连接。
13、根据本申请的一些实施例,所述发热腔室内设有温湿度感应模块,所述温湿度感应模块与所述控制模块连接,所述温湿度感应模块用于检测所述发热腔室内的温度和湿度。
14、根据本申请的一些实施例,还包括箱体,所述炉体设置于所述箱体上,所述控制模块设置于所述箱体内。
15、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.一种真空红外焊接箱,其特征在于,包括:
2.根据权利要求1所述的真空红外焊接箱,其特征在于,所述卡块可拆卸设置于所述发热腔室的内侧。
3.根据权利要求1或2所述的真空红外焊接箱,其特征在于,所述卡块为可伸缩结构。
4.根据权利要求1所述的真空红外焊接箱,其特征在于,所述抽气管道和所述排气管道的入口端均设有过滤网格。
5.根据权利要求1所述的真空红外焊接箱,其特征在于,所述炉体上设有平开门,所述平开门用于盖合于所述发热腔室。
6.根据权利要求5所述的真空红外焊接箱,其特征在于,所述平开门上设有透明玻璃。
7.根据权利要求5或6所述的真空红外焊接箱,其特征在于,所述平开门上设有把手和锁紧部件。
8.根据权利要求5所述的真空红外焊接箱,其特征在于,所述炉体上还设有操控面板,所述操控面板位于所述平开门的侧旁,所述操控面板包括若干个按钮和显示屏,所述按钮和所述显示屏均分别与所述控制模块连接。
9.根据权利要求1或8所述的真空红外焊接箱,其特征在于,所述发热腔室内设有温湿度感应模块,所述温湿度感应模块与所述控制模块连接,所述温湿度感应模块用于检测所述发热腔室内的温度和湿度。
10.根据权利要求1所述的真空红外焊接箱,其特征在于,还包括箱体,所述炉体设置于所述箱体上,所述控制模块设置于所述箱体内。
技术总结
本申请公开了一种真空红外焊接箱,涉及焊接加工技术领域,包括炉体和控制模块,所述炉体设有发热腔室,所述发热腔室内沿竖直方向间隔设有若干个红外发热板,所述发热腔室两侧在相邻的所述红外发热板之间设有至少一组相互对称的卡块,同一组相互对称的所述卡块相互配合用于托起待焊接工件,所述炉体上还设有抽气管道和排气管道,所述抽气管道和所述排气管道的入口端连接于所述发热腔室,所述抽气管道和所述排气管道的出口端用于与抽风系统连接,所述抽气管道的孔径小于所述排气管道的孔径;所述控制模块与所述红外发热板连接。本申请为红外焊接提供真空环境,提高了工件焊接质量和焊接效率。
技术研发人员:张玉涛,李振
受保护的技术使用者:深圳市特雷格电子科技有限公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!